一种滑动轴承的制备方法及履带支重轮与流程
1.本发明涉及履带车辆的零件,尤其涉及一种滑动轴承的制备方法及履带支重轮。
背景技术:
2.现有的支重轮滑动轴承在工作中需承受较大的载荷、冲击及摩擦,工作条件比较恶劣,通常用锡青铜整体铸造或用钢背衬铜双金属铸造。锡青铜整体铸造的滑动轴承,铜材料成本太高,不宜大量采用。用钢背衬铜双金属铸造的滑动轴承是以钢背为基体,烧结薄壁铜合金为耐磨层,一端焊有法兰。双金属滑动轴承承载能力大,冷热变形小,抗冲击性能强,有较好的减磨与耐磨性,受变载荷作用时,有较好的耐疲劳性能。但是双金属滑动轴承由于烧结了一层薄壁铜合金,在无法形成完整润滑油膜的工况下,会发生快速磨损而失效,由于工程机械工作环境复杂,如果密封圈失效,漏油会导致双金属铜合金轴承产生异常快速磨损,造成支重轮无法正常使用,同时增加维护费。
技术实现要素:
3.本发明的目的在于提供一种滑动轴承的制备方法,滑动轴承的造价便宜,同时制备出的滑动轴承具备良好的承载能力、冷热变形能力、耐磨性能,在履带支重轮无油的工况下也能长时间有效运行,使用可靠。
4.为了达到上述目的,本发明采用如下技术方案:一种滑动轴承的制备方法,所述滑动轴承用于履带支重轮,滑动轴承的制备原料包括基体相、填充相、增强相、耐磨相和导热相,其中基体相为工程塑料或特种工程塑料,滑动轴承的制备方法包括以下步骤:
5.s1、将所述制备原料在高速混合机中混合;
6.s2、将混合均匀的制备原料投入双螺杆挤出机中挤出造粒,得到塑料粒子;
7.s3、将塑料粒子在烘箱中干燥处理;
8.s4、将干燥完全的塑料粒子进行注塑成型,得到滑动轴承;
9.s5、将滑动轴承放入烘箱中退火处理。
10.进一步的,按质量百分比计,所述基体相为原料总量的20-96%,填充相为原料总量的1-25%,增强相为原料总量的1-20%,耐磨相为原料总量的1-25%,导热相为原料总量的1-10%。
11.进一步的,所述基体相为使用温度≥100℃的工程塑料或特种工程塑料。
12.进一步的,所述填充相为无机粉体,填充相均匀地分布在基体相中。
13.进一步的,所述增强相为增强纤维。
14.进一步的,所述耐磨相采用摩擦系数≤0.1的耐磨材料。
15.进一步的,所述导热相采用导热系数≥10w/(m.k)的导热材料。
16.本发明还公开了一种履带支重轮,包括轮轴、端盖、滑动轴承以及套设于轮轴外侧的壳体,轮轴通过端盖固定连接于履带支架上,滑动轴承套设于轮轴上且位于轮轴和壳体之间,所述滑动轴承由任一上述所述的滑动轴承的制备方法制备而成。
17.进一步的,所述滑动轴承包括轴承、设置于轴承上的限位板和限位件,限位板与壳体端面配合限制轴承在轮轴上的轴向位置,壳体上设有形状与限位件相适应的卡槽,卡槽与限位件配合实现轴承与壳体相对轮轴同步转动。
18.进一步的,所述滑动轴承上设有贯通油槽,贯通油槽包括设于限位板上的第一油槽和设于轴承上的第二油槽,第一油槽位于限位板朝向端盖的摩擦面上且贯穿限位板径向上的两端,第二油槽位于轴承的内壁上且贯穿轴承轴向上的两端,第一油槽和第二油槽连通。
19.采用上述技术方案后,本发明具有如下优点:
