一种玻璃钢管道接口生产设备的制作方法
1.本发明属于玻璃钢管道产品技术领域,具体是指一种玻璃钢管道接口生产设备。
背景技术:
2.现有定长缠绕玻璃钢管道施工连接是由承插方式完成的,就是直接把定长缠绕的玻璃钢管道做成一头承口,一头插口,再进行修整,工艺非常繁琐。同时承口与插口在对接的时候容易互相碰撞,而玻璃钢管道本身相对较为脆硬,容易在碰撞后受损。现有技术通过增加一个金属的对接环来转接两个管道,消除二者碰撞的情况,但是金属套环埋在地下及容易被腐蚀,因而引起管道漏水,发生地面沉降。所以需要设计一种外层使用玻璃钢纤维进行防腐并加大强度的连接环来解决这个问题,但是现有的生产设备能做玻璃钢缠绕的大多都是针对玻璃钢管道设计的,这种设备在成型脱模时速度较慢,严重拖延了生产进度和生产效率。
技术实现要素:
3.为解决上述现有难题,本发明提供了一种方便快速脱模,在熔融状态下加入橡胶圈增加牢固度的玻璃钢管道接口生产设备,通过设置电磁快脱模具,使玻璃钢缠绕完成后能方便快速地脱模,解决了脱模速度、脱模效率和产品完整度、产品成品率之间的矛盾性技术难题;采用电磁热干装置,使玻璃钢缠绕完成后无需转移即可立即加热烘干,节省了生产时间,增加了生产效率;采用橡胶注塑模具,运用“z”字型的缺口,使两段玻璃钢管道在承插时更加牢固,密封性也得到了大幅提升。
4.本发明采用的技术方案如下:一种玻璃钢管道接口生产设备,包括装置外壳、装置底壳、装置壳盖、电磁快脱模具、玻璃纤维混合机、电磁热干装置和橡胶注塑模具,所述装置外壳设于装置底壳上,所述装置壳盖设于装置底壳上,所述装置壳盖铰接于装置外壳,所述电磁快脱模具设于装置外壳内部,所述玻璃纤维混合机设于装置外壳内部,所述电磁热干装置设于电磁快脱模具上下两侧,所述橡胶注塑模具设于装置外壳内部,所述电磁快脱模具包括电机a、导轨圆盘a、导轨圆盘b、转轴、电磁铁、旋转把手和模具叶片,所述电机a设于装置外壳内部,所述导轨圆盘a设于电机a的输出轴上,所述转轴设于导轨圆盘a上,所述导轨圆盘b套设于转轴上,所述电磁铁内嵌设于转轴上,所述旋转把手设于转轴上,所述模具叶片设于导轨圆盘a和导轨圆盘b之间。
5.进一步地,所述导轨圆盘a上设有外圈导轨a和内圈导轨a,所述导轨圆盘b上设有外圈导轨b、内圈导轨b和孔洞a,所述导轨圆盘b通过孔洞a套设于转轴上,所述模具叶片包括叶片主体、磁铁夹层、外导轨凸头和内导轨凸头,所述叶片主体设于导轨圆盘a和导轨圆盘b之间,所述磁铁夹层设于叶片主体上,所述外导轨凸头和内导轨凸头设于叶片主体上,所述外导轨凸头内嵌设于外圈导轨a和外圈导轨b中,所述内导轨凸头内嵌设于内圈导轨a和内圈导轨b中。
6.进一步地,所述电磁热干装置包括螺旋电磁加热带a和螺旋电磁加热带b,所述螺
旋电磁加热带a设于电磁快脱模具上方,所述螺旋电磁加热带b设于电磁快脱模具下方,所述螺旋电磁加热带a和螺旋电磁加热带b均设于装置外壳内部。
7.进一步地,所述玻璃纤维混合机包括电机b、丝杆、限位杆、混合机壳体、支撑架、连续纤维卷、混料箱、导管、液泵、电机c、皮带、主动辊和从动辊,所述电机b设于装置外壳的内侧壁上,所述丝杆设于电机b的输出轴上,所述限位杆设于丝杆上方,所述丝杆和限位杆均贯穿设于混合机壳体内部,所述支撑架设于混合机壳体上,所述连续纤维卷设于支撑架上,所述混料箱设于混合机壳体内部,所述导管设于混料箱上,所述液泵设于导管上,所述电机c设于混合机壳体内部,所述皮带设于电机c的输出轴上,所述主动辊设于电机c的输出轴上,所述从动辊设于皮带上,混料箱内为按比例混合好的树脂、短切纤维和石英砂,通过液泵和导管喷淋到连续纤维上。
8.进一步地,所述混合机壳体上设有孔洞b、孔洞c、进料口和出料口,所述丝杆贯穿设于孔洞b中,所述限位杆贯穿设于孔洞c中,所述进料口设于混合机壳体下方,所述出料口设于混合机壳体上方。
