一种实现碳纤维复合材料电导通结构及其制造方法与流程
1.本发明涉及碳纤维技术领域,具体来说,涉及一种实现碳纤维复合材料电导通结构及其制造方法。
背景技术:
2.碳纤维增强树脂基复合材料具有优异的比强度、比刚度,高的化学稳定性、耐蚀性、抗疲劳性和可设计性,在航空航天、船舶海洋、交通和电子行业等多个领域广泛应用。
3.碳纤维增强树脂基复合材料以其良好的耐腐蚀性能在船舶海洋领域应用越来越广泛。其中碳纤维操作控制台已变得越来越迫切。碳纤维操作控制台由多种控制模块组成,各电子模块要求任意连接孔间具有良好电导通的功能。而碳纤维增强树脂基复合材料是由增强体碳纤维和基体树脂组成,虽然碳纤维具有导电性,但树脂基体通常为绝缘体,形成的碳纤维增强树脂基复合材料导电性较差,严重制约了碳纤维复合材料在该领域的应用。
4.目前实现碳纤增强树脂基复合材料电导通的手段有:一在碳纤维表面喷涂导电涂层,但导电涂层电阻太大无法满足要求;二在碳纤维面上连接金属板层,重量太重,防腐性能太差;对于复杂的碳纤维制件,金属板形状复杂,加工费用昂贵,材料浪费严重。
技术实现要素:
5.本发明的目的是提供一种实现碳纤维复合材料电导通结构及其制造方法,其解决了碳纤维电导通问题,贴模效果良好、材料利用率高,结构形式灵活多变。
6.本发明的技术方案是这样实现的,
7.一种实现碳纤维复合材料电导通结构,包括导通体c、外蒙皮1、内蒙皮2、金属线支撑层3-1和金属线包覆层3-3;
8.所述导通体c包括多个金属块a和金属线b,所述金属块a上具有槽结构或孔结构;金属线b用于连接相邻的金属块a,且金属线b嵌在金属块a的槽结构或孔结构中;导通体c铺放于成型模具e表面的内蒙皮2上;金属支撑层3-1位于金属线b的底部,用于支撑金属线;金属线包覆层3-3位于金属线b顶部,金属包覆层的上表面和金属块位于同一平面;所述外蒙皮设于金属线包覆层3-3和金属块a上表面。
9.进一步的,所述金属块包覆层3-2,用于填充金属块的外侧空间,金属块包覆层的高度和金属块的高度一致。
10.一种实现碳纤维复合材料电导通结构的制造方法,用于制造如上述的一种实现碳纤维复合材料电导通结构,具体包括如下步骤:
11.步骤1,确定金属块a和金属线b的数学模型,根据数学模型设计导通体c的定位连接工装d;
12.步骤2,根据碳纤维框架单元窗口连接孔的尺寸要求,设计定位连接工装d,利用定位工装d保证金属块a的位置;
13.步骤3,将金属块a和金属线b组成的导通体c进行导通测验,通过调整导通线路的
串、并联关系以满足导通值的要求;
14.步骤4,将内蒙皮铺设至碳纤维框架单元成型模具e上,并在内蒙皮的对应位置铺设金属线支撑层;从定位工装d上取下通过导通测验的导通体c,并将导通体c放置于内蒙皮上,其中金属线正对金属线支撑层且位于金属线支撑层的上表面;
15.步骤5,,将导通体c铺在内蒙皮2上时,需在模具e上进行调整定位,然后在对应位置铺贴金属线包覆层3-2以及金属块包覆层3-1,对整面其余位置进行碳纤维预浸料的填充;最后铺贴外蒙皮1,将导通体完整夹在内蒙皮、外蒙皮之间,碳纤维预浸料固化构成碳纤维框架单元4;
16.步骤6,利用模具刻线或者机加工的方式,将具有导通要求的连接孔作出,完成整体碳纤维导通框架单元4的制造。
17.进一步的,所述定位工装包括基板、第一定位组件和第二定位组件;所述第一定位组件和第二定位组件均固定于基板的上表面,所述第一定位组件的顶部设有用于固定金属块的卡槽;第二定位组件的顶部设有用于约束金属线的条形槽,条形槽的宽度和金属线的直径相同。
18.进一步的,步骤1具体为:根据金属块a的形状尺寸确定第一定位组件顶部卡槽的形状尺寸,根据金属线b的直径确定第二定位组件顶部条形槽的宽度。