20.1、通过采用工程塑料或特种工程塑料为基体相,具有良好的热性能、耐油耐水性能和力学性能;通过设置填充相,可以有效降低材料成本,也能提升产品轴承冷热变形能力;通过设置耐磨相,分散在基体相中可以在滑动轴承表面形成一层耐磨层,起到减磨润滑的作用;通过设置增强相,起到良好的支撑作用,提高轴承的机械性能、承载能力与冷热变形能力,同时,增强相与耐磨相之间存在协同作用,一方面增强相的添加有利于润滑剂在材料表面附着,使其具有更好的耐磨性能;另一方面其也具有良好的减磨性,进一步提升材料的耐磨性能;导热相分散在基体相中能够形成导热通路提高材料的导热性能,转移产品的热能,提高耐热性、降低磨损。因此,滑动轴承通过采用工程塑料或特种工程塑料、填充相、增强相、耐磨相和导热相作为制备原料,造价低,同时具备良好的承载能力和冷热变形能力,降低履带支重轮的使用过程中,因温度作用滑动轴承变形导致脱落的概率,另外具备良好的耐磨性能,即使在履带支重轮无油的工况下也能长时间有效运行,大大提升了滑动轴承的使用可靠性。
21.滑动轴承的制备方法通过将制备原料混合均匀、造粒、干燥、注塑成型得到滑动轴承,并增加退火工艺,消除滑动轴承内应力,进一步提升滑动轴承的耐形变能力,从而进一步保证滑动轴承在履带支重轮中使用的可靠性。
22.2、本发明还公开了一种履带支重轮,包括轮轴、端盖、滑动轴承以及套设于轮轴外侧的壳体,轮轴通过端盖固定连接于履带支架上,滑动轴承套设于轮轴上且位于轮轴和壳体之间,滑动轴承通过上述滑动轴承的制备方法制备而成,即采用工程塑料或特种工程塑料、填充相、增强相、耐磨相和导热相作为制备原料,使得滑动轴承的造价低,同时具备良好的承载能力和冷热变形能力,降低履带支重轮的使用过程中,因温度作用滑动轴承变形导致脱落的概率,另外具备良好的耐磨性能,即使在履带支重轮无油的工况下也能长时间有效运行,大大提升了滑动轴承的使用可靠性。
23.3、通过设置限位板,便于轴承的定位安装,并可以防止轴承在轮轴上轴向窜动,通过设置卡槽与限位件配合实现轴承与壳体相对轮轴同步转动,壳体在履带作用下发生转动时,可以带动轴承同步转动,同时因在温度影响下,滑动轴承可能会发生变形导致脱落,通过设置限位件和卡槽配合,可以避免轴承从壳体内壁脱落造成轴承外周面与壳体之间碰撞发生磨损,解决滑动轴承脱落造成的磨损问题,延长滑动轴承的使用寿命,提升履带支重轮使用的可靠性。
24.4、通过设置第一油槽,确保轴承内外的润滑油充分循环流动,起到润滑、散热的作用,同时减小限位板与端盖之间的摩擦力,降低磨损;通过设置第二油槽,减小轴承与轮轴之间的摩擦力,降低磨损。通过将第一油槽和第二油槽连通,使得润滑油可以循环流动。
附图说明
25.下面结合附图对本发明作进一步说明:
26.图1为本发明所述履带支重轮的剖视图。
27.图2为图1中a处的放大图
28.图3为本发明所述履带支重轮中滑动轴承的结构示意图。
29.图4为本发明所述履带支重轮中壳体的侧视图。
30.图5为本发明所述履带支重轮中滑动轴承的侧视图。
31.图6为本发明所述履带支重轮中滑动轴承的内表面展开示意图。
32.图中所标各部件名称如下:
33.100、轮轴;200、端盖;300、滑动轴承;310、轴承;311、第二油槽;320、限位板;321、第一油槽;330、限位件;400、壳体;410、卡槽。
具体实施方式
