一种杯型口罩本体生产设备的制作方法
1.本发明涉及口罩机技术领域,尤其是指一种杯型口罩本体生产设备。
背景技术:
2.口罩是一种卫生用品,一般指戴在口鼻部位用于过滤进入口鼻的空气,以达到阻挡有害的气体、气味、飞沫、病毒等物质的作用,以纱布或纸等材料做成;口罩对进入肺部的空气有一定的过滤作用,在呼吸道传染病流行时,在粉尘等污染的环境中作业时,戴口罩具有非常好的作用。杯型口罩是口罩中的一种,广受人们喜爱。杯型口罩本体是杯型口罩的重要组成部分,现有技术中对杯型口罩本体的生产一般是通过将多层布料叠层后进行杯型罩体的成型,再将成型后的杯型罩体的多层布料焊接在一起,最后再通过对焊接后的杯型罩体进行裁切成型,以生产出杯型口罩本体,该杯型口罩本体不具备面罩,防护级别不足,无法在特殊场合应用。因此,亟需提供一种能够生产出具有面罩的杯型口罩本体的解决方案。
技术实现要素:
3.为了解决上述技术问题,本发明的目的在于提供一种杯型口罩本体生产设备。
4.为了实现上述目的,本发明采用如下技术方案:
5.一种杯型口罩本体生产设备,其包括面罩转移覆盖装置、用于成型出面罩的面罩成型线及与面罩成型线并排设置的杯型口罩本体成型线,面罩成型线的末端设置有面罩侧边缘翻折装置,杯型口罩本体成型线包括机架、装设于机架的送布装置、沿着送布装置的送布方向依次设置于机架的杯型罩体成型机、面罩覆盖工位及组合成型机,面罩转移覆盖装置设置于面罩侧边缘翻折装置和面罩覆盖工位上,杯型罩体成型机用于在送布装置所输送的布料上成型出杯型罩体,面罩侧边缘翻折装置用于对面罩成型线所成型出的面罩的底部侧边缘进行向上翻折,面罩转移覆盖装置用于拾取翻边后的面罩并将面罩打开后覆盖在杯型罩体上,组合成型机用于将面罩与杯型罩体连接在一起并成型出杯型口罩本体。
6.进一步地,面罩侧边缘翻折装置包括装设于面罩成型线的末端的翻折成型座、设置于翻折成型座的扶料辅助翻折组件、位于扶料辅助翻折组件的两侧的两个拉边件、设置于翻折成型座并用于驱动两个拉边件彼此靠近或远离的拉边驱动机构、位于扶料辅助翻折组件的两侧的两个翻折成型件及用于驱动两个翻折成型件升降的翻折升降驱动机构,两个拉边件分别与两个翻折成型件一一对应设置,扶料辅助翻折组件设置有扶料间隙,拉边件设置有拉边凸块,翻折成型件设置有避让槽,避让槽用于为拉边凸块提供避让空间。
7.进一步地,翻折成型座滑动连接有翻折移动板,翻折成型座装设有翻折移动驱动机构,翻折移动驱动机构的移动端与翻折移动板连接,扶料辅助翻折组件和拉边驱动机构均装设于翻折移动板。
8.进一步地,面罩转移覆盖装置包括架设于机架或/和面罩成型线的上料移动驱动机构、装设于上料移动驱动机构的移动端的上料升降驱动机构、与上料升降驱动机构的升降端连接的升降板、设置于升降板的下方的面罩预压仿形凹模、分别装设于升降板并位于
面罩预压仿形凹模的两侧的两个牵拉机构及分别装设于两个牵拉机构的牵拉端的两个夹边机构,两个牵拉机构相对设置,机架装设有上顶机构,上顶机构的上顶端连接有面罩预压仿形凸模,面罩预压仿形凹模与面罩预压仿形凸模相对设置并凹凸适配。
9.进一步地,杯型口罩本体生产设备还包括装设于升降板的上焊接机构及装设于上顶机构的上顶端的下焊接机构,下焊接机构位于面罩覆盖工位处,上焊接机构具有两个上焊接头,下焊接机构具有两个下焊接头,两个上焊接头分别位于面罩预压仿形凹模的两侧,两个下焊接头分别位于面罩预压仿形凸模的两侧,两个上焊接头分别与两个下焊接头对应设置,两个下焊接头升降设置于送布装置的中部。
10.进一步地,送布装置包括装设于机架的往复移动驱动机构、装设于机架的承托板、分别与往复移动驱动机构的移动端连接的两个移动座及分别装设于两个移动座的两个夹布机构,两个移动座位于承托板的两侧,两个夹布机构间距地相对设置。
11.进一步地,面罩成型线包括机台、装设于机台的送布机构、沿着送布机构的送布方向依次设置于机台的布料边缘焊接机构、布料对折机构、滚压输送机构、外形辊切成型机构和导料牵引机构以及分别架设于导料牵引机构的上方的剪切机构和夹持机构,面罩侧边缘翻折装置位于导料牵引机构的出料端,剪切机构和夹持机构分别位于面罩侧边缘翻折装置的两端,剪切机构和夹持机构沿着导料牵引机构的牵引方向分布。
12.进一步地,面罩成型线还包括设置于外形辊切成型机构远离滚压输送机构的一侧的打标记机构及设置于打标记机构与导料牵引机构之间的标记检测机构,标记检测机构与导料牵引机构电连接。
