一种耐撕裂PET离型膜生产工艺的制作方法
一种耐撕裂pet离型膜生产工艺
技术领域
1.本发明涉及离型膜技术领域,具体涉及一种耐撕裂pet离型膜生产工艺。
背景技术:
2.合成革因其美观多变的纹路设计受到广大消费者的喜爱,现有合成革表面的纹路的形成需要使用离型纸,通常离型纸的基材使用长纤底纸。合成革的生产因其工艺成本方面的考虑,对离型纸要求重复使用20-40次,但纸质基材的缺陷包括难以脱尽,易脆,易撕裂,不耐溶剂,平整度差,易黄变等,难以得到技术解决。
3.为此,市面上出现了一种pet离型膜,包括依次层叠设置的pet膜层、压纹层及涂布在压纹层上的离型层,压纹层采用uv胶层,而离型层便于剥离转移膜上的其他功能层并使其他功能层附着在皮革表面;该离型膜耐温性能好,能够耐受合成革生产过程中140-155℃的高温,不会起卷,不易脆,不易撕裂,耐黄变,能够承受80-100次重复使用。
4.但是,现有的pet离型膜压纹操作一般采用以下两种方式:第一是直接在uv胶层上采用压纹辊压合,压纹辊又称雕刻花辊,对于不同纹理的离型膜则需要提供不同的雕刻花辊,制造成本很大。
5.第二是采用先预制一个具有相应纹理的转印介质,再取该具有相应纹理的转印介质与pet上的uv胶层压合,具体做法是:在转印介质薄膜表面先涂增粘树脂再涂布聚氨酯树脂,然后采用雕刻辊对聚氨酯树脂表面压纹,最后在压纹后的聚氨酯树脂表面涂布一层离型剂,制得的具有纹理的转印介质再与pet上的uv胶层压合。故,同样采用压纹辊进行压纹,成本大,另一方面需要在压纹层的上下侧分别涂布形成增粘层和离型层,从而便于与uv胶层压纹后的剥离,而离型层的涂布存在让压纹层上的纹理被离型剂不规则填充或掩埋,致使转印介质上的压纹层纹理保真度下降,进而使得uv胶层的纹理失真。
技术实现要素:
6.本发明的发明目的是提供一种耐撕裂pet离型膜生产工艺,它能够在不使用雕刻花辊情况下制得纹理保真度高的pet离型膜。
7.为实现上述发明目的,本发明采用的技术方案是:一种耐撕裂pet离型膜生产工艺,具体包括如下步骤:s1、流延挤出聚丙烯薄膜并与带有正向纹理的转印织物压合再剥离,得到具有反向纹理的聚丙烯薄膜;本发明的转印织物为市面流通的表面具有纹理或提花组织的纺织面料。
8.s2、pet片材放卷、涂布uv胶后与步骤s1的具有反向纹理的聚丙烯薄膜压合,接着uv光照使uv胶固化在pet片材上且uv胶表面具有正向纹理,然后剥离具有反向纹理的聚丙烯薄膜得到具有正向纹理的pet/uv胶片材;s3、在步骤s2的具有正向纹理的pet/uv胶片材的uv胶表面涂布离型剂形成第二离型层,得到pet离型膜。
9.优选地,所述步骤s1具体工艺为:往螺杆挤出机内投入聚丙烯切片,熔融塑化后挤出,经前道冷却至聚丙烯软化点前后5℃后再在聚丙烯薄膜的与转印织物相压合的一侧滚涂离型剂,然后使带有离型层的聚丙烯薄膜与带有正向纹理的转印织物在后道冷却辊与后道压辊之间压合,转印织物上的正向纹理转移至聚丙烯薄膜的滚涂有离型剂的一侧表面,最后分离、收卷,得到具有反向纹理的聚丙烯薄膜。
10.优选地,所述步骤s1中的离型剂滚涂厚度为0.5微米~1.5微米。
