碳纤维复合材料外壳及其制备方法、电子设备与流程
1.本发明涉及复合材料技术领域,特别涉及一种碳纤维复合材料外壳及其制备方法、电子设备。
背景技术:
2.虚拟现实(vr)和增强现实(ar)是近年来的两大热门领域,均有着良好的发展趋势和应用前景。因此,许多的虚拟现实设备和增强现实设备也应运而生。
3.由于这些设备普遍需要佩戴在人体的头部,考虑到佩戴的舒适性,这些设备的轻量化是一个非常重要的技术指标。当下,考虑到结构的强度要求和轻量化需求,这些设备的结构件(例如ar眼镜的镜腿、镜框等)主要采用pc、pc/abs、pa等塑料材质。但受到成型工艺的限制,大部分需要注塑成型,因此壁厚较厚,重量较大,其他轻质的塑料材质则难以满足强度设计要求。
4.在这样的背景下,碳纤维复合材料逐渐发展起来,由于其具有高强度低密度的特性,可以在一个很薄的壁厚下同时满足穿戴设备的强度和轻量化需求,具有较大的优势。但是,碳纤维复合材料无法直接在其表面成型固定结构等表面特征。
技术实现要素:
5.本发明的主要目的是解决上述技术问题中的至少一个。因此,提供一种碳纤维复合材料外壳及其制备方法、电子设备,旨在解决现有的碳纤维复合材料无法直接在其表面成型固定结构等表面特征的缺陷。
6.为实现上述目的,本发明提出的碳纤维复合材料外壳的制备方法包括以下步骤:
7.制备碳纤维复合材料外壳粗坯;
8.去除碳纤维复合材料外壳粗坯表面焊接区域的树脂,以使碳纤维复合材料外壳粗坯中碳纤维复合材料层上的焊接面得以显露;
9.将金属嵌件焊接于焊接面。
10.在本发明一实施例中,所述制备碳纤维复合材料外壳粗坯的步骤包括:
11.提供碳纤维丝束;
12.对碳纤维丝束进行电镀处理,以在碳纤维丝束的表面镀上焊接材料,得到待成型碳纤维丝束;
13.对待成型碳纤维丝束进行成型,得到碳纤维复合材料外壳粗坯。
14.在本发明一实施例中,所述制备碳纤维复合材料外壳粗坯的步骤包括:
15.提供碳纤维丝束和焊接材料丝束;
16.将碳纤维丝束和焊接材料丝束结合在一起,得到碳纤维复合材料层;
17.对碳纤维复合材料层进行成型,得到碳纤维复合材料外壳粗坯。
18.在本发明一实施例中,所述制备碳纤维复合材料外壳粗坯的步骤包括:
19.提供碳纤维层和焊接材料层;
20.将碳纤维层和焊接材料层做叠层处理,得到碳纤维复合材料层;
21.对碳纤维复合材料层进行成型,得到碳纤维复合材料外壳粗坯。
22.在本发明一实施例中,所述焊接材料层为焊接材料片材、焊接材料单向料或焊接材料编织料。
23.在本发明一实施例中,所述去除碳纤维复合材料外壳粗坯表面焊接区域的树脂,以使碳纤维复合材料外壳粗坯中碳纤维复合材料层上的焊接面得以显露的步骤包括:
24.去除碳纤维复合材料外壳粗坯表面焊接区域的树脂,以使下方的碳纤维层得以显露;
25.在显露的碳纤维层上附着焊接材料,以形成焊接面。
26.在本发明一实施例中,所述在显露的碳纤维层上附着焊接材料,以形成焊接面的步骤中,焊接材料通过电镀的方式或沉积的方式附着于碳纤维层。
27.在本发明一实施例中,所述将金属嵌件焊接于焊接面的步骤中,金属嵌件采用激光焊接方式、超声焊接方式或热压焊接方式焊接于焊接面。
28.在本发明一实施例中,当所述金属嵌件采用激光焊接方式焊接于所述焊接面时,激光焊接的焊点阵列分布或圆周分布,且/或,激光焊接的焊点的直径在0.3mm以内。