13.进一步地,杯型罩体成型机包括依次设置于机架的布料供应机构、第一压布机构、张力储布机构、第二压布机构和杯型罩体成型机构,送布装置贯穿杯型罩体成型机构,第二压布机构位于张力储布机构与杯型罩体成型机构之间,面罩覆盖工位位于杯型罩体成型机构远离第二压布机构的一侧。
14.进一步地,组合成型机包括沿着送布装置的送布方向依次设置于机架的热熔合机构、成型裁切机构和下料机构,以及设置于机架的废料回收机构,热熔合机构用于将面罩与杯型罩体热熔合在一起,下料机构用于将成型裁切机构所裁切出来的杯型口罩本体进行下料,废料回收机构用于回收废料。
15.本发明的有益效果:在实际应用中,面罩成型线成型出面罩,并位于面罩侧边缘翻折装置处,面罩侧边缘翻折装置将面罩的底部侧边缘向上翻折,与此同时,送布装置所输送的布料穿经杯型罩体成型机后依次进入面罩覆盖工位和组合成型机,杯型罩体成型机在布料的特定位置上加工成型出杯型罩体,当布料上的杯型罩体移动至面罩覆盖工位处时,面罩转移覆盖装置拾取侧边缘被向上翻折后(翻边后)的面罩,并将该面罩打开后覆盖在杯型罩体上,接着,覆盖有面罩的杯型罩体移动至组合成型机处,组合成型机将面罩和杯型罩体连接在一起并裁剪出杯型口罩本体。本发明通过对成型后的面罩的底部边缘进行翻折,使得面罩转移覆盖装置能够将面罩打开后覆盖在杯型罩体上,最终生产成型出具有面罩的杯型口罩本体,形成了完整的全自动化生产线,提高了生产具有面罩的杯型口罩本体的效率,降低了人工的成本和劳动强度。
附图说明
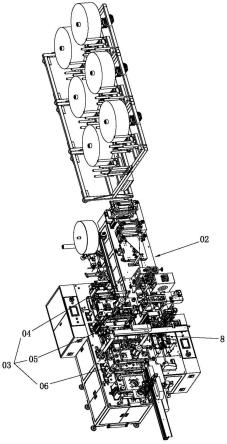
16.图1为本发明的立体结构示意图。
17.图2为本发明的面罩成型线和面罩侧边缘翻折装置的立体结构示意图。
18.图3为本发明的面罩侧边缘翻折装置和面罩的立体结构示意图。
19.图4为本发明的翻折成型件和翻折升降驱动机构的立体结构示意图。
20.图5为本发明的张力储料机构的立体结构示意图。
21.图6为本发明的打标记机构的立体结构示意图。
22.图7为本发明的布料边缘焊接机构的立体结构示意图。
23.图8为本发明的辊切料回收机构的立体结构示意图。
24.图9为本发明的夹紧机构的立体结构示意图。
25.图10为本发明的剪切机构和标记检测机构的立体结构示意图。
26.图11为本发明的导料牵引机构的立体结构示意图。
27.图12为本发明的杯型口罩本体成型线和面罩转移覆盖装置的立体结构示意图。
28.图13为本发明的面罩转移覆盖装置和上焊接机构的立体结构示意图。
29.图14为本发明的张力储布装置的立体结构示意图。
30.图15为本发明的送布装置、杯型罩体成型架、杯型罩体成型凹模和上成型驱动气缸的立体结构示意图。
31.图16为本发明的下焊接机构、下成型驱动气缸和杯型罩体成型凸模的立体结构示意图。
32.图17为本发明的上顶机构和面罩预压仿形凸模的立体结构示意图。
33.图18为本实施例的面罩的两底侧边被拉开状态到面罩的两底侧边被翻折状态的结构示意图。
34.附图标记说明:
35.01、面罩;02、面罩成型线;03、杯型口罩本体成型线;04、杯型罩体成型机;05、面罩覆盖工位;06、组合成型机;1、机台;11、夹持机构;12、送布机构;13、张力摆动架;14、辊切料回收机构;15、导料轮;16、送料辊;17、送料转动驱动器;2、打标记机构;21、标记检测机构;22、打标记座;23、打标记模;24、打标记气缸;25、打标记杆;26、废料收集器;27、过料槽;28、打标记孔;3、布料边缘焊接机构;31、焊接架;32、转辊;33、焊接辊模;34、焊接转动驱动机构;35、超声波焊接机;4、布料对折机构;41、滚压输送机构;42、外形辊切成型机构;5、夹紧机构;51、夹紧气缸;52、夹紧块;6、张力储料机构;61、储料架;62、导料辊;63、滑动座;64、第一张力辊;65、导轮;66、连接绳;67、配重块;7、导料牵引机构;71、导料组件;72、牵引驱动机构;73、夹料机构;8、面罩侧边缘翻折装置;81、翻折成型座;811、翻折移动板;812、翻折移动驱动机构;813、连接板;82、扶料辅助翻折组件;821、扶料翻折压板;822、安装座;823、锁固调节槽;83、拉边件;84、拉边驱动机构;85、翻折成型件;86、翻折升降驱动机构;87、扶料间隙;88、拉边凸块;89、避让槽;9、剪切机构;91、剪切架;92、剪切升降气缸;93、剪切驱动气缸;94、剪刀组件;10、机架;101、下料机构;20、布料供应机构;30、张力储布装置;301、第一压布机构;3011、压布架;3012、固定压板;3013、活动压板;3014、压布气缸;302、第二压布机构;303、张力储布机构;3031、张力储布架;3032、升降座;3033、第二张力辊;3034、储布气缸;3035、导布辊;40、送布装置;401、往复移动驱动机构;402、承托板;403、移动座;404、夹
