一种智能化调控的EPE卷材纠偏复合设备的制作方法
一种智能化调控的epe卷材纠偏复合设备
技术领域
1.本发明涉及卷材纠偏复合领域,尤其涉及一种智能化调控的epe卷材纠偏复合设备。
背景技术:
2.epe卷材在生产过程中,是将两个单层的epe卷材经过复合机复合在一起,增加epe卷材的厚度,现有技术中通常将单层epe卷材成卷的形式放置在上料机上,被挤压辊带动着转动,经过送料辊和压辊以及电阻丝板的加热,使两个单层的epe卷材压倒一起,然而现有的设备在使用时存在一定的弊端,如现有的设备缺乏纠偏机构,在使用时两个单层的卷材容易偏离或其自身重叠,导致卷绕效果不理想,且无法感应偏离或重叠的量,造成传统设备纠偏不佳的问题;针对上述的技术缺陷,现提出一种解决方案。
技术实现要素:
3.本发明的目的在于:是通过设置复合感应单元对epe卷材进行复合过程中的epe卷材的横截长度,还通过epe卷材的横截长度分析出计算出相减值和偏差值,并通过相减值和偏差值依次进行整平处理操作和对位操作处理,以及通过整平处理操作和对位操作处理实现两个单层的epe卷材平整防重叠和对位,保证生产质量并降低epe卷材的消耗,还通过对日常相减值和偏差值的进一步周期性分析处理判断,预判断复合设备在动态使用过程中的下一个周期前进行维护,保证复合设备的稳定高效运行。
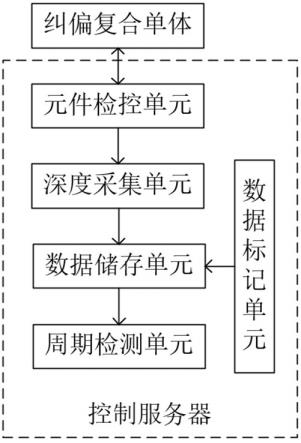
4.为了实现上述目的,本发明采用了如下技术方案:一种智能化调控的epe卷材纠偏复合设备,包括纠偏复合单体和控制服务器,所述纠偏复合单体设有多个,且控制服务器与纠偏复合单体信号连接,所述纠偏复合单体包括壳体,所述壳体内设有复合感应单元,所述复合感应单元包括引导感压组件,所述引导感压组件对称设有两个,且引导感压组件安装于壳体的内壁上,所述引导感压组件的正下方安装有电动推杆,所述电动推杆固定安装于壳体的内壁上,且电动推杆的输出轴的外端通过轴承转动套设有纠偏滚筒,两个所述纠偏滚筒的下方设有一个加热滚筒,所述加热滚筒的下方对称设有挤合滚筒,两个所述挤合滚筒抵接设置,且挤合滚筒的下方设有多组平展滚筒,所述加热滚筒、挤合滚筒、平展滚筒均转动设于壳体内;控制服务器包括元件检控单元;纠偏复合单体将感应的epe卷材的横截长度和epe卷材的拉伸压力发送给元件检控单元;元件检控单元用于接收epe卷材的横截长度和epe卷材的拉伸压力,且通过epe卷材的横截长度进行相应的整平矫正处理和对位矫正处理;还通过epe卷材的拉伸压力进行部件控制。
5.进一步的,所述引导感压组件包括转杆,所述转杆固定设于壳体内,所述转杆的外端固定套设有导向板,所述导向板的一端开设有导向槽,且导向板的另一端固定连接有感应弹簧,所述感应弹簧的端部设有压力传感器,所述压力传感器固定设于壳体内,所述导向
槽的底端面设有薄膜传感器。
6.进一步的,所述壳体的顶端部固定对称安装有顶支撑架,所述顶支撑架安装有物料滚筒,所述壳体的底端固定安装有底支撑架,所述底支撑架安装有收卷滚筒,所述壳体的顶壁和底壁分别开设有进料口和出料口,所述物料滚筒设于进料口的两侧,所述收卷滚筒设于出料口的正下方。
7.进一步的,元件检控单元的具体工作步骤如下:元件检控单元接收到epe卷材的横截长度后,将epe卷材的横截长度和预设宽度进行相减,得到相减值,将相减值和0进行比较,当相减值等于0时,则不产生控制信号;反之,则生成整平控制信号,当产生纠偏控制信号后进行整平处理操作;当整平处理操作完成后,将两个epe卷材的横截长度进行相减得到偏差值,且将偏差值与0进行比较,当偏差值等于0时,则不产生控制信号;反之,则生成对位控制信号,当生成对位控制信号后进行对位操作处理。
8.进一步的,整平处理操作的具体过程如下:先控制收卷滚筒反向旋转并适当放松epe卷材,然后通过相减值的大小控制电动推杆输出轴的输出量控制纠偏滚筒前后移动的量,从而控制纠偏滚筒前后移动并回位,对单面折叠的epe卷材进行整平矫正,且再次控制收卷滚筒正向旋转。
9.进一步的,对位操作处理的具体工作过程如下:间接控制两个纠偏滚筒前后移动,使偏差值归类,从而进行对位矫正;当对位矫正完成后,控制加热滚筒达到预设温度后,控制收卷滚筒对epe卷材进行低速收卷,当epe卷材的拉伸压力达到预设压力时,则控制收卷滚筒对epe卷材进行高速收卷。
