一种多层复合共挤抗压封口膜的生产工艺的制作方法
1.本发明涉及封口膜生产技术领域,尤其涉及一种多层复合共挤抗压封口膜的生产工艺。
2.
背景技术:
3.封口膜是现有技术中瓶装产品采用较为普遍的封口技术,如(饮料、香水、试剂等)。
4.然而现有技术中的封口膜的抗压效果较差,在封口膜封口后出现被挤压的情况下,极容易导致封口膜破裂,从而导致瓶装液体流出。
5.因此,有必要提供一种新的多层复合共挤抗压封口膜的生产工艺解决上述技术问题。
6.
技术实现要素:
7.本发明解决的技术问题是提供一种工艺较为简单、制备出的封口膜具备较高的抗压、防水和隔热效果的多层复合共挤抗压封口膜的生产工艺。
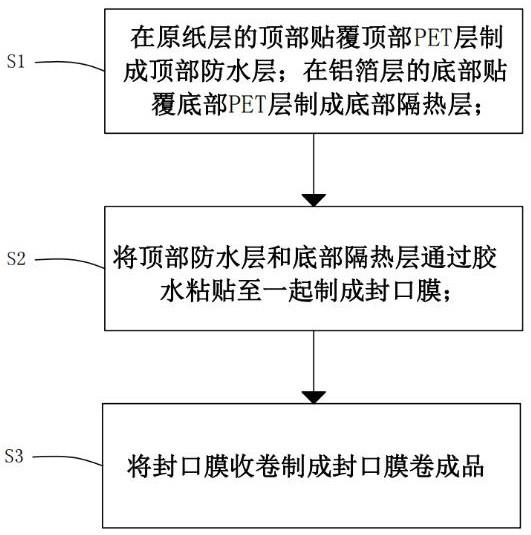
8.为解决上述技术问题,本发明提供的多层复合共挤抗压封口膜的生产工艺包括以下步骤:s1:在原纸层的顶部贴覆顶部pet层制成顶部防水层;在铝箔层的底部贴覆底部pet层制成底部隔热层;s2:将顶部防水层和底部隔热层通过胶水粘贴至一起制成封口膜;s3:将封口膜收卷制成封口膜卷成品。
9.优选的,所述封口膜包括顶部pet层、原纸层、胶水层、铝箔层和底部pet层,所述顶部pet层、所述原纸层、所述胶水层、所述铝箔层和所述底部pet层的厚度比例依次为1:10:2:4:1。
10.优选的,所述将顶部防水层和底部隔热层通过胶水粘贴至一起制成封口膜,将封口膜收卷制成封口膜卷成品采用粘贴收卷装置进行操作。
11.优选的,所述粘贴收卷装置包括放卷机构、限缝机构、出胶机构、挤压机构、烘干机构、承载桌和收卷机构,所述出胶机构和所述挤压机构均位于所述承载桌的上方,所述限缝机构位于所述放卷机构和所述出胶机构之间,所述挤压机构位于所述出胶机构远离所述限缝机构的一侧,所述烘干机构位于所述挤压机构远离出胶机构的一侧。
12.优选的,所述出胶机构包括出胶管,所述出胶管的顶部和底部均开设有出胶孔,所述出胶管的外侧套设有保护棉。
13.优选的,所述挤压机构包括与所述承载桌固定连接的安装框,所述安装框的顶部滑动安装有滑杆,所述滑杆的底端延伸至所述安装框的内部并固定安装有第一支撑板,所
述滑杆的外侧套设有弹簧,所述弹簧的两端分别与所述安装框的内壁和所述第一支撑板的顶部固定连接,所述第一支撑板的底部固定安装有两个第二支撑板,两个所述第二支撑板之间转动安装有挤压辊。
14.优选的,所述烘干机构包括烘箱,所述烘箱内设有加热管,所述烘箱的顶部固定安装有多个热风机,所述热风机的出风口连接有保温管的一端,所述保温管的另一端固定安装在所述烘箱的底部。
15.优选的,所述烘箱的顶部内壁上开设有第一连接孔,所述热风机正对所述第一连接孔,所述烘箱的底部开设有第二连接孔,所述第二连接孔与所述保温管相连通。
16.优选的,所述承载桌的顶部开设有多个透气孔,多个所述透气孔呈矩形分布。
17.与相关技术相比较,本发明提供的多层复合共挤抗压封口膜的生产工艺具有如下有益效果:本发明提供一种多层复合共挤抗压封口膜的生产工艺,工艺较为简单,制备出的封口膜,采用原纸层和铝箔层作为内芯后再外侧设置pet层,能够有效的提高封口膜的抗压性能,同时能够保证封口膜的防水和隔热性能;在对顶部防水层膜和底部隔热层膜之间进行粘贴时,通过放卷机构和收卷机构能够在顶部防水层膜和底部隔热层膜制成封口膜过程中,能够使封口膜自行移动,从而方便出胶机构和烘干机构的工作;通过出胶机构中的保护棉,能够提高淀粉胶水的涂抹的均匀性,同时配合挤压机构,能够保证淀粉胶水在顶部防水层膜和底部隔热层膜之间的均匀性,从而能够保证封口膜成型后的质量;通过由烘箱、加热管、热风机和保温管组成的烘干机构,能够快速的将淀粉胶水进行干燥,从而能够提高封口膜的制备效率,同时也方便封口膜的成卷工作。