布机构;405、夹布气缸;406、夹布板;50、杯型罩体成型机构;501、杯型罩体成型架;502、上成型驱动气缸;503、杯型罩体成型凹模;504、下成型驱动气缸;505、杯型罩体成型凸模;60、面罩转移覆盖装置;601、上料移动驱动机构;602、上料升降驱动机构;603、升降板;604、面罩预压仿形凹模;605、牵拉机构;606、夹边机构;6061、夹边气缸;6062、夹边臂;6063、过槽;607、上顶机构;608、面罩预压仿形凸模;70、热熔合机构;701、上焊接机构;702、下焊接机构;703、上焊接头;704、下焊接头;80、成型裁切机构;90、废料回收机构;901、废料回收驱动机构;902、回收辊;903、圆弧导料件。
具体实施方式
36.为了便于本领域技术人员的理解,下面结合实施例与附图对本发明作进一步的说明,实施方式提及的内容并非对本发明的限定。
37.如图1至图18所示,本发明提供的一种杯型口罩本体生产设备,其包括面罩转移覆盖装置60、用于成型出面罩01的面罩成型线02及与面罩成型线02并排设置的杯型口罩本体成型线03,面罩成型线02的末端设置有面罩侧边缘翻折装置8,杯型口罩本体成型线03包括机架10、装设于机架10的送布装置40、沿着送布装置40的送布方向依次设置于机架10的杯型罩体成型机04、面罩覆盖工位05及组合成型机06,面罩转移覆盖装置60活动设置于面罩侧边缘翻折装置8和面罩覆盖工位05上,杯型罩体成型机04用于在送布装置40所输送的布料上成型出杯型罩体,面罩侧边缘翻折装置8用于对面罩成型线02所成型出的面罩01的底部侧边缘进行向上翻折,面罩转移覆盖装置60用于拾取翻边后的面罩01并将面罩01打开后覆盖在杯型罩体上,组合成型机06用于将面罩01与杯型罩体连接在一起并成型出杯型口罩本体。
38.在实际应用中,面罩成型线02成型出面罩01,并位于面罩侧边缘翻折装置8处,面罩侧边缘翻折装置8将面罩01的底部侧边缘向上翻折,与此同时,送布装置40所输送的布料穿经杯型罩体成型机04后依次进入面罩覆盖工位05和组合成型机06,杯型罩体成型机04在布料的特定位置上加工成型出杯型罩体,当布料上的杯型罩体移动至面罩覆盖工位05处时,面罩转移覆盖装置60拾取侧边缘被向上翻折后(翻边后)的面罩01,并将该面罩01打开后覆盖在杯型罩体上,接着,覆盖有面罩01的杯型罩体移动至组合成型机06处,组合成型机06将面罩01和杯型罩体连接在一起并裁剪出杯型口罩本体。本发明通过对成型后的面罩01的底部边缘进行翻折,使得面罩转移覆盖装置60能够将面罩01打开后覆盖在杯型罩体上,最终生产成型出具有面罩01的杯型口罩本体,形成了完整的全自动化生产线,提高了生产具有面罩01的杯型口罩本体的效率,降低了人工的成本和劳动强度。
39.本实施例中,面罩侧边缘翻折装置8包括装设于面罩成型线02的末端的翻折成型座81、设置于翻折成型座81的扶料辅助翻折组件82、位于扶料辅助翻折组件82的两侧的两个拉边件83、设置于翻折成型座81并用于驱动两个拉边件83彼此靠近或远离的拉边驱动机构84、位于扶料辅助翻折组件82的两侧的两个翻折成型件85及用于驱动两个翻折成型件85升降的翻折升降驱动机构86,两个拉边件83分别与两个翻折成型件85一一对应设置,扶料辅助翻折组件82设置有扶料间隙87,拉边件83设置有拉边凸块88,翻折成型件85设置有避让槽89,避让槽89用于为拉边凸块88提供避让空间。
40.在实际应用中,面罩成型线02将面罩01成型后,面罩01处于对折的平面状态,且面
罩01处于面罩侧边缘翻折装置8处,扶料辅助翻折组件82对面罩01的两个侧面的中部进行扶持,两个拉边件83的拉边凸块88均位于面罩01内,接着拉边驱动机构84驱动两个拉边件83彼此远离移动,使得两个拉边件83的拉边凸块88将面罩01的底部边缘向外拉,以实现面罩01的底部开口张开,且面罩01的底部两边缘分别与两个翻折成型件85对应,然后翻折升降驱动机构86驱动两个翻折成型件85向上移动,使得两个翻折成型件85抵触面罩01的底部两边缘向上移动,在扶料辅助翻折组件82的辅助作用下,两个翻折成型件85将面罩01的底部两边缘沿着扶料辅助翻折组件82的压边向上翻折,以实现面罩01的边缘向上翻折。由于避让槽89为拉边凸块88提供避让空间,所以工作时拉边件83与翻折成型件85不会发生碰撞或干涉,且结构紧凑。该面罩侧边缘翻折装置8的结构设计合理且紧凑,自动化地实现了面罩01的底部边缘翻折,翻折效率高、质量好,降低了人工的成本和劳动强度,且翻折后的面罩01的翻折边能够供面罩转移覆盖装置60拾取并将面罩01打开后覆盖在杯型罩体上,自动化地完成面罩01的底边翻折、面罩01的转移以及面罩01覆盖在杯型罩体上的加工步骤。由于面罩01的两底边向上翻折后,面罩转移覆盖装置60即可拾取面罩01的两翻折边,并通过向外牵拉两翻折边即可将面罩01打开,所以有利于对面罩01进行转移和打开。
