一种共挤出复合管材机头及复合管的制作方法
1.本实用新型属于挤出管材机头技术领域,具体涉及一种共挤出复合管材机头及复合管。
背景技术:
2.共挤三层复合管挤出机模头包括外、中、内三层有设置的隔层配件组成的料流道,在通过各流道汇聚到口模,挤出形成为复合管材,传统的复合管材模头,每层是靠机头内的设置的隔层圆柱面相互粘结而挤出成型,但对于不同物料挤出的复合管材,由于层与层有可能出现各层原料间塑化原料分子中结构不紧密,相容性不好,不容易粘结,在使用中很容易出现分层、起包、起皮等问题,严重影响管材的性能和外观;再者,采用在挤出过程中通过胶粘剂将内外层粘结一起,这种方式生产的管材不仅增加了胶粘剂的成本,而且胶粘剂的熔点比较低,还伴随着高分子材料的老化过程,导致生产成本很高,挤出稳定性差,还有的共挤出复合管,通过凸起物设置燕尾结构,使得凸起燕尾与相匹配的凹槽,将外管与内管紧密连接,但是,燕尾两端的燕尾槽加工困难,并且容易产生死角,在挤出过程中,很有可能使物料滞后流动不畅,造成物料分解、变色、严重时会产生糊料现象,而导致制成的管子粘结不紧密强度低,此时需要停机拆开模头清洁糊料,如此,也导致生产效率低下。
技术实现要素:
3.鉴于现有技术存在的问题,本实用新型的目的在于提供一种共挤出复合管材机头及复合管,有效提高了不同材料共挤出复合管的结合力,提高了层与层之间的粘接性能,防止了复合管的分层现象,从而提高了管材的强度。
4.本实用新型提出了一种共挤出复合管材机头,包括机头连接体、机头体、自扣口模及压环套,机头体的一端设有机头连接体,其另一端设有自扣口模,其中机头连接体、机头体、自扣口模及压环套的内部设有腔体,所述腔体的一侧设有内层分流套,且腔体内设有用于消除分流筋产生熔接痕的微孔多孔板,所述机头连接体与微孔多孔板之间设有喇叭状进料口,所述喇叭状进料口的内部设有分流锥,所述分流锥穿过微孔多孔板的中心处与内层分流套螺纹连接,所述分流锥的内部设有中心芯棒,所述分流锥与中心芯棒螺纹连接,所述自扣口模的端部设有自扣芯棒,所述自扣芯棒穿过自扣口模与中心芯棒螺纹连接,所述微孔多孔板的表面设有若干圈网孔流道,每圈网孔流道之间错位分布;所述自扣口模的端部设有通孔,其中通孔的内壁沿其周向方向均匀设有一组内凸起一,其中内凸起一为圆弧状结构,圆弧状的内凸起一与自扣口模的连接处为圆弧过渡段一,使得外层管的物料和中层管的物料能够顺畅流动与自扣口模内的内凸起一紧密熔合连接;所述自扣芯棒外壁沿其周向方向设有一组外凸起一,外凸起一为圆形结构,其中外凸起一与自扣芯棒的连接处为圆弧过渡段二,使内层管的物料和中层管的物料能够顺畅流动与自扣芯棒的外凸起一紧密熔合连接。
5.进一步地,所述内凸起一和外凸起一的个数均为6-15个。
6.进一步地,所述微孔多孔板的中心处设有中心孔,且微孔多孔板的底部设有中心进料口,所述中心进料口处连接有内层进料连接套,所述内层进料连接套固定于机头体上。
7.进一步地,所述内层分流套与中心芯棒之间形成了内层料流道,所述内层进料连接套与中心进料口及内层料流道15连通。
8.进一步地,所述腔体的另一侧设有中层分流套和外层连接套,所述中层分流套外壁和外层连接套的内壁及自扣口模的内壁形成了外层料流道;所述中层分流套与内层分流套之间形成了中层料流道。
9.进一步地,所述机头体与中层分流套的配合处设有向外的凸台,所述中层分流套上设有与凸台相匹配的退台,所述中层分流套与机头体通过退台卡接于凸台上相连接。
10.进一步地,所述中心芯棒的进料前端直径大后端直径小再变大过渡到与自扣口模的直径相同。
11.进一步地,所述喇叭状进料口与网孔流道相贯通;所述自扣口模的端部设有压环套,所述自扣口模通过螺钉穿过压环套固定于机头体上。