34.下面结合附图和具体实施例对本发明作进一步说明。需要理解的是,下述的“上”、“下”、“左”、“右”、“纵向”、“横向”、“内”、“外”、“竖直”、“水平”、“顶”、“底”等指示方位或位置关系的词语仅基于附图所示的方位或位置关系,仅为了便于描述本发明和简化描述,而不是指示或暗示所指的装置/元件必须具有特定的方位或以特定的方位构造和操作,因此不能理解为对本发明的限制。
35.本发明提供一种滑动轴承的制备方法,滑动轴承用于履带支重轮,滑动轴承的制备原料包括基体相、填充相、增强相、耐磨相和导热相,其中基体相为工程塑料或特种工程塑料。
36.通过采用工程塑料或特种工程塑料为基体相,具有良好的热性能、耐油耐水性能和力学性能;通过设置填充相,可以有效降低材料成本,也能提升产品轴承冷热变形能力;通过设置耐磨相,分散在基体相中可以在滑动轴承表面形成一层耐磨层,起到减磨润滑的作用;通过设置增强相,起到良好的支撑作用,提高轴承的机械性能、承载能力与冷热变形能力,同时,增强相与耐磨相之间存在协同作用,一方面增强相的添加有利于润滑剂在材料表面附着,使其具有更好的耐磨性能;另一方面其也具有良好的减磨性,可提升材料的耐磨性能;导热相分散在基体相中能够形成导热通路提高材料的导热性能,转移产品的热能,提高耐热性、降低磨损。因此,滑动轴承通过采用工程塑料或特种工程塑料、填充相、增强相、耐磨相和导热相作为制备原料,造价低,同时具备良好的承载能力和冷热变形能力,降低履带支重轮的使用过程中,因温度作用滑动轴承变形导致脱落的概率,另外具备良好的耐磨性能,即使在履带支重轮无油的工况下也能长时间有效运行,大大提升了滑动轴承的使用可靠性。
37.滑动轴承的制备方法包括以下步骤:
38.s1、将制备原料在高速混合机中混合15-30min;
39.s2、将混合均匀的制备原料投入双螺杆挤出机中挤出造粒,得到塑料粒子;
40.s3、将塑料粒子在110
±
5℃的烘箱中干燥4-6h;
41.s4、将干燥完全的塑料粒子进行注塑成型,得到滑动轴承;
42.s5、将滑动轴承放入200
±
10℃的烘箱中退火处理。
43.滑动轴承的制备方法通过将制备原料混合均匀、造粒、干燥、注塑成型得到滑动轴承,并增加退火工艺,消除滑动轴承内应力,进一步提升滑动轴承的耐形变能力,从而进一步保证滑动轴承在履带支重轮中使用的可靠性。
44.本实施例中,按质量百分比计,基体相为原料总量的20-96%,填充相为原料总量的1-25%,增强相为原料总量的1-20%,耐磨相为原料总量的1-25%,导热相为原料总量的1-10%,使得滑动轴承材料的压缩强度≥30mpa(测试标准gbt1041-2008压缩速率1mm/min),热变形温度≥100℃。
45.优选的,基体相为原料总量的66%,填充相为原料总量的10%,增强相为原料总量的8%,耐磨相为原料总量的10%,导热相为原料总量的6%。
46.基体相为使用温度≥100℃的工程塑料或特种工程塑料,如聚苯硫醚、尼龙、聚醚醚酮中的一种或多种,具有良好的热性能、耐油耐水性能及力学性能。
47.填充相采用无机粉体,如氟化钙、碳酸钙、滑石粉中的一种或多种,可为球形、片形、针形及不规则形状,填充相均匀地分布在基体相中。粒径优先30nm-50μm。