41.本实施例中,翻折成型座81滑动连接有翻折移动板811,翻折成型座81装设有翻折移动驱动机构812,翻折移动驱动机构812的移动端与翻折移动板811连接,扶料辅助翻折组件82和拉边驱动机构84均装设于翻折移动板811;具体地,翻折移动驱动机构812可以采用气缸或丝杆模组。
42.在实际应用中,当对折的面罩01移动到位后,翻折移动驱动机构812驱动翻折移动板811连带扶料辅助翻折组件82、拉边驱动机构84和两个拉边件83移动至与面罩01对应的位置,使得面罩01位于扶料间隙87内,两个拉边件83的拉边凸块88位于面罩01内。该结构设计,有利于面罩01进入扶料间隙87中以及拉边凸块88突伸至面罩01内,便于对面罩01进行翻边。
43.具体地,翻折移动板811开设有升降空间,升降空间为两个翻折成型件85提供升降的空间;拉边驱动机构84由两个拉边气缸组成,两个拉边气缸分别装设于翻折移动板811并位于升降空间的两侧,两个拉边气缸分别与两个拉边件83驱动连接,两个拉边气缸相对设置并同步工作;两个翻折成型件85经由连接板813连接,连接板813位于扶料辅助翻折组件82的下方,连接板813与翻折升降驱动机构86的升降端连接。
44.具体地,扶料辅助翻折组件82包括间距且平行设置的两个扶料翻折压板821,两个扶料翻折压板821围设成扶料间隙87。面罩01移动至扶料间隙87内,两个扶料翻折压板821对面罩01的两外侧壁进行扶持;当翻折成型件85对面罩01的底部边缘进行翻折时,扶料翻折压板821起到压边的作用,使得面罩01的底部边缘能够绕着扶料翻折压板821向上翻折。
45.具体地,扶料辅助翻折组件82还包括装设于翻折移动板811的安装座822,两个扶料翻折压板821的一端装设于安装座822。该结构设计,便于对两个扶料翻折压板821进行固定安装;安装座822设置有用于锁固和调节扶料翻折压板821的锁固调节槽823。根据不同厚度的面罩01,通过锁固调节槽823对扶料翻折压板821在安装座822上的位置进行调节,以调节两个扶料翻折压板821之间的距离,从而调节扶料间隙87的大小,调节完毕后,再通过螺栓将扶料翻折压板821锁固在安装座822上。
46.本实施例中,面罩转移覆盖装置60包括架设于机架10或/和面罩成型线02的上料
移动驱动机构601、装设于上料移动驱动机构601的移动端的上料升降驱动机构602、与上料升降驱动机构602的升降端连接的升降板603、设置于升降板603的下方的面罩预压仿形凹模604、分别装设于升降板603并位于面罩预压仿形凹模604的两侧的两个牵拉机构605及分别装设于两个牵拉机构605的牵拉端的两个夹边机构606,两个牵拉机构605相对设置,机架10装设有上顶机构607,上顶机构607的上顶端连接有面罩预压仿形凸模608,面罩预压仿形凹模604与面罩预压仿形凸模608相对设置并凹凸适配。
47.在实际应用中,两个夹边机构606分别夹持面罩01的两翻折边,两个牵拉机构605分别驱动两个夹边机构606远离移动,使得两个夹边机构606夹持面罩01的两翻折边向外拉,以使得平面状且对折的面罩01打开,上料移动驱动机构601驱动上料升降驱动机构602连带升降板603、面罩预压仿形凹模604、两个牵拉机构605和两个夹边机构606所夹持的面罩01移动至布料上所成型出的杯型罩体上方,此时,上顶机构607驱动面罩预压仿形凸模608上移,使得面罩预压仿形凸模608突伸至杯型罩体的内壁并抵触杯型罩体的内壁,上料升降驱动机构602驱动升降板603连带面罩预压仿形凹模604下移,直至面罩预压仿形凹模604与面罩预压仿形凸模608配合以将打开后的面罩01预压在杯型罩体上,以实现面罩01与杯型罩体的初组装,使得打开后的面罩01能够压紧在杯型罩体上。