19.进一步的,所述步骤2具体为:根据碳纤维框架单元窗口连接孔的尺寸要求,确定第一定位组件和第二定位组件在基板上的位置;并将金属块和金属线安装在对应的第一定位组件的顶部和第二定位组件的顶部。
20.与现有技术相比,本发明具有以下有益效果:
21.1.本发明采用了碳纤维与导通体共固化的工艺方案,导通体利用工装成型,简单便捷。柔性金属线与刚性金属块的有效组合,使导通体容易达到与产品蒙皮进行贴附,通过与蒙皮粘接成为整体后,刚性面积小,最大限度的降低了内部应力,有效的实现了高贴模精度。
22.2.本发明克服了传统制造工艺的不足,在制造大型面积大、非平面导通制件时,传统的工艺存在空鼓位置多、随型性差等缺点,即使通过校型修整也很难高贴膜精度,采用金属线加金属块导通体的工艺方案,通过预埋工艺,金属线的易折弯性可最大限度的释放了由平面变为曲面/斜面的内部应力,实现了贴模效果良好的导通结构。
23.3.本发明所设计的由金属线和金属块组成的导通体,尺寸控制可通过定位工装保证,通过机械或者焊接的方式实现导通的要求,还可通过计算不同面的角度对金属线进行折弯,该工艺过程简单方便,成型应力小,能够实现碳纤维框架较高的导通要求。
24.4.本发明以模具为基础,采用真空负压工艺,通过碳纤维包裹,填充;内蒙皮作为导通体的工作面,与导通体粘接固化成型为碳纤维导通框架单元构成本发明的核心技术特点。本发明中的金属线和金属块组成的导通体技术可实现良好的贴模性和导通效果,同时在实施过程中铺层厚度比较均匀,在各环节上都最大限度的降低了内部应力,为实现碳纤维导通框架单元提供了良好的基础,与粘贴金属板工艺相比,不仅工艺实施性简单,而且大大降低了制造成本,该碳纤维框架单元不但电导通好,可靠性高,而且操作工序简单,环境易于实现,非常适合批量生产,具有广泛的工程应用价值。
附图说明
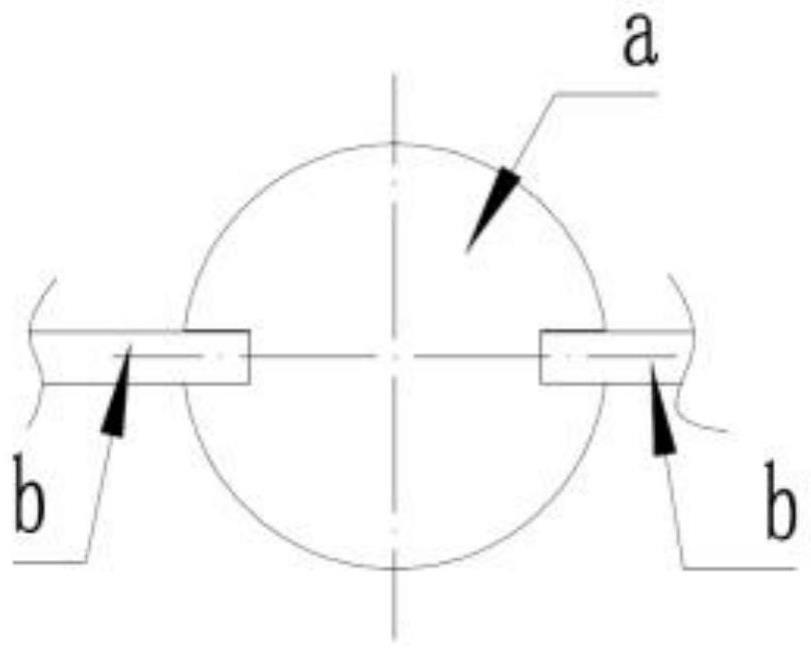
25.图1是本发明实施例中金属块和金属线的连接部分结构示意图。
26.图2是图1的截面示意图。
27.图3是本发明实施例的导通体的结构示意图。
28.图4是本发明实施例中位于定位工装上导通体的结构图。
29.图5是图4的部分结构示意图。
30.图6是本发明实施例碳纤维复合材料电导通结构的截面示意图。
31.图7是本发明实施例中满足电导通要求的碳纤维框架单元的示意图。
32.附图标记说明:a为金属块、b为金属线、c为导通体、d为定位工装、e为模具、1为外蒙皮、2为内蒙皮、3-1为金属线支撑层、3-2为金属块包裹层、3-3为金属线包覆层、4为框架单元、d-1为基板、d-2为第二定位组件、d-3为第一定位组件。
具体实施方式
33.下面结合附图和具体实施例对本发明进行详细说明。
34.一种实现碳纤维复合材料电导通结构,包括导通体c、外蒙皮1、内蒙皮2、金属线支撑层3-1和金属线包覆层3-3;
35.所述导通体c包括多个金属块a和金属线b,所述金属块a上具有槽结构或孔结构;金属线b用于连接相邻的金属块a,且金属线b嵌在金属块a的槽结构或孔结构中;导通体c铺放于模具e表面的内蒙皮2上;金属支撑层3-1位于金属线b的底部,用于支撑金属线;金属线包覆层3-3位于金属线b顶部,金属包覆层的上表面和金属块位于同一平面;所述外蒙皮设于金属线包覆层3-3和金属块a上表面。
36.进一步的,所述金属块包覆层3-2,用于填充金属块的外侧空间,金属块包覆层的高度和金属块的高度一致。
37.一种实现碳纤维复合材料电导通结构的制造方法,用于制造如上述的一种实现碳纤维复合材料电导通结构,具体包括如下步骤:
38.步骤1,确定金属块a和金属线b的数学模型,根据数学模型设计导通体c的定位连接工装d;