10.进一步的,控制服务器还包括数据标记单元、深度采集单元、数据储存单元、周期检测单元;数据标记单元将多个纠偏复合单体分别进行标记并生成标签信息,且将标签信息发送给数据储存单元储存,数据储存单元用于接收并储存数据。
11.进一步的,深度采集单元采集元件检控单元运行过程中生成的相减值和偏差值,且将相减值和偏差值和与对应的标签信息进行结合生成误差值信息,且将误差值信息发送到数据储存单元储存;当数据储存单元储存的时间达到预设时间时,则将误差值信息进行打包生成待检测包,且将待检测包发送给周期检测单元;周期检测单元的具体工作步骤如下:周期检测单元接收到待检测包对其进行解压,再将待检测包内数据分别和与之对应的预设值相减,将相减得到的绝对差进行相加后,再将相加的和分别和与之对应权重参数相加并得到周期判断因子,且将周期判断因子和预设判断值进行比较,当周期判断因子大于预设判断值时,则生成周期检测信号,反之,则不产生信号,设备正常运行;当生成周期检测信号生成后进行维护提醒操作。
12.综上所述,由于采用了上述技术方案,本发明的有益效果是:本发明是通过设置复合感应单元对epe卷材进行复合过程中的epe卷材的横截长度,还通过epe卷材的横截长度分析出计算出相减值和偏差值,并通过相减值和偏差值依次进行整平处理操作和对位操作处理,以及通过整平处理操作和对位操作处理实现两个单层的epe卷材平整防重叠和对位,保证生产质量并降低epe卷材的消耗,还通过对日常相减值和偏差值的进一步周期性分析处理判断,预判断复合设备在动态使用过程中的下一个周期前进行维护,保证复合设备的稳定高效运行。
附图说明
13.图1示出了本发明的结构框图;图2示出了本发明的结构示意图;图3示出了引导感压组件的结构示意图。
14.图例说明:1、壳体;2、顶支撑架;3、物料滚筒;4、引导感压组件;5、电动推杆;6、纠偏滚筒;7、加热滚筒;8、挤合滚筒;9、平展滚筒;10、收卷滚筒;11、底支撑架;401、转杆;402、导向板;403、导向槽;404、薄膜传感器;405、感应弹簧;406、压力传感器。
具体实施方式
15.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
16.实施例1:如图1-3所示,一种智能化调控的epe卷材纠偏复合设备,包括纠偏复合单体和控制服务器,纠偏复合单体设有多个,且控制服务器与纠偏复合单体信号连接,纠偏复合单体包括壳体1,壳体1的顶端部固定对称安装有顶支撑架2,两个顶支撑架2保证设备相应部件的安装,顶支撑架2安装有物料滚筒3,壳体1的底端固定安装有底支撑架11,底支撑架11安装有收卷滚筒10,壳体1的顶壁和底壁分别开设有进料口和出料口,物料滚筒3设于进料口的两侧,收卷滚筒10设于出料口的正下方,壳体1内设有复合感应单元,复合感应单元包括引导感压组件4,引导感压组件4对称设有两个,且引导感压组件4安装于壳体1的内壁上,引导感压组件4的正下方安装有电动推杆5,电动推杆5固定安装于壳体1的内壁上,且电动推杆5的输出轴的外端通过轴承转动套设有纠偏滚筒6,两个纠偏滚筒6的下方设有一个加热滚筒7,加热滚筒7的下方对称设有挤合滚筒8,两个挤合滚筒8抵接设置,且挤合滚筒8的下方设有多组平展滚筒9,一组平展滚筒9为两个,加热滚筒7、挤合滚筒8、平展滚筒9均转动设于壳体1内;引导感压组件4包括转杆401,转杆401固定设于壳体1内,转杆401的外端固定套设有导向板402,导向板402的一端开设有导向槽403,且导向板402的另一端固定连接有感应弹簧405,感应弹簧405的端部设有压力传感器406,压力传感器406固定设于壳体1内,压力传感器406的感应端用于感应感应弹簧405的压力,导向槽403的底端面设有薄膜传感器404,薄膜传感器404用于感应epe卷材的面积;控制服务器包括:数据标记单元、元件检控单元、深度采集单元、数据储存单元、周期检测单元;数据标记单元将多个纠偏复合单体分别进行标记并生成标签信息,且将标签信息发送给数据储存单元储存;标签信息分别为j1、j2、j3、
……
ji,i为正整数;且j1、j2、j3、
……