48.具体地,夹边机构606包括与牵拉机构605的牵拉端连接的夹边气缸6061及分别装设于夹边气缸6061的两个输出端的两个夹边臂6062,夹边气缸6061用于驱动两个夹边臂6062彼此靠近或远离。在实际应用中,夹边气缸6061驱动两个夹边臂6062闭合或打开,以夹持或释放面罩01的翻折边。
49.本实施例中,杯型口罩本体生产设备还包括装设于升降板603的上焊接机构701及装设于上顶机构607的上顶端的下焊接机构702,下焊接机构702位于面罩覆盖工位05处,上焊接机构701具有两个上焊接头703,下焊接机构702具有两个下焊接头704,两个上焊接头703分别位于面罩预压仿形凹模604的两侧,两个下焊接头704分别位于面罩预压仿形凸模608的两侧,两个上焊接头703分别与两个下焊接头704对应设置,两个下焊接头704升降设置于送布装置40的中部。
50.在面罩预压仿形凹模604与面罩预压仿形凸模608配合以预压合面罩01和杯型罩体的过程中,上焊接机构701的两个上焊接头703分别与下焊接机构702的两个下焊接头704对应配合以对面罩01的侧边与布料初步焊接在一起,以对面罩01与杯型罩体进行焊接定位,提高了面罩01与杯型罩体初步组装在一起的位置精度和稳定性。
51.具体地,夹边臂6062设置有过槽6063,过槽6063用于供上焊接头703贯穿夹边臂6062,使得上焊接头703与夹边臂6062的结构紧凑,便于上焊接头703和下焊接头704配合以对面罩01和杯型罩体进行焊接定位。
52.具体地,杯型罩体成型机构50包括装设于机架10的杯型罩体成型架501、装设于杯型罩体成型架501的顶部的上成型驱动气缸502、装设于上成型驱动气缸502的活塞杆的杯型罩体成型凹模503、装设于杯型罩体成型架501的底部或机架10的下成型驱动气缸504及装设下成型驱动气缸504的活塞杆的杯型罩体成型凸模505,杯型罩体成型凹模503与杯型罩体成型凸模505相对设置并凹凸适配,杯型罩体成型凸模505升降设置于送布装置40的中部。
53.当需要在布料上成型出杯型罩体时,下成型驱动气缸504驱动杯型罩体成型凸模
505上升并与布料抵触,且上成型驱动气缸502驱动杯型罩体成型凹模503下降并与布料抵触,在杯型罩体成型凸模505与杯型罩体成型凹模503配合的作用下,以在布料上成型出杯型罩体。
54.具体地,废料回收机构90包括装设于机架10的废料回收驱动机构901、与废料回收驱动机构901的回收端连接的回收辊902及装设于机架10的输出侧的圆弧导料件903,回收辊902位于布料供应机构20的下方,废料回收驱动机构901用于驱动回收辊902转动。在实际应用中,废料经由圆弧导料件903的导向,使得废料向后下方回绕在回收辊902上,废料回收驱动机构901驱动回收辊902转动以对废料进行收卷。
55.本实施例中,布料供应机构20与张力储布装置30之间设置有张力摆动架13,张力摆动架13装设于机架10。在实际应用中,张力摆动架13向布料提供恒定张力,以保证了供应布料的稳定性。
56.本实施例中,送布装置40包括装设于机架10的往复移动驱动机构401、装设于机架10的承托板402、分别与往复移动驱动机构401的移动端连接的两个移动座403及分别装设于两个移动座403的两个夹布机构404,两个移动座403位于承托板402的两侧,两个夹布机构404间距地相对设置,两个移动座403分别与机架10滑动连接,承托板402对布料起到承托的作用。
57.在实际应用中,布料位于两个夹布机构404处,当需要输送布料时,两个夹布机构404分别夹持布料的两侧,往复移动驱动机构401驱动两个移动座403连带两个夹布机构404和布料移动,以实现对布料进行输送,布料输送一定长度后,杯型罩体成型机04、面罩转移覆盖装置60及组合成型机06即可能够分别对布料进行加工,此时,两个夹布机构404松开布料,往复移动驱动机构401驱动两个移动座403连带两个夹布机构404复位,以便于下一次对布料进行夹持输送。
58.具体地,夹布机构404包括装设于移动座403的一个或多个夹布气缸405及分别装设于夹布气缸405的两个夹持端的两个夹布板406,夹布气缸405用于驱动两个夹布板406彼此靠近或远离。优选地,夹布气缸405的数量为多个,多个夹布气缸405同步驱动两个夹布板406,提高了夹布板406的工作稳定性。在实际应用中,夹布气缸405驱动两个夹布板406彼此靠近或远离移动,以夹持或松开布料。