18.附图说明
19.图1为本发明提供的多层复合共挤抗压封口膜的生产工艺的流程图;图2为本发明提供的多层复合共挤抗压封口膜结构示意图;图3为本发明提供的多层复合共挤抗压封口膜的生产工艺中的粘贴收卷装置的结构示意图;图4为图3所示的剖视结构示意图;图5为图4所示的出胶机构的结构示意图;图6为图4所示的挤压机构的结构示意图;图7为图4所示的烘干机构5的结构示意图。
20.图中标号:1、放卷机构,2、限缝机构,3、出胶机构,31、出胶管,32、出胶孔,33、保护棉,4、挤压机构,41、安装框,42、滑杆,43、第一支撑板,44、弹簧,45、第二支撑板,46、挤压辊,5、烘干机构,51、烘箱,52、加热管,53、热风机,54、保温管,6、承载桌,61、透气孔,7、收卷机构。
21.具体实施方式
22.下面结合附图和实施方式对本发明作进一步说明。
23.请结合参阅图1-图7,其中,图1为本发明提供的多层复合共挤抗压封口膜的生产工艺的流程图;图2为本发明提供的多层复合共挤抗压封口膜结构示意图;图3为本发明提供的多层复合共挤抗压封口膜的生产工艺中的粘贴收卷装置的结构示意图;图4为图3所示的剖视结构示意图;图5为图4所示的出胶机构的结构示意图;图6为图4所示的挤压机构的结构示意图;图7为图4所示的烘干机构5的结构示意图。多层复合共挤抗压封口膜的生产工艺包括以下步骤:s1:在原纸层的顶部贴覆顶部pet层制成顶部防水层;在铝箔层的底部贴覆底部pet层制成底部隔热层;s2:将顶部防水层和底部隔热层通过胶水(淀粉胶水)粘贴至一起制成封口膜;s3:将封口膜收卷制成封口膜卷成品。
24.所述封口膜包括顶部pet层、原纸层、胶水层、铝箔层和底部pet层,所述顶部pet层、所述原纸层、所述胶水层、所述铝箔层和所述底部pet层的厚度比例依次为1:10:2:4:1。
25.所述将顶部防水层和底部隔热层通过胶水粘贴至一起制成封口膜,将封口膜收卷制成封口膜卷成品采用粘贴收卷装置进行操作。
26.所述粘贴收卷装置包括放卷机构1、限缝机构2、出胶机构3、挤压机构4、烘干机构5、承载桌6和收卷机构7,所述放卷机构部1包括第三支撑板,所述第三支撑板的同一个转动安装有两个放卷辊,两个所述放卷辊的外侧分别套设顶部防水层膜卷和底部隔热层膜卷,所述限缝机构包括第四支撑板,所述第四支撑板的一侧转动安装有多个第一滚轮和第二滚轮,多个所述第一滚轮呈线性分布,所述第一滚轮位于顶部防水层膜和底部隔热层膜之间,所述第二滚轮的顶部与顶部防水层膜或底部隔热层膜相接触,所述出胶机构3和所述挤压机构4均位于所述承载桌6的上方,所述出胶机构3包括出胶管31,所述出胶管31的顶部和底部均开设有出胶孔32,所述出胶管31的外侧套设有保护棉33,所述出胶管31的一端连接有进胶管,所述进胶管与胶水泵相连接,所述胶水为淀粉胶水,所述限缝机构2位于所述放卷机构1和所述出胶机构3之间,所述挤压机构4位于所述出胶机构3远离所述限缝机构2的一侧,所述挤压机构4包括与所述承载桌6固定连接的安装框41,所述安装框41的顶部滑动安装有滑杆42,所述滑杆42的底端延伸至所述安装框41的内部并固定安装有第一支撑板43,所述滑杆42的外侧套设有弹簧44,所述弹簧44的两端分别与所述安装框41的内壁和所述第一支撑板43的顶部固定连接,所述第一支撑板43的底部固定安装有两个第二支撑板45,两个所述第二支撑板45之间转动安装有挤压辊46,所述烘干机构5位于所述挤压机构远离出胶机构3的一侧。
