一种智能精准水肥一体化灌溉设备的制造方法与流程
1.本发明涉及灌溉设备技术领域,特别是涉及一种智能精准水肥一体化灌溉设备的制造方法。
背景技术:
2.水肥一体化技术,指灌溉与施肥融为一体的农业新技术。水肥一体化是借助压力系统(或地形自然落差),将可溶性固体或液体肥料,按土壤养分含量和作物种类的需肥规律和特点,配兑成的肥液与灌溉水一起,通过可控管道系统供水、供肥,使水肥相融后,通过管道和滴头形成滴灌,均匀、定时、定量浸润作物根系发育生长区域,使主要根系土壤始终保持疏松和适宜的含水量;同时根据不同的作物的需肥特点,土壤环境和养分含量状况,作物不同生长期需水,需肥规律情况进行不同生育期的需求设计,把水分、养分定时定量,按比例直接提供给作物。
3.现有公告号为cn215301545u的一种水肥一体化智能精准施肥系统,提高了灌溉施肥装备混肥的精度、实时性及可靠性,优化了灌溉施肥设备实施的操控性能,实现根据土壤温湿度、肥力等环境参数及不同生育周期的需要,进行定时、定需、定量精准灌溉、施肥。
4.上述施肥系统中包含的灌溉系统包括输配水管网系统和灌水器系统,输配水管网系统包括包括灌溉泵、稳压阀、过滤器和田间灌溉管网,田间灌溉管网包括多条干管、多条支管和多条毛管,干管一般采用pvc管材,支管一般采用pe管材或pvc管材,由此可知pvc管材为灌溉设备之一。
5.pvc材料有着各种优越的性能尤其是其耐化学稳定性优良,可以耐大多数酸、碱、盐甚至氢氟酸,各种有机溶剂在常温下几乎没有一种能使它溶解,但它也有强度低、刚性差等缺点,在户外灌溉过程中,经过长期的日晒雨淋和外界环境(人为或一些机械)的碰撞,使用久了容易损坏,其应用受到了一定的限制,为此,提出一种新型的强度高、刚性好的用于灌溉的pvc-u管。
技术实现要素:
6.为了克服现有技术的不足,本发明提供一种智能精准水肥一体化灌溉设备的制造方法,主要针对制造一种强度高、刚性好的用于灌溉的pvc-u管以解决背景技术中的问题。
7.为解决上述技术问题,本发明提供如下技术方案:一种灌溉管道的制造方法,包括以下步骤:
8.一:配料混合:选取pvc树脂、稳定剂、增塑剂、润滑剂、抗冲改性改良剂和填充剂等按照比例和工艺先后加入干燥混合机内,去除水分;
9.二:挤出成型:经充分干燥、混合后的物料输送上料至挤出机进行喂料,再经过锥形双螺杆挤出机塑化后通过模具挤出成型;
10.三:定型冷却:定经套及喷淋真空定型箱定型,冷却水箱冷却;
11.四:管材牵引:牵引机用于连续、自动地将已冷却变硬的型材从机头处引出来,变
频调速;
12.五:表面处理:包括增加pvc-u管表面粗糙度和提高其表面活性;
13.六:缠绕成型:将胶粘剂涂布在pvc-u表面上,在使用frp增强层缠绕;
14.七:固化处理:将缠绕好后的复合管旋转初固化,以免淌胶,待不沾手后,把复合管取下,直立放置继续后固化一周以上,固化温度为室温;
15.八:切割检验入库:固化后应进行表面处理,去毛刺气泡,再根据需要的长度进行切割,切割完检验,合格后入库。
16.优选的,所述pvc树脂采用疏松型pvc树脂,所述稳定剂采用复合铅,所述增塑剂采用eso,所述润滑剂采用聚乙烯蜡,所述抗冲改性改良剂采用氯化聚乙烯,所述填充剂采用轻质碳酸钙。
17.优选的,所述pvc树脂、稳定剂、增塑剂、润滑剂、抗冲改性改良剂和填充剂的比例为100:5:3:4:5:7。
18.优选的,所述锥形双螺杆挤出机的螺杆的温度控制在80℃到100℃之间。
19.优选的,所述定型冷却采用pvc-u真空定型冷却机进行定型、冷却,真空定型冷却机上装有供定型和冷却的真空系统和水循环系统,不锈钢冷却水箱,循环水环浸泡冷却,真空定型冷却机上装有前后移动装置和左右、高低调节手动装置。
20.优选的,所述增加pvc-u管表面粗糙度为对pvc-u管表面进行喷砂拉毛处理,以不见pvc-u管光滑表面为准。
