一种多功能鞋底的制备方法与流程
1.本发明涉及鞋底技术领域,具体涉及一种多功能鞋底的制备方法。
背景技术:
2.现有的鞋底,主要是指中底,一般是采用单一材料制备,例如单独采用橡胶、乙烯醋酸乙烯酯共聚物、高分子聚氨酯或热塑性橡胶等,为了使该些材料制备的鞋底能够具有较好的性能,还会添加若干添加剂。但是,对于人体足部而言,前掌区域、后跟区域以及侧部区域对鞋底的功能性要求是不同的,例如鞋底对应前掌的部分,通常要求具有足够的柔软度和较高的回弹性,后跟部分又要求硬度较高以提供较好的支撑性,目前的单一材料的鞋底无法满足该种要求。
技术实现要素:
3.本发明的目的在于克服背景技术中存在的上述缺陷或问题,提供一种多功能鞋底的制备方法,该鞋底在前掌部分具有足够的柔软度和较高的回弹性,后跟部分又能具有较好的支撑性,并且侧墙部分能够有效地防止形变。
4.为达成上述目的,本发明采用如下技术方案:
5.一种多功能鞋底的制备方法,包括:将预制的第一物料、第二物料以预设速度分别从鞋底模具的前后端注入所述鞋底模具内以使所述第一物料和第二物料分别占据所述鞋底模具的前掌部分和后跟部分,再将预制的第三物料从所述鞋底模具的中间位置注入所述鞋底模具内以使所述第三物料置于所述第一物料和第二物料上方并占据所述鞋底模具的侧墙部分,经预交联后得到胚模;之后将所述胚模置入成型模具中,经发泡处理后得到鞋底成品;其中,所述的第一物料为乙烯-醋酸乙烯酯共聚物、聚烯烃弹性体、硬脂酸、发泡剂和交联剂经混炼后制得;所述的第二物料为乙烯-醋酸乙烯酯共聚物、热塑性聚酯弹性体、硬脂酸、发泡剂和交联剂经混炼后制得;所述的第三物料为乙烯-醋酸乙烯酯共聚物或聚烯烃热塑性弹性体与硬脂酸、发泡剂和交联剂经混炼后制得。
6.进一步的,所述第一物料中,以质量份数计,包括:65-85份乙烯-醋酸乙烯酯共聚物;20-30份聚烯烃弹性体;1-2份硬脂酸;3-5份发泡剂;0.5-0.8份交联剂。
7.进一步的,所述第二物料中,以质量份数计,包括:75-85份乙烯-醋酸乙烯酯共聚物;10-20份热塑性聚酯弹性体;1-2份硬脂酸;3-5份发泡剂;0.5-0.8份交联剂。
8.进一步的,所述第三物料中,以质量份数计,包括:90-95份乙烯-醋酸乙烯酯共聚物或聚烯烃热塑性弹性体;1-3份硬脂酸;3-7份发泡剂;0.5-1份交联剂。
9.进一步的,所述第一物料和第二物料中的乙烯-醋酸乙烯酯共聚物的型号为eva7470;所述第一物料中的聚烯烃弹性体的型号为engage8180或poe9061;所述第三物料中的乙烯醋酸乙烯酯共聚物的型号为eva7350,聚烯烃热塑性弹性体的型号为df110。
10.进一步的,所述第一物料、第二物料和第三物料中的发泡剂选自偶氮二甲酰胺和/或4,4-氧代二苯磺酰肼,交联剂为1,4-双叔丁基过氧异丙基苯。
11.进一步的,所述发泡处理采用化学发泡或物理发泡。
12.由上述对本发明的描述可知,相对于现有技术,本发明具有如下有益效果:
13.本发明提供一种多功能鞋底的制备方法,在该方法中,首先预制有第一、第二和第三物料,三种物料采用不同材料经混炼制得,该些物料具有不同的功能特性,之后将第一物料、第二物料分别注入到鞋底模具的前掌部分和后跟部分,二者同时注入,并且控制二者的注入速度,从而使二者能够分别充满鞋底模具的前掌和后跟部分,之后再将第三物料注入到鞋底模具中,此时第三物料会置于第一物料和第二物料之上并且充满鞋底模具的侧墙部分,从而使得三种物料能够各自占据鞋底模具的相应部分,之后令该些物料在鞋底模具中进行预交联以得到胚模,获得的胚模中三种物料已经初步连接为一体,之后再将胚模转移到成型模具中,在该成型模具中对胚模进行发泡处理,发泡处理后的胚模中三种物料在各自的区域内充分反应,同时由于三种物料均以共聚物为基础,在交联剂的作用下,三种物料接触的位置也会充分交联,从而使得三种物料紧密连为一体,最终制得的鞋底的前掌区域能够具有足够的柔软度和较高的弹性,后跟区域具有较高的硬度和弹性从而能够为用户提供较好的支撑,而侧墙区域硬度较高,能够避免鞋底侧部出现变形。
