双面胶异步跳切对贴工艺的制作方法
1.本发明涉及胶粘带加工技术领域,尤其涉及一种双面胶异步跳切对贴工艺。
背景技术:
2.模切加工过程中,一般需要将双面胶转贴至主料带上,以便于后续加工处理;而对于主料带来说,由于其原材有效使用区太小,导致整卷双面胶材料利用率低;为了节省材料,将需要节约的材料通过异步的方法转贴至主料带上,转贴步距可通过实际需求来进行个性化调整,以便于节省中间的废料区域。
3.在进行废料卷收的工艺步骤时,若双面胶废料整体为窄细(宽度在5mm以下)的长条形,很容易出现收卷过程中废料带扭曲、翻折的情况,造成收卷后容易爆盘,进而影响排废工艺的进行导致无法正常生产。
技术实现要素:
4.本技术实施例通过提供一种双面胶异步跳切对贴工艺,解决了现有技术中双面胶异步跳切对贴工艺进行时,容易因废料窄细导致收卷过程中容易出现废料扭曲、翻折的情况以及收卷后容易爆盘的技术问题,实现了双面胶异步跳切对贴工艺收料稳定性好的技术效果。
5.本技术实施例提供了一种双面胶异步跳切对贴工艺,步骤如下:s1.送料:将放料卷上的膜产品经送料辊组输送至转贴刀位置;s2.裁切:使用裁切刀将膜产品异步转贴至托底膜上;使用收料卷对膜产品底料进行收卷;s3.跳切:托底膜与膜产品的组合物输送至跳切装置进行跳切;s4.排废:利用定位在支撑框架上的废料卷收组件对带有双面胶的膜产品废料进行回收;废料卷收组件包括卷收筒、外套弹力管、管体卡紧环、输气组件、高度差测量组件和控制单元;卷收筒内部中空且侧壁上设有通孔;外套弹力管套设在卷收筒上;外套弹力管通过管体卡紧环固定在卷收筒上使外套弹力管与卷收筒的外侧壁共同组成一管形囊体;所述输气组件使用时向上述管形囊体中定量输气;高度差测量组件为距离传感器或长度传感器,用于测量废料带卷成的卷体与靠近卷体4至10厘米处的管形囊体侧壁之间的高度差;s5.对贴:排废后输送至对贴贴合装置进行对贴压实。
6.进一步的,所述支撑框架为框架结构,固定在地面上;所述废料卷收组件还包括转动驱动组件;所述卷收筒为内部中空的圆柱体,在转动驱动组件的驱动下绕自身轴线转动连接在支撑框架上;所述卷收筒的侧壁上密闭有输气孔,输气孔为通孔,连通卷收筒内外;所述外套弹力管为橡胶材质弹力管,收缩状态下外套弹力管内径与卷收筒外径相等;固定后的外套弹力管与卷收筒的外侧壁共同组成限位囊体,限位囊体内部空间为
管形;所述管体卡紧环为环形,起挤压固定作用,数量为两个,固定时间接抵触在卷收筒靠近端部的侧壁上;所述输气组件受控于控制单元,为泵或压缩气罐与阀体的组合。
7.进一步的,所述高度差测量组件包括支撑体、伸缩竖杆、基杆、滑块、弹力体、匚形平衡杆和距离测量组件;所述支撑体固定在支撑框架上,为伸缩杆结构;所述伸缩竖杆固定在支撑体上,为内置压簧的伸缩杆;所述基杆为杆体,固定在伸缩竖杆远离支撑体的端部,轴向与伸缩竖杆的轴向相同;所述滑块沿基杆轴向滑动定位在基杆上;所述弹力体定位在滑块与基杆之间,限制滑块的滑动;所述匚形平衡杆为匚形的杆体,两端之间的距离为8至20厘米,开口朝向卷收筒;所述匚形平衡杆铰接在滑块上,铰接点位于匚形平衡杆的中轴线上;所述距离测量组件定位在基杆和/或滑块上,;所述距离测量组件与控制单元电连接;所述控制单元控制输气组件的按需运行。
8.优选的,所述外套弹力管的内壁上密布有与输气孔对应的内壁凸点,内壁凸点为橡胶凸块。
9.优选的,所述输气组件包括储气罐和定量输出阀;所述储气罐内部存储有压缩空气,其通过管路与卷收筒内部空间连通,管路上定位有定量输出阀,定量输出阀为电磁阀,受控于控制单元。
10.优选的,还包括缓冲滚筒,缓冲滚筒为转动连接在支撑框架上的横截面为多边形的柱体,缓冲滚筒的轴向与卷收筒轴向相同;缓冲滚筒位于卷收筒与跳切装置之间;收卷废料带时,废料带始终粘贴在缓冲滚筒的其中一个面上。