39.步骤2,根据碳纤维框架单元窗口连接孔的尺寸要求,设计定位连接工装d,利用定位工装d保证金属块a的位置;
40.步骤3,将金属块a和金属线b组成的导通体c进行导通测验,通过调整导通线路的串、并联关系以满足导通值的要求;
41.步骤4,将内蒙皮铺设至碳纤维框架单元成型模具e上,并在内蒙皮的对应位置铺设金属线支撑层;从定位工装d上取下通过导通测验的导通体c,并将导通体c放置于内蒙皮上,其中金属线正对金属线支撑层且位于金属线支撑层的上表面;
42.步骤5,,将导通体c铺在内蒙皮2上时,需在模具e上进行调整定位,然后在对应位置铺贴金属线包覆层3-2以及金属块包覆层3-1,对整面其余位置进行碳纤维预浸料的填充;最后铺贴外蒙皮1,将导通体完整夹在内蒙皮、外蒙皮之间,碳纤维预浸料固化构成碳纤维框架单元4;
43.步骤6,利用模具刻线或者机加工的方式,将具有导通要求的连接孔作出,完成整
体碳纤维导通框架单元4的制造。
44.进一步的,所述定位工装包括基板、第一定位组件和第二定位组件;所述第一定位组件和第二定位组件均固定于基板的上表面,所述第一定位组件的顶部设有用于固定金属块的卡槽;第二定位组件的顶部设有用于约束金属线的条形槽,条形槽的宽度和金属线的直径相同。
45.进一步的,步骤1具体为:根据金属块a的形状尺寸确定第一定位组件顶部卡槽的形状尺寸,根据金属线b的直径确定第二定位组件顶部条形槽的宽度。
46.进一步的,所述步骤2具体为:根据碳纤维框架单元窗口连接孔的尺寸要求,确定第一定位组件和第二定位组件在基板上的位置;并将金属块和金属线安装在对应的第一定位组件的顶部和第二定位组件的顶部。
47.下面为一更具体的实施例:
48.参照图1至图7,本实施例由金属块a、金属线b、金属块a与金属线b组成的导通体c、外蒙皮1、内蒙皮2、金属线支撑层3-1、金属块包覆层3-2和金属线包覆层3-3构成,所述的金属块a为开槽或开孔结构,金属线b可靠嵌入金属块a的槽或孔的结构中,通过定位工装d将金属块a和金属线b连接为导通体c,导通体c铺放于模具e表面的内蒙皮2上,金属线支撑层3-1,金属块包覆层3-2和金属线包覆层3-3将导通体c压在内蒙皮2上,碳纤维外蒙皮1将导通体c及其包覆层进行覆盖,通过高温负压的方式,将碳纤维外蒙皮1、碳纤维内蒙皮2、导通体c及金属线支撑层3-1、金属块包覆层3-2、金属块包覆层3-3粘接固化构成导通碳纤维框架单元4。
49.一种实现碳纤维电导通的制造方法,包括步骤:
50.①
确定金属块a和金属线b的数学模型,根据数学模型设计导通体c的定位连接工装d;
51.②
根据碳纤维框架单元窗口连接孔的尺寸要求,设计定位连接工装d,利用定位工装d保证金属块a的位置尺寸;
52.③
将金属块a和金属线b组成的导通体c进行导通测验,可调整导通线路的串、并联关系以满足导通值的要求;
53.④
根据碳纤维框架单元成型的模具e,导通体c进行预铺放,金属块a可将碳纤维框连接孔位置完全覆盖;
54.⑤
在碳纤维框架单元的模具e上,通过铺层设计,碳纤维内蒙皮2进行铺贴,根据铺层厚度,分次进行真空负压工艺,使其贴模;
55.⑥
先将导通体c上的金属线b的支撑层3-1进行反面铺贴操作,再将导通体c铺在内蒙皮2上,并在模具e上进行调整定位,然后铺贴金属线b的包覆层3-2以及金属块的包覆层3-1,对整面其余位置进行碳纤维预浸料的填充,通过真空负压工艺使其与内蒙皮2使其贴覆在碳纤维框架模具e上;最后铺贴外蒙皮1,将导通体完整夹在内、外蒙皮之间,碳纤维预浸料固化构成碳纤维框架单元4;
56.⑦
利用模具刻线或者机加工的方式,将具有导通要求的连接孔作出,完成整体碳纤维导通框架单元4的制造。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1