PVC热收缩标签膜生产方法与流程
本发明涉及pvc热收缩标签膜生产,尤其涉及pvc热收缩标签膜生产方法。
背景技术:
1、热收缩膜标签是一种采用专用油墨印刷在塑料膜或塑料管上的薄膜标签,在贴标签的过程中,当加热(70℃左右)时,收缩标签便会很快地沿着容器的外轮廓收缩,紧贴在容器表面,热收缩膜标签主要有收缩套管式标签和收缩环绕标签,由于薄膜本身透明度高,故标签色泽鲜艳、光泽好,但因为使用时必须经过收缩,所以存在图案变形的缺点,尤其对印刷有条码标识的产品,必须经过严格的设计和印刷质量控制,否则图案变形后将引起条码质量不合格,收缩环绕标签可以采用传统的贴标设备进行贴标,贴标过程中需要使用胶黏剂和更高的温度,在收缩过程中,由于薄膜重叠部位处的胶黏剂会产生应力作用,因此采用热熔胶为佳,目前的pvc热收缩标签膜在耐撕裂方面的性能较差,进而容易出现损坏现象。
技术实现思路
1、本发明的目的是为了解决现有技术中存在的缺点,而提出的pvc热收缩标签膜生产方法。
2、为了实现上述目的,本发明采用了如下技术方案:pvc热收缩标签膜生产方法,包括如下步骤:
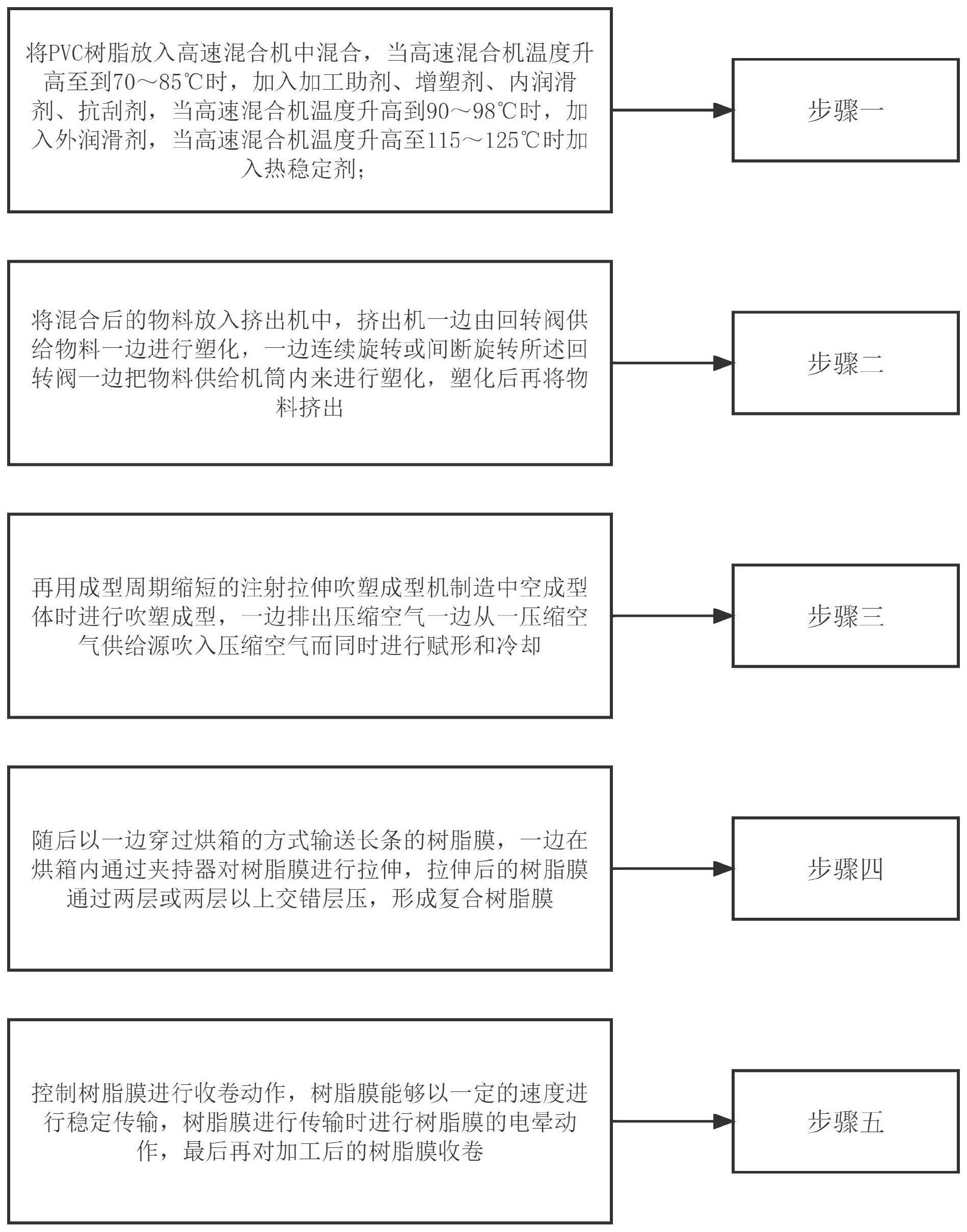
3、步骤一:将pvc树脂放入高速混合机中混合,当高速混合机温度升高到70~85℃时,加入加工助剂、增塑剂、内润滑剂、抗刮剂,当高速混合机温度升高到90~98℃时,加入外润滑剂,当高速混合机温度升高至115~125℃时加入热稳定剂;
4、步骤二:将混合后的物料放入挤出机中,挤出机一边由回转阀供给物料一边进行塑化,一边连续旋转或间断旋转所述回转阀一边把物料供给机筒内来进行塑化,塑化后再将物料挤出;
5、步骤三:再用成型周期缩短的注射拉伸吹塑成型机制造中空成型体时进行吹塑成型,一边排出压缩空气一边从一压缩空气供给源吹入压缩空气而同时进行赋形和冷却;