12.本实用新型还提出了一种利用所述的复合管材机头共挤出的复合管,包括内层管、中层管及外层管,所述内层管外设有中层管,中层管外设有外层管,所述内层管的外壁延其周向方向设有一组外凸起二,其中外凸起二连接于内层管和中层管之间,所述中层管的外壁沿其周向方向设有一组内凸起二,所述内凸起二连接于中层管和外层管之间。
13.进一步地,所述外凸起二为圆形结构,其中内凸起二为圆弧状结构。
14.与现有技术相比较,本实用新型的有益效果:
15.1)本实用新型是通过微孔多孔板的底部设有一个中心进料口,物料直接进入内层料流道,使物料逐渐通过中心芯棒环绕流动,没有分流筋熔合线,是挤出的内层管材的质量进一步得到提高,同时,通过微孔多孔板的熔料流动方向与挤出机螺杆的轴线方向一致,熔体进入中层料流道,被缓冲、逐渐压实通过环形流道,使物料进一步得到了均匀塑化;
16.2)分流锥和中空芯棒螺纹连接,容易加工,同时,中心芯棒进料前端直径大,后端直径小,从前端向后端延伸时直径逐渐缩小到后端直径小的一端开始逐渐变大过渡到与自扣芯棒的直径相等,该设计的中心芯棒无分流筋,不产生分流筋熔合线,使物料流动更顺畅,同时,一端逐渐变大给物料逐渐增加了密实度,提高了产品强度;
17.3)自扣口模通孔的内壁沿其周向方向均匀设有一组内凸起一,其中内凸起一为圆弧状结构,圆弧状的内凸起一与自扣口模的连接处为圆弧过渡段一,使得外层管的物料和中层管的物料能够顺畅流动与自扣口模内的内凸起一紧密熔合连接,没有死角,防止了物料的分解和糊料现象,提高了外层管与中层管的复合管材质量,防止了复合管分层现象;
18.4)自扣芯棒外壁沿其周向方向设有一组外凸起一,外凸起一为圆形结构,其中凸起与自扣芯棒的连接处为圆弧过渡段二,使内层管的物料和中层管的物料能够顺畅流动与自扣芯棒的外凸起一紧密熔合连接,没有死角,防止了物料的分解和糊料现象,提高了内层管与中层管的复合管材质量,防止了复合管分层现象。
附图说明
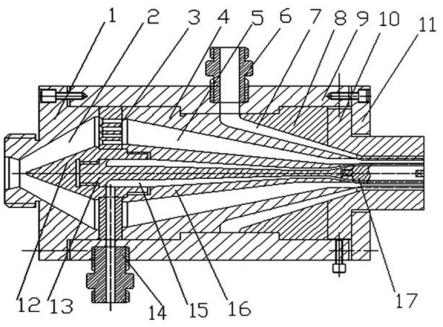
19.图1为本实用新型整体结构剖面图;
20.图2为本实用新型复合管的结构示意图;
21.图3为本实用新型中微孔多孔板的结构示意图;
22.图4为图3中c-c处的剖面图;
23.图5为本实用新型中自扣口模的结构示意图;
24.图6为图5中b-b处的剖面图;
25.图7为本实用新型中心芯棒的剖视图;
26.图8为本实用新型中自扣芯棒的结构示意图;
27.图9为图8中a-a处的剖面图。
28.图中:1、机头连接体;2、喇叭状进料口;3、微孔多孔板;301、中心孔;302、网孔流道;303、中心进料口;4、中层分流套;5、中层料流道;6、外层进料分流套;7、外层料流道;8、外层连接套;9、机头体;10、自扣口模;101、内凸起一;11、压环套;12、分流锥;13、中心芯棒;14、内层进料连接套;15、内层料流道;16、内层分流套;17、自扣芯棒;171、外凸起一;20、外层管;21、中层管;211、内凸起二;22、内层管;221、外凸起二。
具体实施方式
29.下面结合附图对本实用新型作进一步地说明,但本实用新型所保护的范围不限于所述范围。
30.如图1-9所示,一种共挤出复合管机头,包括机头连接体1、机头体9、自扣口模10及压环套11,机头体9的一端设有机头连接体1,其另一端设有自扣口模10,自扣口模10的端部设有压环套11,其中机头连接体1与机头体9通过螺栓固定,自扣口模10通过螺钉穿过压环套11固定于机头体9上。
31.机头连接体1、机头体9、自扣口模10及压环套11的内部设有腔体,腔体内设有微孔多孔板3,且腔体的一侧设有内层分流套16,微孔多孔板3的中心处设有中心孔301,微孔多孔板3的表面设有若干圈网孔流道302,每圈网孔流道302之间错位分布,如同筛网状,本实施例中网孔流道302为5-8mm的圆形流道通孔 。