29.为实现上述目的,本发明提出的碳纤维复合材料外壳由碳纤维复合材料外壳的制备方法制备得到,所述碳纤维复合材料外壳的制备方法包括以下步骤:
30.制备碳纤维复合材料外壳粗坯;
31.去除碳纤维复合材料外壳粗坯表面焊接区域的树脂,以使碳纤维复合材料外壳粗坯中碳纤维复合材料层上的焊接面得以显露;
32.将金属嵌件焊接于焊接面。
33.为实现上述目的,本发明提出的电子设备包括碳纤维复合材料外壳,所述碳纤维复合材料外壳由碳纤维复合材料外壳的制备方法制备得到,所述碳纤维复合材料外壳的制备方法包括以下步骤:
34.制备碳纤维复合材料外壳粗坯;
35.去除碳纤维复合材料外壳粗坯表面焊接区域的树脂,以使碳纤维复合材料外壳粗坯中碳纤维复合材料层上的焊接面得以显露;
36.将金属嵌件焊接于焊接面。
37.本发明提出的碳纤维复合材料外壳的制备方法,是一种通过焊接方式在碳纤维复合材料中引入金属嵌件的新型成型工艺,金属嵌件的引入,较好地解决了现有的碳纤维复合材料无法直接在其表面成型固定结构等表面特征的缺陷。并且,相较于通过热压方式在碳纤维复合材料中引入金属嵌件的成型工艺,本发明提出的碳纤维复合材料外壳的制备方法,由于将金属嵌件与碳纤维直接进行了焊接,金属嵌件的稳固性大大提升,从而使得制备得到的碳纤维复合材料外壳更加的可靠。
附图说明
38.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以
根据这些附图示出的结构获得其他的附图。
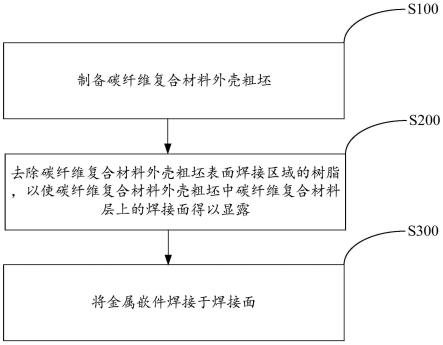
39.图1为本发明碳纤维复合材料外壳的制备方法第一实施例的流程示意图;
40.图2为本发明碳纤维复合材料外壳的制备方法第二实施例的流程示意图;
41.图3为本发明碳纤维复合材料外壳的制备方法第三实施例的流程示意图;
42.图4为本发明碳纤维复合材料外壳的制备方法第四实施例的流程示意图;
43.图5为本发明碳纤维复合材料外壳的制备方法第五实施例的流程示意图。
44.本发明目的的实现、功能特点及优点将结合实施例,参照附图做进一步说明。
具体实施方式
45.下面将对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
46.另外,各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本发明要求的保护范围之内。
47.针对背景技术提到的技术问题,本发明提出一种碳纤维复合材料外壳的制备方法,旨在解决现有的碳纤维复合材料无法直接在其表面成型固定结构等表面特征的缺陷。
48.下面将在具体实施例中对本发明提出的碳纤维复合材料外壳的制备方法进行说明:
49.如图1所示,是本发明碳纤维复合材料外壳的制备方法第一实施例。本实施例中,该碳纤维复合材料外壳的制备方法包括以下步骤:
50.步骤s100,制备碳纤维复合材料外壳粗坯;
51.步骤s200,去除碳纤维复合材料外壳粗坯表面焊接区域的树脂,以使碳纤维复合材料外壳粗坯中碳纤维复合材料层上的焊接面得以显露;
52.步骤s300,将金属嵌件焊接于焊接面。