48.增强相为增强纤维,采用粉状或纤维状材料,如碳纤维、芳纶纤维、碳纤维粉、玻璃纤维的一种或多种,能综合地提高材料的力学性能、热性能及耐磨性能等。
49.耐磨相采用摩擦系数≤0.1的耐磨材料,如聚四氟乙烯、二硫化钼、聚酰亚胺的一种或多种,具有良好的耐磨性和自润滑性。粒径优先30nm-50μm。
50.导热相采用导热系数≥10w/(m.k)的导热材料,例如:石墨、石墨烯、氮化硼等,可在基材树脂中形成导热通路,提高材料的导热性能。粒径优先30nm-50μm。
51.如图1-6所示,本发明还公开了一种履带支重轮,包括轮轴100、端盖200、滑动轴承300以及套设于轮轴100外侧的壳体400,轮轴100通过端盖200固定连接于履带支架上,使得轮轴和端盖可以不转动,滑动轴承300套设于轮轴100上且位于轮轴100和壳体400之间,滑动轴承300由任一上述实施例中的滑动轴承的制备方法制备而成。滑动轴承通过上述实施例中的滑动轴承的制备方法制备而成,即采用工程塑料或特种工程塑料、填充相、增强相、耐磨相和导热相作为制备原料,使得滑动轴承的造价低,同时具备良好的承载能力和冷热变形能力,降低履带支重轮的使用过程中,因温度作用滑动轴承变形导致脱落的概率,另外具备良好的耐磨性能,即使在履带支重轮无油的工况下也能长时间有效运行,大大提升了滑动轴承的使用可靠性。
52.滑动轴承300包括轴承310、设置于轴承310上的限位板320和限位件330,限位板320与壳体400端面配合限制轴承310在轮轴100上的轴向位置,通过设置限位板,便于轴承的定位安装,并可以防止轴承在轮轴上轴向窜动,壳体400上设有形状与限位件330相适应的卡槽410,卡槽410与限位件330配合实现轴承310与壳体400相对轮轴100同步转动。通过设置卡槽与限位件配合实现轴承与壳体相对轮轴同步转动,壳体在履带作用下发生转动时,可以带动轴承同步转动,同时因在温度影响下,滑动轴承可能会发生变形导致脱落,通过设置限位件和卡槽配合,可以对轴承起到固定作用,避免轴承从壳体内壁脱落造成轴承外周面与壳体之间碰撞发生磨损,解决滑动轴承脱落造成的磨损问题,延长滑动轴承的使用寿命,提升履带支重轮使用的可靠性。
53.本实施例中,限位板320垂直于轴承310设置,限位件330位于限位板320和轴承310的连接处。通过将限位件设置于限位板和轴承的连接处,可以增加限位件与限位板和轴承
的连接面积,提升限位件的连接强度,提升限位件使用可靠性;同时,将限位件设置于限位板和轴承的连接处,故卡槽位于壳体的端面与内孔形成的折弯处,加工比较简单方便。
54.限位件330设置有多个且多个限位件330沿着限位板320的周向均布间隔设置,通过设置多个限位件与多个卡槽配合,可以进一步提升轴承和壳体配合的稳定性,进一步保证轴承不会从壳体上脱落。本实施例中,限位件设置有2个。
55.可以理解的,限位件也可以设置有1个,3个,4个等等。
56.本实施例中,限位件为方形限位件,形状规则,便于成型,同时也便于卡槽的加工。
57.可以理解的,限位件可以采用圆柱形限位件。
58.可以理解的,限位件可以采用三角形限位件。
59.轴承310、限位板320和限位件330一体注塑成型设置,提升滑动轴承的整体结构强度,且加工成型更加方便。