14.在本发明中,第一物料、第二物料和第三物料中均可包括乙烯-醋酸乙烯酯共聚物,或者可将第三物料中的乙烯-醋酸乙烯酯共聚物替换为聚烯烃热塑性弹性体,该些材料具有较高的硬度和韧性。其中,在第一物料加入聚烯烃弹性体,有效地提高鞋底前掌区域的柔软度以及弹性,在用户走动时可以时前掌更易弯折;在第二物料中加入热塑性聚酯弹性体,提高鞋底后跟区域的硬度以及回弹性能,使得鞋底后跟具有足够的支撑性。
具体实施方式
15.下面将对本发明实施例中的技术方案进行清楚、完整地描述。显然,所描述的实施例是本发明的优选实施例,且不应被看作对其他实施例的排除。基于本发明实施例,本领域的普通技术人员在不作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
16.本发明的权利要求书、说明书中,如使用术语“包括”、“具有”以及它们的变形,意图在于“包含但不限于”。
17.实施例一
18.本发明实施例一采用以下方法制备多功能鞋底:
19.将预制的第一物料、第二物料以预设速度分别从鞋底模具的前后端注入鞋底模具内以使第一物料和第二物料分别占据鞋底模具的前掌部分和后跟部分,再将预制的第三物料从鞋底模具的中间位置注入鞋底模具内以使第三物料置于第一物料和第二物料上方并占据鞋底模具的侧墙部分,经预交联后得到胚模;之后将胚模置入成型模具中,经发泡处理后得到鞋底成品;其中,第一物料为乙烯-醋酸乙烯酯共聚物、聚烯烃弹性体、硬脂酸、发泡剂和交联剂经混炼后制得;第二物料为乙烯-醋酸乙烯酯共聚物、热塑性聚酯弹性体、硬脂酸、发泡剂和交联剂经混炼后制得;第三物料为乙烯-醋酸乙烯酯共聚物或聚烯烃热塑性弹性体与硬脂酸、发泡剂和交联剂经混炼后制得。
20.其中,第一物料中,以质量份数计,包括65份乙烯-醋酸乙烯酯共聚物、30份聚烯烃弹性体、1.5份硬脂酸、3份发泡剂、0.5份交联剂;第二物料中,以质量份数计,包括75份乙
烯-醋酸乙烯酯共聚物、20份热塑性聚酯弹性体、1.5份硬脂酸、3份发泡剂、0.5份交联剂;第三物料中,以质量份数计,包括90份乙烯-醋酸乙烯酯共聚物、3份硬脂酸、6份发泡剂、1份交联剂。
21.在本实施例中,第一物料和第二物料中的乙烯-醋酸乙烯酯共聚物的型号为eva7470,
22.第一物料中的聚烯烃弹性体的型号为engage8180,第三物料中的乙烯醋酸乙烯酯共聚物的型号为eva7350。第一物料、第二物料和第三物料中的发泡剂为4,4-氧代二苯磺酰肼,交联剂为1,4-双叔丁基过氧异丙基苯。
23.制备过程中,第一物料采用以下步骤制得:
24.1、将称取好的乙烯-醋酸乙烯酯共聚物和聚烯烃弹性体共混后放入密炼机进行混炼,混炼时间10min,混炼温度为120℃;
25.2、将硬脂酸、发泡剂和交联剂加入混炼后的物料,并在100℃下混炼3min;
26.3、将得到的物料进行造粒,得到第一物料。
27.第二物料采用以下步骤制得:
28.1、将称取好的乙烯-醋酸乙烯酯共聚物和热塑性聚酯弹性体共混后放入密炼机进行混炼,混炼时间15min,混炼温度为130℃;
29.2、将硬脂酸、发泡剂和交联剂加入混炼后的物料,并在100℃下混炼3min;
30.3、将得到的物料进行造粒,得到第二物料。
31.第三物料采用以下步骤制得:
32.1、将称取好的乙烯-醋酸乙烯酯共聚物、硬脂酸、发泡剂和交联剂共混后加入密炼机进行混炼,混炼时间10min,混炼温度为120℃;
33.2、将得到的物料进行造粒,得到第三物料。
34.预交联温度为120摄氏度,预交联时间为20min。
35.发泡处理采用物理发泡方式,具体包括以下步骤:将胚模置入成型模具,通入氮气后升温至80℃,并加压至10mpa,60min后以1mpa/s的速率泄压,得到所需的鞋底成品。
36.实施例二
37.实施例二以实施例一为基础,区别在于:
38.第一物料中,以质量份数计,包括75份乙烯-醋酸乙烯酯共聚物、20份聚烯烃弹性体、1.5份硬脂酸、3份发泡剂、0.5份交联剂;第二物料中,以质量份数计,包括80份乙烯-醋酸乙烯酯共聚物、15份热塑性聚酯弹性体、1.5份硬脂酸、3份发泡剂、0.5份交联剂;第三物料中,以质量份数计,包括92份乙烯-醋酸乙烯酯共聚物、3份硬脂酸、4份发泡剂、1份交联剂。
39.实施例三
40.实施例三以实施例一为基础,区别在于:
41.第一物料中,以质量份数计,包括85份乙烯-醋酸乙烯酯共聚物、10份聚烯烃弹性体、1.5份硬脂酸、3份发泡剂、0.5份交联剂;第二物料中,以质量份数计,包括85份乙烯-醋酸乙烯酯共聚物、10份热塑性聚酯弹性体、1.5份硬脂酸、3份发泡剂、0.5份交联剂;第三物料中,以质量份数计,包括95份乙烯-醋酸乙烯酯共聚物、1.5份硬脂酸、3份发泡剂、0.5份交联剂。
42.实施例四
43.实施例四以实施例一为基础,区别在于:
44.实施例四中第三物料采用聚烯烃热塑性弹性体,其型号为df110。
45.此外,为说明本发明所提供的多功能鞋底的性能,本发明说明书还提供以下对比例:
46.对比例一
47.将第一物料注入成型模具并使第一物料充满成型模具,之后经过发泡处理后得到鞋底成品。
48.第一物料采用以下步骤制得:
49.1、将称取好的乙烯-醋酸乙烯酯共聚物和聚烯烃弹性体共混后放入密炼机进行混炼,混炼时间10min,混炼温度为120℃;
50.2、将硬脂酸、发泡剂和交联剂加入混炼后的物料,并在100℃下混炼3min;
51.3、将得到的物料进行造粒,得到第一物料。
52.发泡处理采用物理发泡方式,具体包括以下步骤:将第一物料注入成型模具,通入氮气后升温至80℃,并加压至10mpa,60min后以1mpa/s的速率泄压,得到所需的鞋底成品。
53.对比例二
54.将第二物料注入成型模具并使第一物料充满成型模具,之后经过发泡处理后得到鞋底成品。
55.第二物料采用以下步骤制得:
56.1、将称取好的乙烯-醋酸乙烯酯共聚物和热塑性聚酯弹性体共混后放入密炼机进行混炼,混炼时间15min,混炼温度为130℃;
57.2、将硬脂酸、发泡剂和交联剂加入混炼后的物料,并在100℃下混炼3min;
58.3、将得到的物料进行造粒,得到第二物料。
59.发泡处理采用物理发泡方式,具体包括以下步骤:将第二物料注入成型模具,通入氮气后升温至80℃,并加压至10mpa,60min后以1mpa/s的速率泄压,得到所需的鞋底成品。
60.对比例三
61.将第三物料注入成型模具并使第一物料充满成型模具,之后经过发泡处理后得到鞋底成品。
62.1、将称取好的乙烯-醋酸乙烯酯共聚物、硬脂酸、发泡剂和交联剂共混后加入密炼机进行混炼,混炼时间10min,混炼温度为120℃;
63.2、将得到的物料进行造粒,得到第三物料。
64.发泡处理采用物理发泡方式,具体包括以下步骤:将第三物料注入成型模具,通入氮气后升温至80℃,并加压至10mpa,60min后以1mpa/s的速率泄压,得到所需的鞋底成品。
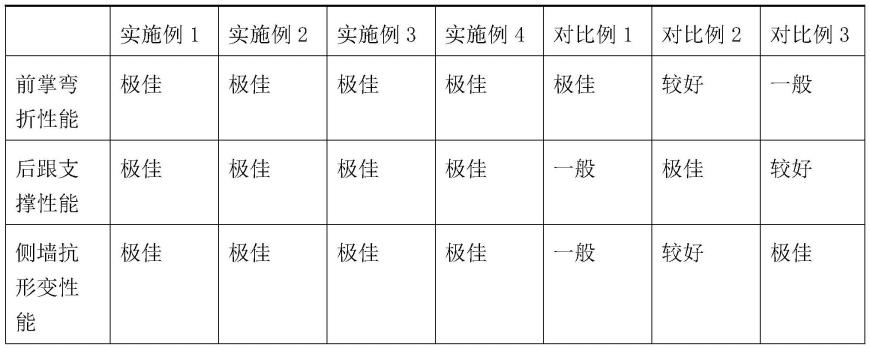
65.以下为对上述实施例和对比例的性能比较数据,由于本发明提供的多功能鞋底不同区域的材质不同,因此无法对该多功能鞋底的整体性能进行评价,且对比例与实施例仅在鞋底上不同区域的材质的分布存在区别,故针对多功能鞋底的不同区域进行使用感受分析。
[0066][0067]
由上述使用感受的对比可知,本发明所提供的多功能鞋底,在前掌弯折性能、后跟支撑性能以及侧墙抗形变性能上取得了较好的成绩,并且由于各个区域采用不同材料制成,使得不同区域能够充分利用不同材料的特点,使得整个鞋底能够全面地满足用户的需求。
[0068]
上述说明书和实施例的描述,用于解释本发明保护范围,但并不构成对本发明保护范围的限定。通过本发明或上述实施例的启示,本领域普通技术人员结合公知常识、本领域的普通技术知识和/或现有技术,通过合乎逻辑的分析、推理或有限的试验可以得到的对本发明实施例或其中一部分技术特征的修改、等同替换或其他改进,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1