53.需要说明的是,碳纤维复合材料外壳粗坯,是一种由碳纤维和树脂复合而成的壳体结构,同时具有高强和轻质的特点,能够较好地满足电子设备,特别是头戴设备(例如vr设备、ar设备),对于外壳的高强度和轻量化的要求。其中,碳纤维既可以以单向布的形式存在,也可以以编织布的形式存在;另一方面,碳纤维还有多种强度等级可选,例如:t300等级、t700等级等;还有,碳纤维的铺层方式既可以是单层结构,也可以是多层结构。至于树脂,既可以选择热塑性树脂,例如pc、pa、pp、peek,也可以选择热固性树脂,例如环氧树脂;另一方面,树脂还有多种阻燃等级可选,例如:[v2]阻燃等级、[v0]阻燃等级。
[0054]
在一实施例中,为了外观的呈现效果更为优异,碳纤维采用编织布的形式,且编织纹理采用2
×
2斜纹编织;同时,在碳纤维复合材料外壳粗坯中,碳纤维的体积含量为45%。
[0055]
在一实施例中,碳纤维的铺层方式是四层结构,每层厚度0.1mm,总厚度0.4mm。这样,不仅能够保障碳纤维复合材料外壳粗坯的高强度和轻量化,还能够使碳纤维复合材料外壳粗坯维持在一个较低的壁厚范围,从而对内提供更大的空间,对外提供更小的体积。当然,碳纤维的铺层方式也根据实际使用时所需要的强度、轻量化指标以及壁厚做细节调整,
但总厚度应控制在0.5mm以内。
[0056]
金属嵌件,固定在碳纤维复合材料外壳粗坯的内表面和/或外表面,以形成辅助结构,例如卡扣等定位限位结构;其可用薄壁轻质高强的金属板材(例如钛合金板、镁合金板、铝合金板等)成型得到,成型方式可以是冲压成型等。一般地,金属板材的厚度控制在0.2mm~0.4mm,可较好地满足薄壁、轻质、高强三方面的要求。当然,金属嵌件也可以有其他形式,例如咬花螺母、柱状结构等。
[0057]
可以理解地,在碳纤维复合材料外壳粗坯制作完成后,会在其上划定焊接区域,用于焊接金属嵌件。但由于此时焊接区域覆盖有树脂,是无法直接进行焊接操作的;因此,需要将覆盖在焊接区域上的树脂去除,具体可采用激光加工、化学蚀刻等工艺实现,以使被树脂覆盖的碳纤维复合材料层上的焊接面得以显露,随即便可完成将金属嵌件焊接在焊接面上的操作,完成金属嵌件与碳纤维的连接。
[0058]
因此,本实施例提出的碳纤维复合材料外壳的制备方法,是一种通过焊接方式在碳纤维复合材料中引入金属嵌件的新型成型工艺,金属嵌件的引入,较好地解决了现有的碳纤维复合材料无法直接在其表面成型固定结构等表面特征的缺陷。并且,相较于通过热压方式在碳纤维复合材料中引入金属嵌件的成型工艺,本发明提出的碳纤维复合材料外壳的制备方法,由于将金属嵌件与碳纤维直接进行了焊接,金属嵌件的稳固性大大提升,从而使得制备得到的碳纤维复合材料外壳更加的可靠。
[0059]
此外,还可以理解地,在完成金属嵌件的焊接后,还可以对得到的碳纤维复合材料外壳进行后处理,例如cnc加工、激光加工等,以实现表面处理、细节加工等。
[0060]
此外,还需要说明的是,在实施例中,金属嵌件可采用多种方式焊接于焊接面,例如激光焊接方式、超声焊接方式、热压焊接方式等。
[0061]
优选地,金属嵌件采用激光焊接方式焊接于焊接面。激光焊接方式具有焊点小、焊接精准、焊接稳定等优势,可以大大降低焊接步骤对碳纤维形态的影响,从而降低产品的性能和外观受到不良影响的几率。
[0062]
具体地,当金属嵌件采用激光焊接方式焊接于焊接面时,激光焊接的焊点可以采用阵列分布或圆周分布:在焊接区域为矩形时,焊点采用阵列分布,例如布置为2排,每排4个~8个焊点;在焊接区域为圆形时,焊点采用圆周分布,例如沿焊接区域的外缘依次设置4个~10个焊点。并且,为了进一步降低焊接步骤对碳纤维形态的影响,激光焊接的焊点的直径控制在0.3mm以内,例如激光焊接的焊点的直径为0.3mm、0.25mm、0.2mm、0.15mm、0.1mm等。