27.所述烘干机构5包括烘箱51,所述烘箱51内设有加热管52,所述烘箱51的顶部固定安装有多个热风机53,所述热风机53的出风口连接有保温管54的一端,所述保温管54的另一端固定安装在所述烘箱51的底部。
28.所述烘箱51的顶部内壁上开设有第一连接孔,所述热风机53正对所述第一连接孔,所述烘箱51的底部开设有第二连接孔,所述第二连接孔与所述保温管54相连通。
29.所述承载桌6的顶部开设有多个透气孔61,多个所述透气孔61呈矩形分布。
30.本实施例中,当需要将顶部防水层膜粘贴在底部隔热层膜卷在一起时,首先将顶部防水层膜卷和底部隔热层膜卷,此时顶部防水层膜卷中原纸层位于外层,底部隔热层膜卷中铝箔层位于外层,然后顶部防水层膜卷和底部隔热层膜卷进入限缝机构中的第一滚轮
和第二滚轮,并通过出胶机构3对原纸层和铝箔层涂抹淀粉胶水,此过程,出胶管31内的胶水被加压通过出胶孔32进入保护棉33,保护棉33能够使淀粉胶水均匀的涂抹在原纸层和铝箔层上,然后顶部防水层膜卷和底部隔热层膜卷进入挤压机构4,此时顶部防水层膜和底部隔热层膜相互远离的一侧分别与挤压辊46和承载桌6相接触,通过挤压机构4中的弹簧44施加弹力,使挤压辊46对顶部防水层膜或底部隔热层膜进行加压,从而时涂抹胶水后的顶部防水层膜和底部隔热层膜相接触后并一起进入烘干机构5内,烘干机构5中加热管52发热,热风机53通过风机产生的负压将烘箱51底部的热量往上部吸,并将烘箱51上部温度相对较低的空气传至烘箱51的底部,此过程能够使烘箱1内的温度更均衡,从而能够提高烘箱51内的温度均匀性,从而能够保证淀粉胶固化的效果,保证顶部防水层膜和底部隔热层膜粘贴的更好,从而能够更快的制备出封口膜并最终通过收卷机构7制成封口膜卷。
31.与相关技术相比较,本发明提供的多层复合共挤抗压封口膜的生产工艺具有如下有益效果:本发明提供一种多层复合共挤抗压封口膜的生产工艺,工艺较为简单,制备出的封口膜,采用原纸层和铝箔层作为内芯后再外侧设置pet层,能够有效的提高封口膜的抗压性能,同时能够保证封口膜的防水和隔热性能;在对顶部防水层膜和底部隔热层膜之间进行粘贴时,通过放卷机构1和收卷机构7能够在顶部防水层膜和底部隔热层膜制成封口膜过程中,能够使封口膜自行移动,从而方便出胶机构3和烘干机构5的工作;通过出胶机构3中的保护棉33,能够提高淀粉胶水的涂抹的均匀性,同时配合挤压机构4,能够保证淀粉胶水在顶部防水层膜和底部隔热层膜之间的均匀性,从而能够保证封口膜成型后的质量;通过由烘箱51、加热管52、热风机53和保温管54组成的烘干机构5,能够快速的将淀粉胶水进行干燥,从而能够提高封口膜的制备效率,同时也方便封口膜的成卷工作。
32.以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本发明的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1