59.本实施例中,面罩成型线02包括机台1、装设于机台用于安装布料卷料的布料架、装设于机台1的送布机构12、沿着送布机构12的送布方向依次设置于机台1的布料边缘焊接机构3、布料对折机构4、滚压输送机构41、外形辊切成型机构42和导料牵引机构7以及分别架设于导料牵引机构7的上方的剪切机构9和夹持机构11,面罩侧边缘翻折装置8位于导料牵引机构7的出料端,剪切机构9和夹持机构11分别位于面罩侧边缘翻折装置8的两端,剪切机构9和夹持机构11沿着导料牵引机构7的牵引方向分布,扶料间隙87的进料端与导料牵引机构7对应设置。具体地,布料对折机构4可以采用现有技术中的对折装置,在此不再赘述。
60.在实际应用中,多层水平布置的布料贯穿布料边缘焊接机构3,布料边缘焊接机构3对布料的两侧边进行焊接,侧边焊接后的布料经由送布机构12进行水平地滚压输送,使得布料沿着加工方向移动,布料对折机构4对侧边焊接后的布料进行对折,滚压输送机构41对对折后的布料进行竖向滚压输送,不但能够对布料进行输送,还能够压紧对折后的布料,接着外形辊切成型机构42对对折后的布料进行顶边的外形裁切成型,使得对折后的布料的顶
边呈月亮形或弧形,导料牵引机构7对外形裁切成型后的布料进行导向和牵引,直至导料牵引机构7将布料牵引至夹持机构11处,导料牵引机构7每次牵引布料的移动距离为一个面罩01的长度,夹持机构11夹持该布料的一端,然后剪切机构9对布料的特定位置进行剪切,以形成单个面罩01,最后面罩侧边缘翻折装置8对面罩01的底部边缘进行向上翻折,以便于面罩转移覆盖装置60能够拾取翻折后的面罩01的翻折边并能够将其打开后覆盖在杯型罩体上,有利于自动化地对杯型口罩本体进行生产。不但能够自动化地生产出面罩01,还能够对面罩01进行翻折成型,以能够配合面罩转移覆盖装置60对面罩01进行自动化作业,自动化程度高。
61.本实施例中,面罩成型线02还包括设置于外形辊切成型机构42远离滚压输送机构41的一侧的打标记机构2及设置于打标记机构2与导料牵引机构7之间的标记检测机构21,标记检测机构21与导料牵引机构7电连接,外形辊切成型机构42可以采用熔切的方式,实现了对布料进行外形裁切和熔接。
62.在实际应用中,外形辊切成型机构42对对折后的布料进行外形辊切成型后,打标记机构2对布料的特定位置进行打标记,该标记用于供标记检测机构21进行检测,导料牵引机构7在牵引布料移动的过程中,当布料移动一个面罩01的长度时,刚好标记检测机构21检测到该标记,证明布料移动的长度达到预设长度,使得标记检测机构21向导料牵引机构7反馈信号,使得导料牵引机构7停止牵引布料,且夹持机构11夹持布料的自由端,剪切机构9剪切布料,以生产出单个面罩01,使得单个面罩01位于面罩侧边缘翻折装置8处。在布料上打标记,通过自动化检测标记来控制布料移动的长度,提高了布料移动的精度和准确性,且保证了每个面罩01的长度一致,从而保证了每个面罩01的质量。
63.具体地,剪切机构9包括架设于机台1的剪切架91、装设于剪切架91的剪切升降气缸92、装设于剪切升降气缸92的活塞杆的剪切驱动气缸93及与剪切驱动气缸93的活塞杆驱动连接的剪刀组件94,剪切驱动气缸93的缸体侧壁与剪切架91滑动连接;剪切升降气缸92用于驱动剪切驱动气缸93连带剪刀组件94升降,剪切驱动气缸93用于驱动剪刀组件94对布料进行剪切。
64.具体地,面罩成型线02还包括设置于外形辊切成型机构42远离滚压输送机构41的一侧的张力储料机构6,张力储料机构6位于打标记机构2与标记检测机构21之间。为了避免频繁停机,保证布料能够正常且持续地输送和加工处理,提高面罩01生产的效率,在面罩侧边缘翻折装置8对面罩01进行翻折成型时,张力储料机构6不但向布料提供恒定的张力,还能够对布料进行储存。当导料牵引机构7停止牵引布料时,张力储料机构6对布料进行储存一定的长度,当导料牵引机构7牵引布料时,张力储料机构6能够释放储存的布料,以供导料牵引机构7进行牵引。
65.具体地,张力储料机构6包括装设于机台1的储料架61、转动连接于储料架61的两个导料辊62、滑动连接于储料架61的滑动座63、转动连接于滑动座63的第一张力辊64、转动连接于储料架61的导轮65、绕设于导轮65的连接绳66及连接于连接绳66的一端的配重块67,连接绳66的另一端与滑动座63连接,第一张力辊64位于两个导料辊62之间,滑动座63的滑动方向与送布机构12的送布方向交叉设置,布料依次绕设一个导料辊62、第一张力辊64和另一个导料辊62。
66.在实际应用中,送布机构12、滚压输送机构41和外形辊切成型机构42对布料进行