21.优选的,所述提高其表面活性为使用sh表面处理剂对pvc-u管的表面处理。
22.优选的,所述缠绕成型为将表面处理好的pvc-u管装在缠绕机上,在pvc-u管旋转过程中,均匀的将胶粘剂涂布在pvc-u管表面上,用量为200g/m2,不得漏涂,frp增强层在缠绕过程中要施加一定的张力。
23.一种智能精准水肥一体化灌溉设备的制造方法,包括一种灌溉管道的制造方法。
24.与现有技术相比,本发明能达到的有益效果是:
25.本发明通过将pvc树脂、稳定剂、增塑剂、润滑剂、抗冲改性改良剂和填充剂等按照比例和工艺先后加入干燥混合机内,经充分干燥、混合后的物料输送上料至挤出机进行喂料,再经过锥形双螺杆挤出机塑化后通过模具挤出成型,再经过定经套及喷淋真空定型箱定型,冷却水箱冷却,然后使用牵引机用于连续、自动地将已冷却变硬的型材从机头处引出来,变频调速初步生产出pvc-u管,再对pvc-u管表面进行增加pvc-u管表面粗糙度和提高其表面活性处理,再将胶粘剂涂布在pvc-u表面上,在使用frp增强层缠绕,最后将缠绕好后的复合管旋转初固化,以免淌胶,待不沾手后,把复合管取下,直立放置继续后固化一周以上,从而得到物化性能优良,耐化学腐蚀,抗冲强度高,流体阻力小,耐老化,且具有强度高、刚性好的管道,用于灌溉作业时,即使长期处于室外日晒雨淋和室外环境人为或一些机械设备对管道碰撞的环境下,仍能保持灌溉管道的强度和刚性,防止其碰撞坏,保证其使用年限。
具体实施方式
26.为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施例,进一步阐述本发明,但下述实施例仅仅为本发明的优选实施例,并非全部。
基于实施方式中的实施例,本领域技术人员在没有做出创造性劳动的前提下所获得其它实施例,都属于本发明的保护范围。下述实施例中的实验方法,如无特殊说明,均为常规方法,下述实施例中所用的材料、试剂等,如无特殊说明,均可从商业途径得到。
27.实施例:
28.实施例一:
29.本发明提供一种智能精准水肥一体化灌溉设备的制造方法,包括一种灌溉管道的制造方法,一种灌溉管道的制造方法包括以下步骤:
30.一:配料混合:选取pvc树脂、稳定剂、增塑剂、润滑剂、抗冲改性改良剂和填充剂等按照比例和工艺先后加入干燥混合机内,去除水分,在此选择pvc树脂、稳定剂、增塑剂、润滑剂、抗冲改性改良剂和填充剂的比例为100:5:3:4:5:7;
31.二:挤出成型:经充分干燥、混合后的物料输送上料至挤出机进行喂料,再经过锥形双螺杆挤出机塑化后通过模具挤出成型;
32.三:定型冷却:定经套及喷淋真空定型箱定型,冷却水箱冷却;
33.四:管材牵引:牵引机用于连续、自动地将已冷却变硬的型材从机头处引出来,变频调速;
34.五:表面处理:包括增加pvc-u管表面粗糙度和提高其表面活性;
35.六:缠绕成型:将胶粘剂涂布在pvc-u表面上,在使用frp增强层缠绕;
36.七:固化处理:将缠绕好后的复合管旋转初固化,以免淌胶,待不沾手后,把复合管取下,直立放置继续后固化一周以上,固化温度为室温;
37.八:切割检验入库:固化后应进行表面处理,去毛刺气泡,再根据需要的长度进行切割,切割完检验,合格后入库;
38.通过上述步骤生产出的pvc-u管不仅物化性能优良,耐化学腐蚀,抗冲强度高,流体阻力小,耐老化,且具有强度高、刚性好的特点,该管道用于灌溉作业时,即使长期处于室外日晒雨淋和室外环境人为或一些机械设备对管道碰撞的环境下,仍能保持灌溉管道的强度和刚性,防止其碰撞坏,保证其使用年限。
39.实施例二:
40.在实施例一的基础上,本实施例还公开了,pvc树脂采用疏松型pvc树脂,由于pvc树脂分子量越大,高分子材料的力学性能越优异,同时也会给加工带来一定的负荷,不易塑化,因此采用疏松型的pvc树脂;