11.优选地,所述前道冷却采用冷却辊和/或风冷方式。
12.优选地,所述步骤s1中在滚涂离型剂后进行热固化形成第一离型层。
13.优选地,所述步骤s1的带有离型层的聚丙烯薄膜在后道冷却辊上依次进行第一后道冷却、与转印织物压合以及第二后道冷却。
14.优选地,所述步骤s2的uv光照在pet片材一侧进行照射。
15.优选地,所述步骤s2的uv胶厚度为20微米~50微米。
16.优选地,所述步骤s3中的第二离型层厚度为0.5微米~1微米。
17.与现有技术相比,本发明具有以下有益效果:本发明pet离型膜在uv胶压合获得纹理的操作中不使用雕刻花辊而采用具有反向纹理的聚丙烯薄膜作为转印介质,可省去不同雕刻花辊的制造成本以及提高压纹转印时的设备适应性,只需在放卷机构上更换不同的转印介质即可实现不同纹理的pet/uv胶片材的制作,省力简便,无需安装与更换雕刻花辊。
18.本发明具有反向纹理的聚丙烯薄膜采用流延挤出方式获得流延薄膜并采用分3阶段冷却:前道冷却、第一后道冷却和第二后道冷却,结合压纹转印时是在离型层表面压合操作的,共同保证聚丙烯薄膜转印介质的纹理保真度,并实现聚丙烯薄膜与pet的便利剥离,无需在pet片材与uv胶层之间设置增粘层,进一步降低成本。
19.其中:在前道冷却后的聚丙烯薄膜表面涂布固化形成第一离型层,提高第一离型层与聚丙烯薄膜结合力度,便于顺利剥离具有正向纹理的转印织物,保证在剥离过程中不会对形成在带有离型层的聚丙烯薄膜上的反向纹理造成撕拉变形以及提高反向纹理的保真度。
20.通过第二后道冷却对剥离了转印织物的聚丙烯薄膜进行最后冷却以定型聚丙烯薄膜上的反向纹理,通过第一后道冷却对离型剂固化后的聚丙烯薄膜进行再冷却以使聚丙烯薄膜温度进一步降低,从而既保证聚丙烯薄膜与转印织物压合后的纹理可塑性,又可避免压合过程中聚丙烯薄膜渗入转印织物的内部孔隙中而导致在分离时聚丙烯薄膜表面的反向纹理受到损坏,同时压纹是从第一离型层表面向聚丙烯薄膜进行的,可以避免第一离型层厚度对纹理的失真影响,提高保真度。
21.本发明的pet离型膜表面设置功能层和背胶层后,可应用于转印至皮革、纺织物、亚克力塑料、玻璃、金属等物件表面。同时,本发明采用的转印织物来源广,获取成本低。
附图说明
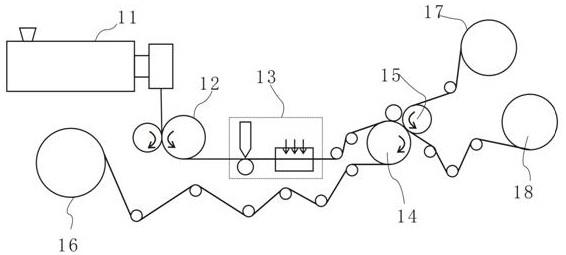
22.图1为本发明流延成型机组示意图。
23.图2为本发明后道冷却辊与后道压辊示意图。
24.图中标记:11、螺杆挤出机;12、前道冷却辊;13、离型涂布与固化机构;14、后道冷
却辊;15、后道压辊;16、pp收卷机构;17、织物放卷辊;18、织物收卷辊。
具体实施方式
25.实施例1本实施例提供一种耐撕裂pet离型膜生产工艺,具体包括如下步骤:s1、往螺杆挤出机11内投入聚丙烯切片,熔融塑化后挤出,经前道冷却至聚丙烯软化点以下5℃后再在聚丙烯薄膜的与转印织物相压合的一侧滚涂离型剂,然后使带有离型层的聚丙烯薄膜与带有正向纹理的转印织物在后道冷却辊14与后道压辊15之间压合,转印织物上的正向纹理转移至聚丙烯薄膜的滚涂有离型剂的一侧表面并固化形成第一离型层,离型剂采用sly-off热固化离型剂而烘干固化方式采用热风固化形成第一离型层,第一离型层的滚涂厚度为1微米,最后分离、收卷,得到具有反向纹理的聚丙烯薄膜。