[0063]
下面对第一实施例中位于碳纤维复合材料外壳粗坯中碳纤维复合材料层上的焊接面的形成方式进行详细说明:
[0064]
如图2所示,是本发明碳纤维复合材料外壳的制备方法第二实施例。本实施例与第一实施例的区别在于,第一实施例中的步骤s100,即“制备碳纤维复合材料外壳粗坯”的步骤包括:
[0065]
步骤s110,提供碳纤维丝束;
[0066]
步骤s120,对碳纤维丝束进行电镀处理,以在碳纤维丝束的表面镀上焊接材料,得到待成型碳纤维丝束;
[0067]
步骤s130,对待成型碳纤维丝束进行成型,得到碳纤维复合材料外壳粗坯。
[0068]
本实施例中,在将碳纤维丝束配置成为碳纤维预浸料之前,会对碳纤维丝束进行电镀处理,以在碳纤维丝束的表面镀上焊接材料,焊接材料具体可以是一些熔点较低的金属材料,既可以是单一金属材料,例如锡、铅、锌等,也可以是多种金属材料的混合料,例如锡基、铅基、锌基、铝基、银基、铜基、镍基等钎料。接着,镀有焊接材料的碳纤维丝束,即待成型碳纤维丝束,同样需要被制作成单向布或编织布,再被制作成预浸料,并经过成型处理(例如热压成型处理),以得到碳纤维复合材料外壳粗坯。
[0069]
此时,再将焊接区域的树脂去除,便会漏出下方的镀有焊接材料的碳纤维丝束,其具体的形式可以是单向布或编织布;也就是说,本实施例的焊接面由若干镀有焊接材料的碳纤维丝束排列或编织形成。此时,由于焊接面上焊接材料的存在,便可以在高温条件下,完成与金属嵌件的焊接,实现金属嵌件与碳纤维的连接。
[0070]
可以理解地,在本实施例的设计下,电镀上的焊接材料与碳纤维的结合良好,且在碳纤维层中的分布均匀。这样,在后期制作碳纤维复合材料外壳粗坯的过程中以及去除表面树脂的过程中,焊接材料不易脱落,金属嵌件焊接完成后的稳定性优异,从而使得成品的可靠性得以增加。
[0071]
如图3所示,是本发明碳纤维复合材料外壳的制备方法第三实施例。本实施例与第一实施例的区别在于,第一实施例中的步骤s100,即“制备碳纤维复合材料外壳粗坯”的步骤包括:
[0072]
步骤s110’,提供碳纤维丝束和焊接材料丝束;
[0073]
步骤s120’,将碳纤维丝束和焊接材料丝束结合在一起,得到碳纤维复合材料层;
[0074]
步骤s130’,对碳纤维复合材料层进行成型,得到碳纤维复合材料外壳粗坯。
[0075]
本实施例中,在将碳纤维丝束配置成为碳纤维预浸料之前,在将碳纤维丝束配置成为单向布或编织布之前,会在碳纤维丝束中加入焊接材料丝束,即将碳纤维丝束和焊接材料丝束编织在一起,以得到碳纤维复合材料层;其中,焊接材料丝束具体可以是一些熔点较低的金属材料丝束,例如锡丝、铅丝、锌丝等。接着,编织有焊接材料丝束的碳纤维复合材料层,同样需要被制作成预浸料,并经过成型处理(例如热压成型处理),以得到碳纤维复合材料外壳粗坯。当然,碳纤维丝束和焊接材料丝束结合方式,除了编织的方式外,还可以采用其他合理的方式,例如碳纤维丝束和焊接材料丝束交替排布且共同预浸树脂而制成单向预浸料的方式。
[0076]
此时,再将焊接区域的树脂去除,便会漏出下方的编织有焊接材料丝束的碳纤维复合材料层;也就是说,本实施例的焊接面由编织有焊接材料丝束的碳纤维复合材料层形成。此时,由于焊接面上焊接材料的存在,便可以在高温条件下,完成与金属嵌件的焊接,实现金属嵌件与碳纤维的连接。