11.优选的,还包括筒体移位组件、胶体失效组件、带体断开组件和绷紧压料柱组件;所述筒体移位组件定位在支撑框架和卷收筒之间,用于驱动卷收筒沿自身轴向移动;所述胶体失效组件包括喷水组件和喷水口;所述喷水口为喷水组件的出水口,朝向悬空的废料带;所述带体断开组件包括支撑臂、浮动支撑杆和钩子体;所述支撑臂固定在支撑体上,用于支撑定位浮动支撑杆,所述浮动支撑杆为内置压簧的伸缩杆,常态下自动伸长,受压时缩短;所述钩子体为钩子形,固定在浮动支撑杆的端部,且始终抵触在外套弹力管上,钩子体的内圈上开有刃;所述缓冲滚筒能够在控制单元控制下绕自身轴线进行转动;所述支撑体为电动伸缩杆结构,能够沿缓冲滚筒轴向和径向移动基杆;所述绷紧压料柱组件为柱形,轴向与卷收筒轴向相同,定位在支撑框架上且放置在废料带上,通过自重令废料带绷紧。
12.优选的,所述绷紧压料柱组件包括转动柱和支撑杠杆;所述转动柱为圆柱形,绕自身轴线转动连接在支撑杠杆的一端;支撑杠杆为杠杆
结构,其支点位于支撑框架上;转动柱抵触在废料带上,通过自重令废料带绷紧。
13.优选的,所述卷收筒和缓冲滚筒之间还定位有挡水护板,挡水护板位于缓冲滚筒的下方。
14.优选的,还包括撬动组件、环体移位组件和推动移除组件;所述撬动组件定位在支撑杠杆上,使用时撬动组件驱动支撑杠杆转动进而促使转动柱脱离废料带;所述管体卡紧环为两个半圆形环体的组合,环体移位组件为伸缩杆结构,环体移位组件缩短时,两个半圆形环体相互脱离,外套弹力管的一端失去固定;所述外套弹力管的长度为卷收筒长度的1.3倍及以上;所述推动移除组件用于推动废料带卷成的卷移位,包括环形板和环形板推动组件;所述环形板为环形,横截面为矩形,套设在外套弹力管上,在环形板推动组件的推动下移动。
15.本技术实施例中提供的一个或多个技术方案,至少具有如下技术效果或优点:通过对现有技术中的双面胶异步跳切对贴工艺进行优化,依次进行送料、裁切、跳切、排废和对贴的步骤;有效解决了现有技术中双面胶异步跳切对贴工艺进行时,容易因废料窄细导致收卷过程中容易出现废料扭曲、翻折的情况以及收卷后容易爆盘的技术问题,进而实现了双面胶异步跳切对贴工艺收料稳定性好的技术效果。
附图说明
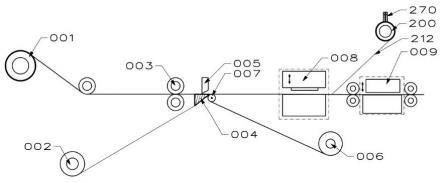
16.图1为本发明的工艺简图;图2为本发明的废料卷收组件的结构示意图;图3为本发明的卷收筒的外观结构示意图;图4为本发明的基杆的结构示意图;图5为本发明的高度差测量组件的结构示意图;图6为本发明的高度差测量组件与限位囊体的位置关系示意图;图7为本发明的输气组件的结构简图;图8为本发明的外套弹力管的结构简图;图9为本发明的卷收筒与缓冲滚筒的位置关系示意图;图10为本发明的胶体失效组件的结构示意图;图11为本发明的胶体失效组件与绷紧压料柱组件的位置关系示意图;图12为本发明的绷紧压料柱组件的结构示意图;图13为本发明的推动移除组件的结构示意图;图14为本发明的推动移除组件与成卷的废料带的位置关系示意图。
17.图中:放料卷001、收料卷002、送料辊组003、转贴刀004、裁切刀005、走料放料卷006、转贴辊007、跳切装置008、对贴贴合装置009;支撑框架100;
废料卷收组件200、卷收筒210、输气孔211、废料带212、转动驱动组件220、筒体移位组件230、外套弹力管240、内壁凸点241、限位囊体242、管体卡紧环250、环体移位组件251、输气组件260、储气罐261、定量输出阀262、高度差测量组件270、支撑体271、伸缩竖杆272、基杆273、滑动槽274、滑块275、弹力体276、匚形平衡杆277、距离测量组件278;缓冲滚筒300;胶体失效组件400、喷水组件410、喷水口411、挡水护板412;带体断开组件500、支撑臂510、浮动支撑杆520、钩子体530;绷紧压料柱组件600、转动柱610、支撑杠杆620、撬动组件630;推动移除组件700、环形板710、环形板推动组件720、支撑框721、推动杆722。
具体实施方式
18.为了便于理解本发明,下面将参照相关附图对本技术进行更全面的描述;附图中给出了本发明的较佳实施方式,但是,本发明可以以许多不同的形式来实现,并不限于本文所描述的实施方式;相反地,提供这些实施方式的目的是使对本发明的公开内容理解的更加透彻全面。