60.轴承310和轮轴100间隙配合设置,使得使用过程中滑动轴承对轮轴几乎没有磨损,即使在漏油或无油的工况下也能保持长寿。
61.滑动轴承300上设有贯通油槽,贯通油槽包括设于限位板320上的第一油槽321和设于轴承310上的第二油槽311,第一油槽321位于限位板320朝向端盖200的摩擦面上且贯穿限位板320径向上的两端,通过设置第一油槽,确保轴承内外的润滑油充分循环流动,起到润滑、散热的作用,同时减小限位板与端盖之间的摩擦力,降低磨损;第二油槽311位于轴承310的内壁上且贯穿轴承310轴向上的两端,通过设置第二油槽,减小轴承与轮轴之间的摩擦力,降低磨损;第一油槽321和第二油槽311连通,使得润滑油可以循环流动。
62.第一油槽321设有多个且沿着限位板320的周向均布间隔设置,通过设置多个第一油槽,提升润滑和散热效果,降低滑动轴承的磨损。本实施例中,第一油槽设置有4个,4个第一油槽呈十字形。
63.可以理解的,第一油槽也可以平行设置形成平行油槽,第一油槽的设置只需贯穿限位板径向上的两端即可。
64.可以理解的,第一油槽也可以设置有1个,2个,3个,5个等等。
65.第二油槽311采用8字形油槽,使得第二油槽环绕着轴承内壁设置,可以更大限度地使得油润滑整个轴承内壁,降低轴承与轮轴之间的磨损。
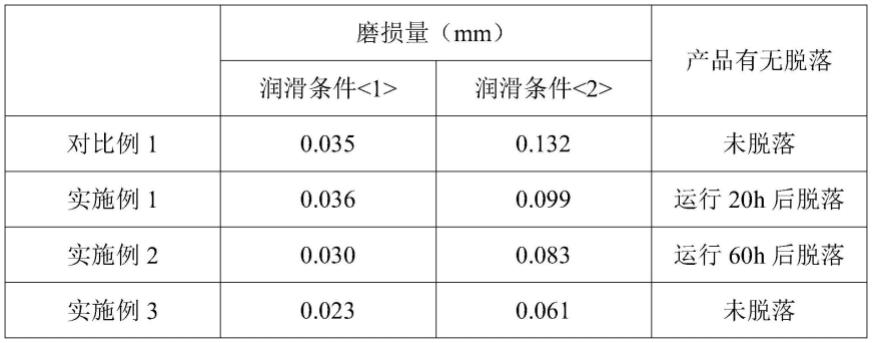
66.将本发明采用的制备方法制备而成的滑动轴承与钢背衬铜双金属轴承进行测试比对:
67.对比例1:
68.滑动轴承由钢背衬铜双金属材料铸造而成,滑动轴承上无限位件。
69.实施例1:
70.滑动轴承制备原料包括尼龙、氟化钙、碳纤维、聚四氟乙烯、石墨,制备方法采用包括步骤s1-s4(即不含退火工艺),滑动轴承上无限位件。
71.实施例2:
72.滑动轴承制备原料包括尼龙、氟化钙、碳纤维、聚四氟乙烯、石墨,制备方法采用包括步骤s1-s5(即包含退火工艺),滑动轴承上无限位件。
73.实施例3:
74.滑动轴承制备原料包括尼龙、氟化钙、碳纤维、聚四氟乙烯、石墨,制备方法采用包
括步骤s1-s5(即包含退火工艺),滑动轴承上设置有限位件。
75.测试条件:载荷6mpa,速度0.2m/s,时间100h。
76.润滑条件:《1》充分油润滑;《2》充分油润滑,80h后放掉润滑油,再运行20h。
77.实验结果见下表1:
78.表1本发明实施例与对比例的实验数据对比
[0079][0080]
由表1可以看出,在充分油润滑条件下,本发明的滑动轴承与钢背衬铜双金属轴承耐磨性能相差不大,但在缺少润滑油的条件下,本发明的滑动轴承的磨损量远小于钢背衬铜双金属轴承;本发明滑动轴承在运行过程中可能会发生形变产生脱落,加重滑动轴承的磨损,通过设置退火工艺,可以明显提高滑动轴承的抗形变能力,减少产品脱落的可能性,降低产品磨损。通过设置限位件,对滑动轴承起到有效的固定作用,可以防止脱落行为,有效降低了产品的磨损。
[0081]
除上述优选实施例外,本发明还有其他的实施方式,本领域技术人员可以根据本发明作出各种改变和变形,只要不脱离本发明的精神,均应属于本发明所附权利要求所定义的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1