[0077]
可以理解地,在本实施例的设计下,焊接材料以丝束的形式与碳纤维丝束一同被编织成为编织布,不仅可以使焊接材料与碳纤维结合良好,而且也可以使焊接材料在碳纤维层中获得一个较为均匀的分布。这样,在后期制作碳纤维复合材料外壳粗坯的过程中以及去除表面树脂的过程中,焊接材料不易脱落,金属嵌件焊接完成后的稳定性优异,从而使得成品的可靠性得以增加。
[0078]
如图4所示,是本发明碳纤维复合材料外壳的制备方法第四实施例。本实施例与第一实施例的区别在于,第一实施例中的步骤s100,即“制备碳纤维复合材料外壳粗坯”的步
骤包括:
[0079]
步骤s110”,提供碳纤维层和焊接材料层;
[0080]
步骤s120”,将碳纤维层和焊接材料层做叠层处理,得到碳纤维复合材料层;
[0081]
步骤s130”,对碳纤维复合材料层进行成型,得到碳纤维复合材料外壳粗坯。
[0082]
本实施例具体分为以下两种情形:
[0083]
(1)焊接材料层作为表层;
[0084]
这样,在“将碳纤维层和焊接材料层做叠层处理,得到碳纤维复合材料层”的步骤中:当碳纤维层数量为一层时,将该碳纤维层的预浸料作为底层,再在其上层叠焊接材料层的预浸料,以得到碳纤维复合材料层;当碳纤维层数量为若干(大于等于2)层时,将若干碳纤维层的预浸料依次层叠在一起作为底层,再在其上层叠焊接材料层的预浸料,以得到碳纤维复合材料层。接着,便可对碳纤维复合材料层进行成型处理,以使碳纤维复合材料层中的树脂冷却定型或者固化定型,从而得到碳纤维复合材料外壳粗坯。
[0085]
此时,再将焊接区域的树脂去除,便会漏出下方的焊接材料层;也就是说,本实施例的焊接面由焊接材料层形成。此时,由于焊接面上焊接材料的存在,便可以在高温条件下,完成与金属嵌件的焊接,实现金属嵌件与碳纤维的连接。
[0086]
(2)焊接材料层作为里层;
[0087]
这样,焊接材料层的上方至少层叠有一层碳纤维层;此时,需要将焊接材料层及其上方的所有碳纤维层进行层间直接接触而作为一个整体使用——用来制作预浸料而直接成为碳纤维复合材料层,以进行成型而制得碳纤维复合材料外壳粗坯;或者,用来制作预浸料并叠层在下方的碳纤维层的预浸料上而成为碳纤维复合材料层,以进行成型而制得碳纤维复合材料外壳粗坯。
[0088]
此时,再将焊接区域的树脂去除,便会漏出下方的碳纤维层;也就是说,本实施例的焊接面由碳纤维层形成。此时,虽然焊接面上没有直接存在焊接材料,但是在高温条件下,与碳纤维层直接接触的焊接材料层会在熔融之后渗透至焊接面而与金属嵌件的焊接,实现金属嵌件与碳纤维的连接。可以理解地,将焊接材料层及其上方的所有碳纤维层进行层间直接接触而作为一个整体使用,就是为了不让树脂进入层间而阻碍熔融的焊接材料向焊接面渗透。
[0089]
此外,需要说明的是,本实施例中的焊接材料层既可以为焊接材料片材,例如锡箔片、铅箔片、锌箔片等;也可以为焊接材料单向料,例如由锡丝排布得到的单向料、由铅丝排布得到的单向料、由锌丝排布得到的单向料等;还可以是焊接材料编织料,例如由锡丝编织得到的编织料、由铅丝编织得到的编织料、由锌丝编织得到的编织料等。
[0090]
可以理解地,在本实施例的设计下,焊接区域以及焊接区域以外的其他区域的材料厚壁得以增加,结构的加强得以实现。
[0091]