41.稳定剂可以抑制pvc-u分解拓宽其加工范围,稳定剂采用复合铅,复合铅具有价格低,热稳定效果显著等特点;
42.增塑剂可以改善物料流动,增塑剂的主要作用是消弱物料分子之间的范德华力,从而增加物料分子的移动性,即流动性,但为了避免增塑剂降低物料的维卡软化点,也不可加入过多,一般控制在五份以内,增塑剂采用eso,eso的增塑效率较高;
43.pvc-u熔体粘度大,加工流动性差,在高压、快速的注料过程中,在物料与设备之间,物料分子之间会产生过大摩擦热,造成物料分解,使工艺条件无法控制,影响制品内外质量,为进一步改进物料熔体流动性,减少或避免物料对设备的摩擦和粘附,消弱物料分子间的摩擦力,除加入少量增塑剂外,更重要的是必须加入适量的润滑剂,达到内、外润滑的平衡,润滑剂采用聚乙烯蜡;
44.为保证pvc-u管件的抗冲性能要求,由于pvc本身脆性较大,达不到要求,需进行抗冲改性,抗冲改性改良剂采用氯化聚乙烯;
45.为降低管件成本与成型收缩率,可在配方中加入适量轻质碳酸钙作为填充剂,另外,颜料也可充当部分填充剂。
46.实施例三:
47.在实施例一的基础上,本实施例还公开了,在pvc—u管材的生产过程中,由于其熔体本身就具有熔体粘度较大以及流动性较差的特点,为了有效的防止螺杆因为摩擦而导致升温的现象发生、进而引起螺杆粘料分解的不良后果或者引起管材内壁毛糙的现象发生,在pvc管材的制作过程中,需要及时的降低螺杆的温度,保证物料的塑化程度,保证管材内壁表面光亮,进而提高管材内外的质量,锥形双螺杆挤出机的螺杆的温度控制在80℃到100℃之间,尽量避免温度过低导致压力增加而造成pvc—u管材的产量下降,更严重时则会容易发生物料挤出困难而损害螺杆轴承的事故发生,另外螺杆转速需要依据挤出机的规格以及管材规格进行调整。
48.实施例四:
49.在实施例一的基础上,本实施例还公开了,定型冷却采用pvc-u真空定型冷却机进行定型、冷却,真空定型冷却机上装有供定型和冷却的真空系统和水循环系统,不锈钢冷却水箱,循环水环浸泡冷却,真空定型冷却机上装有前后移动装置和左右、高低调节手动装置。
50.实施例五:
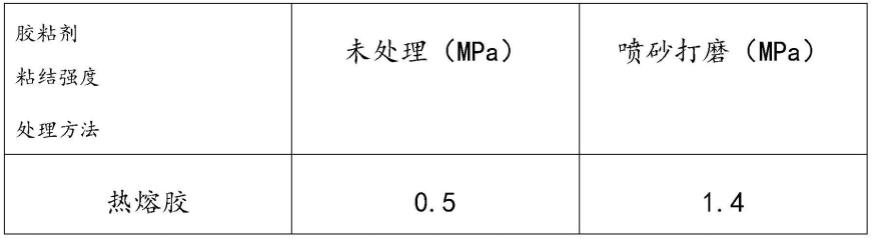
51.在实施例一的基础上,本实施例还公开了,增加pvc-u管表面粗糙度为对pvc-u管表面进行喷砂拉毛处理,以不见pvc-u管光滑表面为准,具体的pvc-u表面打磨后与未打磨的粘接强度的对比如下表1:
52.表面拉毛处理对pvc-u粘接强度的影响
[0053][0054]
表1
[0055]
实施例六:
[0056]
在实施例一的基础上,本实施例还公开了,提高其表面活性为使用sh表面处理剂对pvc-u管的表面处理,是目前最简便、快速、易控制、效果好、无毒无污染、价廉的处理方法,具体的pvc-u表面经过不同处理剂活化处理后的粘接强度的对比如下表2:
[0057]
pvc-u表面经过不同处理剂活化处理后的粘接强度
[0058][0059]
表2
[0060]
实施例七:
[0061]
在实施例一的基础上,本实施例还公开了,缠绕成型为将表面处理好的pvc-u管装在缠绕机上,在pvc-u管旋转过程中,均匀的将胶粘剂涂布在pvc-u管表面上,用量为200g/m2,不得漏涂,frp增强层在缠绕过程中要施加一定的张力,因为张力决定着纱与纱之间的压力和粘接力,张力大小直接影响层间的粘接,初张力按玻纤强度的10%选取,但不宜过大,否则会造成胶纱变形和拉断,导致含胶量偏低。随着厚度的增大,由内向外每2一3层递减一次张力,递减幅度控制在15~25n范围内,尽量使内外各层纤维在缠绕完毕后可受的实际张力相同,以期在复合管承载时内外层纤维能同时受载。
[0062]
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1