ji均为纠偏复合单体对应序号;纠偏复合单体,还将感应的epe卷材的横截长度和epe卷材的拉伸压力发送给元件检控单元;元件检控单元,用于接收epe卷材的横截长度和epe卷材的拉伸压力,且通过epe卷材的横截长度进行相应的整平矫正处理和对位矫正处理;还通过epe卷材的拉伸压力进行收卷的速度控制;
本发明的工作过程及原理如下:步骤一,预处理,将两个epe卷材的物料滚筒3安装于顶支撑架2后,将epe卷材依次穿过两个引导感压组件4之间、两个纠偏滚筒6的相背端、加热滚筒7的外端、挤合滚筒8之间、平展滚筒9之间后,将其套设于收卷滚筒10的外端;控制收卷滚筒10正向旋转并收卷epe卷材,epe卷材被收卷后使其拉伸绷直,epe卷材被拉伸绷直后高度挤压贴合加热滚筒7、纠偏滚筒6和引导感压组件4的导向板402,epe卷材挤压导向板402后,使导向板402以转杆401为的杆心为中心并按弧形偏转,导向板402按弧形偏转后挤压与其固定连接的感应弹簧405,感应弹簧405收缩后其反向作用力作用于压力传感器406的感应端,压力传感器406的感应端感应到感应弹簧405的反向作用力后,生成epe卷材的拉伸压力,同时当epe卷材被拉伸绷直后高度贴合导向板402挤压到安装到其上的薄膜传感器404,薄膜传感器404感应到epe卷材的面积信息,并生成epe卷材的横截长度;还将epe卷材的拉伸压力和epe卷材的横截长度发送给元件检控单元;步骤二,元件检控单元接收到epe卷材的横截长度后,将epe卷材的横截长度和预设宽度进行相减,得到相减值,将相减值和0进行比较,当相减值等于0时,则不产生控制信号;反之,则生成整平控制信号,当产生纠偏控制信号后进行整平处理操作;整平处理操作的具体过程如下:先控制收卷滚筒10反向旋转并适当放松epe卷材,然后通过相减值的大小控制电动推杆5输出轴的输出量控制纠偏滚筒6前后移动的量,从而控制纠偏滚筒6前后移动并回位,对单面折叠的epe卷材进行整平矫正,且再次控制收卷滚筒10正向旋转;当整平处理操作完成后,将两个epe卷材的横截长度进行相减得到偏差值,且将偏差值与0进行比较,当偏差值等于0时,则不产生控制信号;反之,则生成对位控制信号,当生成对位控制信号后进行对位操作处理;对位操作处理的具体工作过程如下:间接控制两个纠偏滚筒6前后移动,使偏差值归类,从而进行对位矫正;当对位矫正完成后,控制加热滚筒7达到预设温度后,控制收卷滚筒10对epe卷材进行低速收卷,当epe卷材的拉伸压力达到预设压力时,则控制收卷滚筒10对epe卷材进行高速收卷;步骤三,在上述收卷的过程中,深度采集单元采集元件检控单元运行过程中生成的相减值和偏差值,且将相减值和偏差值和与对应的标签信息进行结合生成误差值信息,且将误差值信息发送到数据储存单元储存;当数据储存单元储存的时间达到预设时间时,则将误差值信息进行打包生成待检测包,且将待检测包发送给周期检测单元;步骤四,周期检测单元接收到待检测包对其进行解压,然后将待检测包内数据分别和与之对应的预设值相减,将相减得到的绝对差进行相加后,再将相加的和分别和与之对应权重参数相加并得到周期判断因子,且将周期判断因子和预设判断值进行比较,当周期判断因子大于预设判断值时,则生成周期检测信号,反之,则不产生信号,设备正常运行;当生成周期检测信号生成后进行维护提醒操作;通过编辑提醒文本提醒周期维护人员对对应设备进行周期性维护;从而对设备相关部件进行定期的维护校正工作;其中权重参数为大量数据采集量化得到;综合上述技术方案,本发明是通过设置复合感应单元对epe卷材进行复合过程中的epe卷材的横截长度,还通过epe卷材的横截长度分析出计算出相减值和偏差值,并通过
相减值和偏差值依次进行整平处理操作和对位操作处理,以及通过整平处理操作和对位操作处理实现两个单层的epe卷材平整防重叠和对位,保证生产质量并降低epe卷材的消耗,还通过对日常相减值和偏差值的进一步周期性分析处理判断,预判断复合设备在动态使用过程中的下一个周期前进行维护,保证复合设备的稳定高效运行。
17.以上所述仅为本发明的优选实施例而已,并不用于限制本发明,凡在本发明的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1