26.s2、pet片材放卷,速度控制在12m/min,经多个导辊传送至uv涂胶区,在uv涂胶区对pet片材一侧进行涂布uv胶,uv胶采用mpb光敏粘接剂,滚涂厚度为40微米,涂布uv胶后与步骤s1的具有反向纹理的聚丙烯薄膜压合,接着保持压合状态进入uv辐照箱,采用波长390nm、强度10500mw/cm2的紫外光源在pet片材的背胶侧进行uv光照,使uv胶固化在pet片材上且uv胶表面具有正向纹理,然后剥离具有反向纹理的聚丙烯薄膜得到具有正向纹理的pet/uv胶片材。
27.s3、在步骤s2的具有正向纹理的pet/uv胶片材的uv胶表面涂布离型剂形成第二离型层,厚度为0.5微米,得到pet离型膜。
28.实施例2本实施例提供一种耐撕裂pet离型膜生产工艺,具体包括如下步骤:s1、往螺杆挤出机11内投入聚丙烯切片,熔融塑化后挤出,经前道冷却至聚丙烯软化点后再在聚丙烯薄膜的与转印织物相压合的一侧滚涂离型剂,然后使带有离型层的聚丙烯薄膜与带有正向纹理的转印织物在后道冷却辊14与后道压辊15之间压合,转印织物上的正向纹理转移至聚丙烯薄膜的滚涂有离型剂的一侧表面并固化形成第一离型层,离型剂采用sly-off热固化离型剂而烘干固化方式采用热风固化形成第一离型层,第一离型层的滚涂厚度为1.2微米,最后分离、收卷,得到具有反向纹理的聚丙烯薄膜。
29.s2、pet片材放卷,速度控制在15m/min,经多个导辊传送至uv涂胶区,在uv涂胶区对pet片材一侧进行涂布uv胶,uv胶采用mpb光敏粘接剂,滚涂厚度为30微米,涂布uv胶后与步骤s1的具有反向纹理的聚丙烯薄膜压合,接着保持压合状态进入uv辐照箱,采用波长390nm、强度10600mw/cm2的紫外光源在pet片材的背胶侧进行uv光照,使uv胶固化在pet片材上且uv胶表面具有正向纹理,然后剥离具有反向纹理的聚丙烯薄膜得到具有正向纹理的pet/uv胶片材。
30.s3、在步骤s2的具有正向纹理的pet/uv胶片材的uv胶表面涂布离型剂形成第二离型层,厚度为0.8微米,得到pet离型膜。
31.上述实施例1和2的步骤s1均在流延成型机组进行,如图1-2所示,流延成型机组包括螺杆挤出机11、前道冷却辊12、前道压辊、后道冷却辊14、后道压辊15、离型涂布与固化机构13、pp收卷机构16、织物放卷辊17和织物收卷辊18。
32.其中:前道冷却辊12与前道压辊水平转动且并排设置,前道冷却辊12与前道压辊
之间的辊隙用于传送流延挤出的聚丙烯薄膜并对聚丙烯薄膜进行前道冷却处理,使得聚丙烯薄膜的温度降至其软化点前后5℃,有助于提高后续的第一离型层与聚丙烯薄膜结合力度,保证聚丙烯薄膜与第一离型层之间的剥离力度大于第一离型层与转印织物的剥离力度,从而可以顺利剥离转印织物。要说明的是,在其他一些示例中,进一步结合了风冷,即在聚丙烯薄膜进入前道冷却辊之前先进行吹风冷却。