32.其中机头连接体1与微孔多孔板3之间设有喇叭状进料口2,喇叭状进料口2的内部设有分流锥12,分流锥12穿过微孔多孔板3的中心处与内层分流套16螺纹连接,分流锥12的内部设有中心芯棒13,中心芯棒13的进料前端直径大后端直径小再变大过渡到与自扣口模10的直径相同,提高了产品强度,中心芯棒13上无分流筋,不产生分流熔筋合线,使得物料流动更顺畅。
33.进一步地,分流锥12与中心芯棒13螺纹连接,方便安装。
34.自扣口模10的端部设有自扣芯棒17,自扣芯棒17穿过自扣口模10与中心芯棒13螺纹连接,其中内层分流套16与中心芯棒13之间形成了内层料流道15。
35.自扣口模10的端部设有通孔,其中通孔内壁沿其周向方向均匀设有一组内凸起一101,其中内凸起一101为圆弧状结构,圆弧状的内凸起一101与自扣口模10的连接处为圆弧过渡段一,使得外层管的物料和中层管的物料能够顺畅流动与自扣口模10内的内凸起一101紧密熔合连接,没有死角,防止了物料的分解和糊料现象,提高了外层管20与中层管21的复合管材质量,防止了复合管分层现象。
36.自扣芯棒17外壁沿其周向方向设有一组外凸起一171,外凸起一171为圆形结构,其中外凸起一171与自扣芯棒17的连接处为圆弧过渡段二,使内层管的物料和中层管的物
料能够顺畅流动与自扣芯棒17的外凸起一171紧密熔合连接,没有死角,防止了物料的分解和糊料现象,提高了内层管22与中层管21的复合管材质量,防止了复合管分层现象。
37.本实施例中内凸起一101的个数和外凸起一171的个数均为6-15个。
38.微孔多孔板3的底部设有内层进料连接套14,内层进料连接套14固定于机头体9上,进一步地,微孔多孔板3与内层进料连接套14的配合处设有中心进料口303,内层进料连接套14与中心进料口303及内层料流道15连通,内层物料由内层进料连接套14进入,经过中心进料口303直接进入内层料流道15内,使得物料逐渐通过中心芯棒13环绕流动,没有分流筋容合线,使得挤出的内层管材的质量进一步得到提高。
39.腔体的另一侧设有中层分流套4和外层连接套8,中层分流套4外壁和外层连接套8的内壁及自扣口模10的内壁形成了外层料流道7;中层分流套4与内层分流套16之间形成了中层料流道5,进一步地,机头体9与中层分流套4的配合处设有向外的凸台,中层分流套4上设有与凸台相匹配的退台,中层分流套4与机头体9通过退台卡接于凸台上相连接。
40.中层物料通过喇叭状进料口2进入,从网孔流道302流入中层料流道5内,通过微孔多孔板3的熔料流动方向与挤出螺杆的轴线方向一致,熔体进入中层料流道5被缓冲、逐渐压实通过环形流道使得物料进一步得到均匀塑化。
41.具体地,物料从机头分别进入三个进料口,外层管物料从外层进料连接体进料经外层料流道7后在自扣口模10成型外层管;中层管,物料从喇叭状进料口2进入微孔多孔板3,然后进入中层料流道5,最后挤出成型中层管;内层管物料从内层进料连接套14进入,然后经过微孔多孔板3的中心进料口303后进入内层料流道15,挤出成型内层管,最后三层管的物料汇合到自扣口模10和自扣芯棒17挤出成型为三层自扣复合管。
42.本实用新型还提出了一种共挤出复合管,包括内层管22、中层管21及外层管20,内层管22外设有中层管21,中层管21外设有外层管20,内层管22的外壁延其周向方向设有一组外凸起二221,其中外凸起二221连接于内层管22和中层管21之间,中层管21的外壁沿其周向方向设有一组内凸起二211,内凸起二211连接于中层管21和外层管20之间。
43.本实施例外凸起二221为圆形结构,内凸起二211为圆弧状结构,且外凸起二221和内凸起二211的个数均为8个。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1