持续输送,在输送布料的过程中,两个导料辊62与布料滚动抵触,以对布料进行限位,当面罩侧边缘翻折装置8对面罩01进行翻折成型,导料牵引机构7停止牵引布料时,外形辊切成型机构42与导料牵引机构7之间的布料逐渐增加,为了保证布料保持恒定的张力,配重块67在自重的作用下下移并经由连接绳66拉动滑动座63和第一张力辊64水平移动,移动的第一张力辊64牵拉布料沿着垂直送布的方向移动一定距离,以实现对布料储存一定的长度;当面罩侧边缘翻折装置8对面罩01翻折完毕,且翻折后的面罩01被取走后,导料牵引机构7牵引布料移动,以实现布料的送料,在此过程中,布料会向第一张力辊64施加一定的作用力,当该作用力大于配重块67的重力时,该作用力会拉动第一张力辊64连带滑动座63复位移动,以释放储存的布料,复位移动的滑动座63连带连接绳66拉动配重块67上移并复位。该张力储料机构6不但能够向布料施加恒定张力,还能够对布料进行储存,解决了前后加工工位的速度不一致而需要频繁停机的问题,保证了机器能够持续工作。
67.具体地,张力储料机构6靠近导料牵引机构7的一侧设置有夹紧机构5,夹紧机构5包括装设于机台1的夹紧气缸51及装设于夹紧气缸51的两个输出端的两个夹紧块52,夹紧气缸51用于驱动两个夹紧块52彼此靠近或远离。
68.在实际应用中,在夹持机构11夹持布料的一端的同时,夹紧机构5夹紧布料,此时导料牵引机构7即可复位,以便于进行下一次的牵引工作。由于夹持机构11和夹紧机构5分别夹持布料,所以有利于剪切机构9稳定且高效地剪切布料。具体地,夹紧气缸51驱动两个夹紧块52彼此靠近并夹持布料,当需要输送布料时,夹紧气缸51驱动两个夹紧块52彼此远离以松开布料,且两个夹紧块52对输送的布料起到限位的作用,保证了布料移动的稳定性。当两个夹紧块52张开时,也便于布料贯穿夹紧机构5,特别是便于调机和机器工作之前的准备工作。
69.具体地,导料牵引机构7包括装设于机台1的导料组件71、装设于机台1的牵引驱动机构72及与牵引驱动机构72的牵引端连接的夹料机构73,导料组件71的导料间隙与扶料间隙87对应相通,牵引驱动机构72用于驱动夹料机构73靠近或远离夹持机构11。
70.在实际应用中,导料组件71对外形裁切成型后的布料进行导向,当需要牵引布料时,夹料机构73夹持布料,牵引驱动机构72驱动夹料机构73连带布料朝靠近夹持机构11的方向移动,布料沿着导料组件71的导料间隙移动,提高了布料移动的稳定性,直至夹持机构11和夹紧机构5分别夹持布料后,夹料机构73松开布料,牵引驱动机构72驱动夹料机构73复位移动。该结构设计,牵引布料移动的稳定性好。
71.具体地,打标记机构2包括装设于机台1的打标记座22、装设于打标记座22的打标记模23、装设于打标记模23或/和打标记座22的一侧的打标记气缸24、装设于打标记气缸24的活塞杆的打标记杆25及装设于打标记模23或/和打标记座22的另一侧的废料收集器26,打标记模23设置有过料槽27及与过料槽27连通并贯穿打标记模23的打标记孔28,打标记杆25与打标记孔28滑动连接,废料收集器26与打标记孔28远离打标记气缸24的一端连通。具体地,标记检测机构21可以采用一对对射光电传感器。
72.在实际应用中,移动的布料贯穿过料槽27,布料移动的过程中,打标记气缸24驱动打标记杆25沿着打标记孔28滑动并贯穿过料槽27,使得打标记杆25在布料的特定位置打孔,以实现对布料进行打标记,废料会经由废料收集器26进行收集或出料。标记检测机构21对孔位进行检测,以便于对牵引布料移动的长度进行控制。
73.具体地,布料边缘焊接机构3包括装设于机台1的焊接架31、转动连接于焊接架31的转辊32、间距地装设于转辊32的两个焊接辊模33、装设于焊接架31并用于驱动转辊32转动的焊接转动驱动机构34及设置于两个焊接辊模33的下方的超声波焊接机35;两个焊接辊模33分别经由螺栓锁固在转辊32上,使得两个焊接辊模33之间的距离可调,以满足对不同宽度的布料的侧边进行焊接。
74.在实际应用中,水平布置的布料贯穿焊接辊模33和超声波焊接机35的焊接头,在布料移动的过程中,焊接转动驱动机构34驱动转辊32连带两个焊接辊模33转动,转动的两个焊接辊模33与超声波焊接机35的焊接头配合以对布料的两侧边进行焊接。
75.具体地,送布机构12位于布料边缘焊接机构3与布料对折机构4之间,布料边缘焊接机构3与送布机构12之间设置有张力摆动架13。在输送布料的过程中,张力摆动架13也会向布料提供一定的张力,以使得布料的张力恒定,提高了输送布料的稳定性。