9.进一步地,所述橡胶注塑模具包括注塑模具主体、注塑口和模腔,所述注塑模具主体设于装置外壳内部,所述注塑口设于注塑模具主体上,所述模腔设于注塑模具主体上。
10.采用上述结构本发明取得的有益效果如下:(1)通过设置电磁快脱模具,使玻璃钢缠绕完成后能方便快速地脱模,解决了脱模速度、脱模效率和产品完整度、产品成品率之间的矛盾性技术难题。
11.(2)采用电磁热干装置,使玻璃钢缠绕完成后无需转移即可立即加热烘干,节省了生产时间,增加了生产效率。
12.(3)采用橡胶注塑模具,运用“z”字型的缺口,使两段玻璃钢管道在承插时更加牢固,密封性也得到了大幅提升。
附图说明
13.图1为本发明提出的一种玻璃钢管道接口生产设备的结构示意图;图2为本发明提出的一种玻璃钢管道接口生产设备打开装置壳盖状态下的结构示意图;图3为本发明提出的一种玻璃钢管道接口生产设备部分内部结构的结构示意图;图4为本发明电磁快脱模具的脱模状态下的结构示意图;图5为本发明电磁快脱模具的生产状态下的结构示意图;图6为本发明电磁快脱模具的爆炸图;图7为本发明模具叶片的结构示意图;图8为本发明导轨圆盘a的结构示意图;图9为本发明导轨圆盘b的结构示意图;图10为本发明玻璃纤维混合机的结构示意图;图11为本发明玻璃纤维混合机主部件的爆炸图;图12为本发明玻璃纤维混合机的部分爆炸图;图13为本发明橡胶注塑模具的剖面图。
14.其中,1、装置外壳,2、装置底壳,3、装置壳盖,4、电磁快脱模具,5、玻璃纤维混合
机,6、电磁热干装置,7、橡胶注塑模具,8、电机a,9、导轨圆盘a,10、导轨圆盘b,11、转轴,12、电磁铁,13、旋转把手,14、模具叶片,15、电机b,16、丝杆,17、限位杆,18、混合机壳体,19、支撑架,20、连续纤维卷,21、混料箱,22、导管,23、液泵,24、电机c,25、皮带,26、主动辊,27、从动辊,28、螺旋电磁加热带a,29、螺旋电磁加热带b,30、注塑模具主体,31、注塑口,32、模腔,33、外圈导轨a,34、内圈导轨a,35、外圈导轨b,36、内圈导轨b,37、孔洞a,38、叶片主体,39、磁铁夹层,40、外导轨凸头,41、内导轨凸头,42、孔洞b,43、孔洞c,44、进料口,45、出料口。
具体实施方式
15.结合附图,对本发明做进一步详细说明。
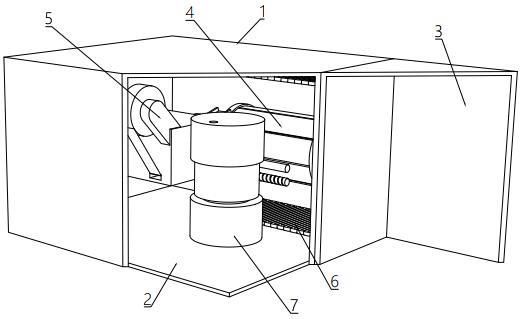
16.如图1、图2、图3所示,一种玻璃钢管道接口生产设备,包括装置外壳1、装置底壳2、装置壳盖3、电磁快脱模具4、玻璃纤维混合机5、电磁热干装置6和橡胶注塑模具7,装置外壳1设于装置底壳2上,装置壳盖3设于装置底壳2上,装置壳盖3铰接于装置外壳1,电磁快脱模具4设于装置外壳1内部,玻璃纤维混合机5设于装置外壳1内部,电磁热干装置6设于电磁快脱模具4上下两侧,橡胶注塑模具7设于装置外壳1内部。
17.如图4、图5、图6所示,电磁快脱模具4包括电机a8、导轨圆盘a9、导轨圆盘b10、转轴11、电磁铁12、旋转把手13和模具叶片14,电机a8设于装置外壳1内部,导轨圆盘a9设于电机a8的输出轴上,转轴11设于导轨圆盘a9上,导轨圆盘b10套设于转轴11上,电磁铁12内嵌设于转轴11上,旋转把手13设于转轴11上,模具叶片14设于导轨圆盘a9和导轨圆盘b10之间。
18.如图7、图8、图9所示,导轨圆盘a9上设有外圈导轨a33和内圈导轨a34,导轨圆盘b10上设有外圈导轨b35、内圈导轨b36和孔洞a37,导轨圆盘b10通过孔洞a37套设于转轴11上,模具叶片14包括叶片主体38、磁铁夹层39、外导轨凸头40和内导轨凸头41,叶片主体38设于导轨圆盘a9和导轨圆盘b10之间,磁铁夹层39设于叶片主体38上,所述外导轨凸头40和内导轨凸头41设于叶片主体38上,外导轨凸头40内嵌设于外圈导轨a33和外圈导轨b35中,内导轨凸头41内嵌设于内圈导轨a34和内圈导轨b36中。