19.需要说明的是,本文所使用的术语“垂直”、“水平”、“上”、“下”、“左”、“右”以及类似的表述只是为了说明的目的,并不表示是唯一的实施方式。
20.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同;本文中在本发明的说明书中所使用的术语只是为了描述具体的实施方式的目的,不是旨在于限制本发明;本文所使用的术语“和/或”包括一个或多个相关的所列项目的任意的和所有的组合。
21.请参阅图1,为本发明的工艺简图;本技术通过对现有技术中的双面胶异步跳切对贴工艺进行优化,依次进行送料、裁切、跳切、排废和对贴的步骤;排废时,使用包括卷收筒210、外套弹力管240、管体卡紧环250、输气组件260、高度差测量组件270和控制单元的废料卷收组件200对废料进行卷收;实现了双面胶异步跳切对贴工艺收料稳定性好的技术效果。
22.实施例一如图1至图5所示,本技术双面胶异步跳切对贴工艺步骤如下:1.送料:将放料卷001上的膜产品经送料辊组003输送至转贴刀004位置,准备裁切;2.裁切:依据需求确定转贴间隙(优选为5至15厘米),使用裁切刀005将膜产品裁切并通过送料辊组003、转贴辊007和走料放料卷006的配合将膜产品异步转贴至托底膜上(膜产品和托底膜采用不同的步距进行输送,托底膜连续输送,膜产品间歇输送);使用收料卷002对膜产品底料进行收卷;3.跳切:托底膜与膜产品的组合物(为了叙述的方便,在此将“托底膜与膜产品的组合物”定义为“合并膜”)输送至跳切装置008进行跳切;跳切装置008内设跳切刀,跳切刀上下移动受控于跳切机自身的自动控制系统;4.排废:利用定位在支撑框架100上的废料卷收组件200对带有双面胶的膜产品废料(废料带212)进行回收(将窄细的废料条从膜产品上撕除,并通过废料卷收组件200卷收成卷);废料卷收组件200包括卷收筒210、外套弹力管240、管体卡紧环250、输气组件260、高
度差测量组件270和控制单元;卷收筒210转动连接在支撑框架100上,内部中空且侧壁上设有通孔;外套弹力管240套设在卷收筒210上且外套弹力管240通过管体卡紧环250固定在卷收筒210上,管体卡紧环250使外套弹力管240与卷收筒210的外侧壁共同组成一管形囊体;所述输气组件260用于向上述管形囊体中定量输气进而促使上述管形囊体涨大进而限制窄细废料的卷绕空间;高度差测量组件270用于测量废料带212卷成的卷体与靠近该卷体4至10厘米处的管形囊体侧壁之间的高度差;控制单元依据该高度差控制输气组件260的运行(控制单位时间内输气组件260的泵气量);5.对贴:排废后的合并膜输送至对贴贴合装置009进行对贴压实,对贴贴合装置009优选为压合模具或滚筒,通过挤压或辊压将两层膜压实。
23.进一步的,如图2所示,所述支撑框架100为框架结构,固定在地面上且定位在废料卷收组件200两侧,起承载作用;所述废料卷收组件200还包括转动驱动组件220;所述卷收筒210为内部中空的圆柱体,在转动驱动组件220的驱动下绕自身轴线转动连接在支撑框架100上;所述转动驱动组件220优选为电机;所述卷收筒210的侧壁上密闭有输气孔211,输气孔211为通孔,连通卷收筒210内外,作为通道使用,孔径优选为0.5至1.5厘米;所述外套弹力管240为橡胶材质弹力管,收缩状态下外套弹力管240内径与卷收筒210外径相等;所述外套弹力管240通过管体卡紧环250固定在卷收筒210上,固定后的外套弹力管240与卷收筒210的外侧壁共同组成限位囊体242,限位囊体242内部空间为管形;所述管体卡紧环250为环形,起挤压固定作用,结构为喉箍、卡箍等,数量为两个,固定时间接抵触在卷收筒210靠近端部的侧壁上;所述输气组件260起到控制限位囊体242内气体量的作用,受控于控制单元,为泵或压缩气罐与阀体的组合;所述高度差测量组件270包括支撑体271、伸缩竖杆272、基杆273、滑块275、弹力体276、匚形平衡杆277和距离测量组件278;所述支撑体271固定在支撑框架100上,起到支撑定位伸缩竖杆272的作用,为伸缩杆结构,整体优选为l形;所述伸缩竖杆272