33.所述离型涂布与固化机构13设置在前道冷却辊12与后道冷却辊14之间的聚丙烯薄膜传送路径上,通过离型涂布与固化机构13实现在前道冷却后的聚丙烯薄膜表面涂布离型剂并固化形成第一离型层,第一离型层与聚丙烯薄膜具有良好的结合力。
34.所述后道冷却辊14与后道压辊15水平转动且并排设置,后道冷却辊14与后道压辊15之间的辊隙用于压合传送带有离型层的聚丙烯薄膜和带有正向纹理的转印织物,控制压力使得转印织物上的正向纹理转移至聚丙烯薄膜的涂有离型剂的一侧表面,同时由于聚丙烯薄膜表面形成有第一离型层,便于顺利剥离具有正向纹理的转印织物,保证在剥离过程中不会对形成在带有离型层的聚丙烯薄膜上的反向纹理造成撕拉变形以及提高反向纹理的保真度。
35.在本实施例中,所述后道冷却辊14与后道压辊15之间的压合位a在后道冷却辊14与后道压辊15的中心连线上,而后道冷却辊14的输入位m处在压合位a的上方,后道冷却辊14的输出位n处在压合位a的下方,即后道冷却辊14上贴合有聚丙烯薄膜的贴合区域以压合位a为界点前后分别设有第一后道冷却区和第二后道冷却区,第一后道冷却区为输入位m与压合位a之间的区域,第二后道冷却区为压合位a与输出位n之间的区域,第二后道冷却区的弧度大于第一后道冷却区,优选地第二后道冷却区与第一后道冷却区的弧度之和为170
°
~190
°
,第二后道冷却区与第一后道冷却区的弧度比例为2~2.6∶1。
36.本实施例的带有离型层的聚丙烯薄膜在后道冷却辊14上依次进行第一后道冷却、与转印织物压合以及第二后道冷却,通过第二后道冷却区对剥离了转印织物的聚丙烯薄膜进行最后冷却以定型聚丙烯薄膜上的反向纹理,通过第一后道冷却区对离型剂固化后的聚丙烯薄膜进行再冷却以使聚丙烯薄膜温度进一步降低,从而既保证聚丙烯薄膜与转印织物压合后的纹理可塑性,又可避免压合过程中聚丙烯薄膜渗入转印织物的内部孔隙中而导致在分离时聚丙烯薄膜表面的反向纹理受到损坏,同时压纹是从第一离型层表面向聚丙烯薄膜进行的,可以避免第一离型层厚度对纹理的失真影响,提高保真度。
37.所述后道冷却辊14与离型涂布与固化机构13之间设有第一导辊组,所述后道冷却辊14与pp收卷机构16之间设有第二导辊组,所述织物放卷辊17和织物收卷辊18分别与后道压辊15之间设有第三导辊组。
38.上述实施例1和2的步骤s2和s3均在涂胶转印设备进行,涂胶转印设备包括pet放卷机构、pp放卷机构、uv涂胶机构、uv辐照箱、离型涂布与固化线以及pet收卷机构和pp卷取机构。通过uv涂胶机构在pet片材一侧涂布uv胶,通过uv辐照箱对压合在一起的pet片材、uv胶和具有反向纹理的聚丙烯薄膜进行紫外光照射,通过离型涂布与固化线在具有正向纹理的pet/uv胶片材的uv胶表面涂布离型剂并固化形成第二离型层。
39.以上显示和描述了本发明创造的基本原理和主要特征及本发明的优点,本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明创造精神和范围的前提下,本发明还会有各种变化和改
进,这些变化和改进都落入要求保护的本发明范围内,本发明要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1