19.如图10、图11所示,玻璃纤维混合机5包括电机b15、丝杆16、限位杆17、混合机壳体18、支撑架19、连续纤维卷20、混料箱21、导管22、液泵23、电机c24、皮带25、主动辊26和从动辊27,电机b15设于装置外壳1的内侧壁上,丝杆16设于电机b15的输出轴上,限位杆17设于丝杆16上方,丝杆16和限位杆17均贯穿设于混合机壳体18内部,支撑架19设于混合机壳体18上,连续纤维卷20设于支撑架19上,混料箱21设于混合机壳体18内部,导管22设于混料箱21上,液泵23设于导管22上,电机c24设于混合机壳体18内部,皮带25设于电机c24的输出轴上,主动辊26设于电机c24的输出轴上,从动辊27设于皮带25上。
20.如图12所示,混合机壳体18上设有孔洞b42、孔洞c43、进料口44和出料口45,丝杆16贯穿设于孔洞b42中,限位杆17贯穿设于孔洞c43中,进料口44设于混合机壳体18下方,出料口45设于混合机壳体18上方。
21.如图13所示,橡胶注塑模具7包括注塑模具主体30、注塑口31和模腔32,注塑模具主体30设于装置外壳1内部,注塑口31设于注塑模具主体30上,模腔32设于注塑模具主体30上。
22.如图3所示,电磁热干装置6包括螺旋电磁加热带a28和螺旋电磁加热带b29,螺旋电磁加热带a28设于电磁快脱模具4上方,螺旋电磁加热带b29设于电磁快脱模具4下方,螺
旋电磁加热带a28和螺旋电磁加热带b29均设于装置外壳1内部。
23.具体使用时,现将连续纤维卷20固定在支撑架19上,取出连续纤维卷20的一端放入进料口44中,在混料箱21中按科学比例加入树脂、短切纤维和石英砂,开启液泵23,混合液通过导管22在液泵23的工作下被泵送到连续纤维上,混合好的连续纤维通过主动辊26和从动辊27之间的缝隙,电机c24带动皮带25和主动辊26旋转,皮带25带动从动辊27旋转,在主动辊26和从动辊27的合力下浸满混合液的连续纤维(下文中称为玻璃钢)从出料口45缓慢送出,将从出料口45出来的玻璃钢贴在模具叶片14上,开启电机b15,电机b15带动丝杆16旋转,在丝杆16和限位杆17的作用下混合机壳体18沿丝杆16方向进行水平运动,开启电机a8,电机a8带动导轨圆盘a9、导轨圆盘b10和模具叶片14旋转,即可在电磁快脱模具4上进行缠绕玻璃钢的操作,在缠绕完成后用剪刀剪断从出料口45出来的玻璃钢,并为电磁热干装置6通电,使装置外壳1内部温度升高,逐渐使缠绕在电磁快脱模具4上的玻璃钢固化,在完全固化之前停止电磁热干装置6的加热,转动旋转把手13,旋转把手13带动转轴11旋转,转轴11带动电磁铁12旋转,电磁铁12在旋转中对模具叶片14上的磁铁夹层39形成吸引力,在外导轨凸头40和内导轨凸头41的限制下,使叶片主体38沿导轨圆盘a9和导轨圆盘b10上的外圈导轨a33、外圈导轨b35、内圈导轨a34和内圈导轨b35进行移动,此时电磁快脱模具4呈现收缩状态,模具直径小于玻璃钢内径,使脱模变的快捷方便且不伤害产品,将玻璃钢从电磁快脱模具4上取下,套设在橡胶注塑模具7上,向注塑口31中注射三元乙丙橡胶并充满整个模腔32,再次开启电磁热干装置6,使装置外壳1内部温度升高,此时等待玻璃钢和橡胶件一起固化后脱模即可,使用时只需将玻璃钢管道的承口和插口对准“z”字型橡胶件并向内挤压,涂胶封口并增加粘连度即可完成玻璃钢管道接口的工作。第二次使用时重复上述步骤即可。
24.以上对本发明及其实施方式进行了描述,这种描述没有限制性,附图中所示的也只是本发明的实施方式之一,实际的结构并不局限于此。总而言之如果本领域的普通技术人员受其启示,在不脱离本发明创造宗旨的情况下,不经创造性的设计出与该技术方案相似的结构方式及实施例,均应属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1