固定在支撑体271上,为内置压簧的伸缩杆;所述伸缩竖杆272轴向与卷收筒210的轴向垂直;所述基杆273为杆体,固定在伸缩竖杆272远离支撑体271的端部,轴向与伸缩竖杆272的轴向相同;所述基杆273上开设有长度方向与基杆273长度方向相同的滑动槽274,滑动槽274用于为滑块275导向;所述滑块275滑动定位在所述滑动槽274上;所述弹力体276定位在滑块275与基杆273之间,用于限制滑块275的滑动,优选为压簧或拉簧;所述匚形平衡杆277为匚形杆体,两端之间的距离优选为8至20厘米,开口朝向卷收筒210;所述伸缩竖杆272内的压簧的弹力大于弹力体276的弹力;所述匚形平衡杆277铰接在滑块275上,铰接点位于匚形平衡杆277的中轴线上;所述距离测量组件278定位在基杆273和/或滑块275上,距离测量组件278为距离传感器或长度传感器,用于测量基杆273与滑块275之间的距离差;所述距离测量组件278与控制单元电连接;所述控制单元用于控制输气组件260的按需运行,优选为可编程逻辑控制器。
24.优选的,如图8所示,所述外套弹力管240的内壁上密布有与输气孔211对应的内壁凸点241,内壁凸点241为橡胶凸块,起到限制外套弹力管240扭曲的作用。
25.优选的,如图7所示,所述输气组件260包括储气罐261和定量输出阀262;所述储气罐261内部存储有压缩空气,其通过管路与卷收筒210内部空间连通,管路上定位有定量输出阀262,定量输出阀262为电磁阀,受控于控制单元。
26.如图9所示,为了避免废料带212在悬空时扭曲,优选的,还包括缓冲滚筒300,缓冲滚筒300为转动连接在支撑框架100上的横截面为多边形的柱体,缓冲滚筒300的轴向与卷收筒210轴向相同;缓冲滚筒300位于卷收筒210与跳切装置008之间;收卷废料带212时,废料带212始终粘贴在缓冲滚筒300的其中一个面上。
27.废料卷收组件200实际使用时:操作人员首先将废料带212的端部粘贴在外套弹力管240上,并令废料带212长度方向与卷收筒210轴向垂直;调整基杆273所在位置,令基杆273抵触在外套弹力管240上的废料带212上;随后伴随着废料带212卷绕成的卷越来越大,如图6所示,控制单元控制输气组件260将限位囊体242逐步吹鼓;限位囊体242涨大后起到避免废料带212的卷体倾倒的作用。
28.上述本技术实施例中的技术方案,至少具有如下的技术效果或优点:解决了现有技术中双面胶异步跳切对贴工艺进行时,容易因废料窄细导致收卷过程中容易出现废料扭曲、翻折的情况以及收卷后容易爆盘的技术问题,实现了双面胶异步跳切对贴工艺收料稳定性好的技术效果。
29.实施例二为了进一步的优化工艺,降低废料崩盘可能性,本技术实施例在上述实施例的基础上增设了筒体移位组件230、胶体失效组件400、带体断开组件500和绷紧压料柱组件600;在废料卷收至特定高度(优选为20厘米)后,通过重新确定卷绕位置的方式降低崩盘风险;具体为:所述筒体移位组件230定位在支撑框架100和卷收筒210之间,用于驱动卷收筒210沿自身轴向移动,优选为电动伸缩杆,受控于控制单元;如图10所示,所述胶体失效组件400起到通过朝向悬空的废料带212上喷水的方式促使废料带212上的胶部分失效的作用,包括喷水组件410和喷水口411;所述喷水组件410定位在支撑框架100上,受控于控制单元,优选为泵;所述喷水口411为喷水组件410的出水口,朝向卷收筒210和缓冲滚筒300之间的悬空的废料带212;所述带体断开组件500用于割断松垮的缠绕在卷收筒210上的废料带212进而避免松垮的缠绕在卷收筒210上的废料带212对限位囊体242膨胀的限制,包括支撑臂510、浮动支撑杆520和钩子体530;所述支撑臂510固定在支撑体271上,用于支撑定位浮动支撑杆520,所述浮动支撑杆520为内置压簧的伸缩杆,常态下自动伸长,受压时缩短;所述浮动支撑杆520的轴向与卷收筒210的轴向垂直;所述钩子体530为钩子形,固定在浮动支撑杆520的端部,且始终抵触在外套弹力管240上,钩子体530的内圈上开有刃,实际使用时,废料带212被钩子体530勾住后被切断;所述缓冲滚筒300能够在控制单元控制下绕自身轴线进行转动;所述支撑体271为电动伸缩杆结构,能够沿缓冲滚筒300轴向和径向移动基杆273;所述绷紧压料柱组件600起到通过挤压的方式令卷收筒210和缓冲滚筒300之间的废料带212始终处于绷紧状态的作用;所述绷紧压料柱组件600为柱形,轴向与卷收筒210轴向相同,定位在支撑框架100上且放置在废料带212上,通过自重令废料带212绷紧。