可以理解地,上述第二实施例至第四实施例都是介绍的如何在“制备碳纤维复合材料外壳粗坯”的步骤中,一并获得焊接金属嵌件所需要的焊接面。
[0092]
下面将介绍另一种获得焊接金属嵌件所需要的焊接面的方式——焊接面在“去除碳纤维复合材料外壳粗坯表面焊接区域的树脂,以使碳纤维复合材料外壳粗坯中碳纤维复合材料层上的焊接面得以显露”的步骤中获得,具体如下:
[0093]
如图5所示,是本发明碳纤维复合材料外壳的制备方法第五实施例。本实施例与第
一实施例的区别在于,第一实施例中的步骤s200,即“去除碳纤维复合材料外壳粗坯表面焊接区域的树脂,以使碳纤维复合材料外壳粗坯中碳纤维复合材料层上的焊接面得以显露”的步骤包括:
[0094]
步骤s210,去除碳纤维复合材料外壳粗坯表面焊接区域的树脂,以使下方的碳纤维层得以显露;
[0095]
步骤s220,在显露的碳纤维层上附着焊接材料,以形成焊接面。
[0096]
此时,“制备碳纤维复合材料外壳粗坯”的步骤,可按照普通碳纤维-预浸料-热压成型的技术路线进行;这样,去除碳纤维复合材料外壳粗坯表面焊接区域的树脂后,下方的碳纤维层便会显露;进一步地,再在显露的碳纤维层上附着焊接材料,便可形成焊接面。如此,由于焊接面上焊接材料的存在,便可以在高温条件下,完成与金属嵌件的焊接,实现金属嵌件与碳纤维的连接。
[0097]
此外,需要说明的是,本实施例中,焊接材料可以通过多种方式附着在碳纤维层上,例如电镀的方式、沉积的方式等。若采用沉积的方式,又有化学沉积和物理沉积可供选择。
[0098]
可以理解地,在本实施例的设计下,焊接面是在去除表面树脂的步骤之后才形成的,可以有效降低制作碳纤维复合材料外壳粗坯的过程以及去除表面树脂的过程对焊接材料造成破坏的可能,使焊接材料在焊接面获得一个更为优异的表面状态和存量状态,从而与金属嵌件实现更为紧密的焊接,使金属嵌件的稳定性得以提升,使产品的可靠性得以提升。
[0099]
针对背景技术提到的技术问题,本发明还提出一种碳纤维复合材料外壳,该碳纤维复合材料外壳由如前所述的碳纤维复合材料外壳的制备方法制备得到,该碳纤维复合材料外壳的制备方法的具体实施方式参照前述实施例。由于本碳纤维复合材料外壳采用了前述所有实施例的全部技术方案,因此至少具有前述所有实施例的全部技术方案所带来的所有有益效果,在此不再一一赘述。
[0100]
针对背景技术提到的技术问题,本发明还提出一种电子设备,该电子设备包括如前所述的碳纤维复合材料外壳,该碳纤维复合材料外壳的具体结构参照前述实施例。由于本电子设备采用了前述所有实施例的全部技术方案,因此至少具有前述所有实施例的全部技术方案所带来的所有有益效果,在此不再一一赘述。
[0101]
具体地,电子设备可以是头戴设备,具体可以是vr设备、ar设备等;其中,ar设备可以是ar眼镜,ar眼镜的外壳包括镜片框和镜腿;也就是说,既可以是镜片框包括如前所述的碳纤维复合材料外壳;也可以是镜腿包括如前所述的碳纤维复合材料外壳;还可以是二者都包括如前所述的碳纤维复合材料外壳。
[0102]
以上所述仅为本发明的优选实施例,并非因此限制本发明的专利范围,凡是在本发明的发明构思下,利用本发明说明书内容所作的等效结构变换,或直接/间接运用在其他相关的技术领域均包括在本发明的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1