76.具体地,面罩成型线02还包括设置于外形辊切成型机构42远离滚压输送机构41的一侧的辊切料回收机构14,辊切料回收机构14包括转动设置于机台1的导料轮15、转动连接于机台1的两个送料辊16及装设于机台1并用于驱动其中一个送料辊16转动的送料转动驱动器17,两个送料辊16滚动抵触,导料轮15位于两个送料辊16的上方。
77.在外形辊切成型机构42对布料进行外形裁切所产生的废料贯穿两个送料辊16,送料转动驱动器17驱动其中一个送料辊16转动,两个送料辊16滚动抵触,以对废料进行输送,以便于对废料进行回收,避免废料干扰机器正常工作。
78.具体地,面罩侧边缘翻折装置8的上方设置有支撑板,支撑板架设于机台1;导料牵引机构7牵引布料的过程中,支撑板位于布料内,使得支撑板贯穿成型后的面罩01,以对面罩01进行支撑,提高了面罩侧边缘翻折装置8对面罩01进行翻折的稳定性和质量。
79.本实施例中,杯型罩体成型机04包括依次设置于机架10的布料供应机构20、第一压布机构301、张力储布机构303、第二压布机构302和杯型罩体成型机构50,送布装置40贯穿杯型罩体成型机构50,第二压布机构302位于张力储布机构303与杯型罩体成型机构50之间,面罩覆盖工位05位于杯型罩体成型机构50远离第二压布机构302的一侧,组合成型机06包括沿着送布装置40的送布方向依次设置于机架10的热熔合机构70、成型裁切机构80和下料机构101,以及设置于机架10的废料回收机构90,热熔合机构70用于将面罩01与杯型罩体热熔合在一起,下料机构101用于将成型裁切机构80所裁切出来的杯型口罩本体进行下料,废料回收机构90用于回收废料。
80.在送布装置40对布料进行间歇式输送时,第一压布机构301对布料进行压持,第二压布机构302释放对布料的压持,张力储布机构303释放布料,以实现布料的供应。在送布装置40复位的过程中,也就是在杯型罩体成型机构50、面罩转移覆盖装置60、热熔合机构70和成型裁切机构80分别对布料进行加工的过程中,第二压布机构302压持布料,第一压布机构301释放对布料的压持,杯型罩体成型机构50在布料上加工成型出杯型罩体,面罩转移覆盖装置60将面罩01覆盖在杯型罩体上,热熔合机构70将面罩01热熔合在杯型罩体上,成型裁切机构80对热熔合有杯型罩体的布料进行成型裁切以形成杯型口罩本体,下料机构101将杯型口罩本体进行下料,废料回收机构90对废料进行回收,张力储布机构303对布料进行储存,以便于下一次对布料进行释放,送布装置40复位是为了便于下一次对布料进行输送,以实现对布料的间歇式/递进式输送。该结构设计,自动化地实现了面罩01与杯型罩体的组装
以及杯型口罩本体的生产,提高了杯型口罩本体的生产效率和质量,不但能够对布料进行储存,保证了布料的张力,还提高了布料供应机构20供应布料的稳定性以及送布装置40输送布料的稳定性。
81.具体地,张力储布机构303包括装设于机架10的张力储布架3031、装设于张力储布架3031的升降座3032、转动连接于升降座3032的第二张力辊3033、装设于张力储布架3031的储布气缸3034及分别转动连接于机架10的两个导布辊3035,两个导布辊3035分别位于第二张力辊3033的两侧,储布气缸3034的活塞杆与升降座3032连接。布料依次绕设在一个导布辊3035、第二张力辊3033和另一个导布辊3035,储布气缸3034的活塞杆伸缩以驱动升降座3032连带第二张力辊3033升降,升降的第二张力辊3033释放或储存一定长度的布料,在第二张力辊3033释放布料时,第一压布机构301压持布料,第二压布机构302松开布料;在第二张力辊3033储存布料时,第二压布机构302压持布料,第一压布机构301松开布料。
82.本实施例中,所述第一压布机构301和第二压布机构302均包括装设于机架10的压布架3011、装设于压布架3011的固定压板3012、升降设置于压布架3011的活动压板3013及装设于压布架3011或机架10的压布气缸3014,压布气缸3014的活塞杆与活动压板3013连接,活动压板3013与固定压板3012相对设置。在实际应用中,布料位于活动压板3013与固定压板3012之间,压布气缸3014驱动活动压板3013靠近或远离固定压板3012移动,以压持或松开布料。
83.本实施例中的所有技术特征均可根据实际需要而进行自由组合。
84.上述实施例为本发明较佳的实现方案,除此之外,本发明还可以其它方式实现,在不脱离本技术方案构思的前提下任何显而易见的替换均在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1