30.在废料带212卷收至特定高度(优选为5至10厘米)时,喷水组件410首先运行,朝向悬空的废料带212喷水使部分废料带212丧失粘性;控制缓冲滚筒300匀速转动,而后筒体移位组件230运行促使卷收筒210沿自身轴向移动特定距离(优选为5厘米);与此同时,限位囊体242逐步收缩直至完全排气;令废料带212在新位置卷绕成卷;松垮的缠绕在卷收筒210上的废料带212被钩子体530割断;最后停止喷水组件410的运行和缓冲滚筒300的转动;先径向,后轴向再径向移动基杆273,使基杆273抵触成卷的废料带212,重新控制限位囊体242涨大。
31.进一步的,如图11和图12所示,所述绷紧压料柱组件600包括转动柱610和支撑杠杆620;所述转动柱610为圆柱形,绕自身轴线转动连接在支撑杠杆620的一端;支撑杠杆620为杠杆结构,其支点位于支撑框架100上;实际使用时,转动柱610抵触在废料带212上,通过自重令废料带212绷紧。
32.优选的,所述卷收筒210和缓冲滚筒300之间还定位有挡水护板412,挡水护板412起到避免喷水组件410迸溅至合并膜上的作用,空间位置上位于缓冲滚筒300的下方。
33.实施例三为了进一步的提高卷收筒210卷收废料的量的能力,本技术实施例在上述实施例的基础上增设了撬动组件630、环体移位组件251和推动移除组件700;具体为:所述撬动组件630定位在支撑杠杆620上,用于驱动支撑杠杆620转动进而促使转动柱610脱离废料带212,优选为电机结构或伸缩杆结构;所述环体移位组件251用于拆除管体卡紧环250,管体卡紧环250为两个半圆形环体的组合,环体移位组件251优选为伸缩杆结构;环体移位组件251缩短时,两个半圆形环体相互脱离,外套弹力管240的一端失去固定;所述外套弹力管240的长度为卷收筒210长度的1.3倍及以上;所述推动移除组件700起到推动废料带212卷成的卷移位的作用,包括环形板710和环形板推动组件720;所述环形板710为环形,横截面为矩形,套设在外套弹力管240上,在环形板推动组件720的推动下进行移动。
34.进一步的,所述环形板推动组件720包括支撑框721和推动杆722,支撑框721为弧形板体,固定在环形板710上,起连接作用;所述推动杆722为伸缩杆结构,受控于控制单元,一端固定在支撑框721上,另一端固定在支撑框架100上,伸长时推动环形板710沿卷收筒210轴向移动。
35.如图13和图14所示,实际使用时,在废料带212卷收至特定高度(优选为5至10厘米)时,喷水组件410首先运行,朝向悬空的废料带212喷水使部分废料带212丧失粘性;控制缓冲滚筒300按需转动并抬起转动柱610;运行环体移位组件251使外套弹力管240的一端失去固定并排气;运行环形板推动组件720将成卷的废料带212推移特定距离(优选为20厘米以上)并复位;再次运行环体移位组件251固定外套弹力管240;控制转动柱610下落,废料带212在新位置卷绕成卷;松垮的缠绕在卷收筒210上的废料带212被钩子体530割断;最后停止喷水组件410的运行和缓冲滚筒300的转动;先径向,后轴向再径向移动基杆273,使基杆273抵触新成卷的废料带212,重新控制限位囊体242涨大。
36.以上所述仅为本发明的优选实施方式,并不用于限制本发明,对于本领域技术人员来说,本发明可以有各种更改和变化。凡在本发明精神和原则内,所作的任何修改、等同
替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1