6、步骤四:随后以一边穿过烘箱的方式输送长条的树脂膜,一边在烘箱内通过夹持器对树脂膜进行拉伸,拉伸后的树脂膜通过两层或两层以上交错层压,形成复合树脂膜;
7、步骤五:控制树脂膜进行收卷动作,树脂膜能够以一定的速度进行稳定传输,树脂膜进行传输时进行树脂膜的电晕动作,最后再对加工后的树脂膜收卷。
8、为了限定物料比例,本发明改进有,所述pvc树脂、加工助剂、增塑剂、内润滑剂、外润滑剂和热稳定剂的各成分配比为89~95:1.8~2:3~6:1.2~2.8:0.8~2.5:0.5~0.7:1.8~2.2。
9、为了辅助膜体制备,本发明改进有,所述加工助剂为npa-6或acr中的任意一种。
10、为了提高塑性效果,本发明改进有,所述增塑剂为邻苯二甲酸二异壬酯、脂肪二元酸酯或环氧酯中任意一种。
11、为了提高膜体韧性,本发明改进有,所述抗刮剂为聚四氟乙烯、聚硅氧烷、微粉化复合乳液蜡中的任意一种。
12、为了起到润滑效果,本发明改进有,所述内润滑剂为硬脂酸钙或氧化聚乙烯蜡中任意一种。
13、为了起到润滑效果,本发明改进有,所述外润滑剂为硬脂酸或硬脂酸甘油酯中任意一种。
14、为了达到不同效果,本发明改进有,在步骤二中,所述熔融段温度为50~65℃、挤出段温度为180~200℃、模头温度为185~195℃。
15、为了稳固电晕效果,本发明改进有,在步骤五中,所述电晕过程中放电电压为8000~12000v/m;所述收卷张力为15~30bar。
16、与现有技术相比,本发明的优点和积极效果在于,
17、本发明中,通过混合、塑化、吹塑成型、拉伸和电晕等步骤制备的pvc热收缩标签膜,在原料混合过程中加入的邻苯二甲酸二异壬酯、脂肪二元酸酯或环氧酯增塑剂,同时将拉伸后的树脂膜通过两层或两层以上交错层压,形成复合树脂膜,进而提高了pvc热收缩标签膜加工后的强度,由于其本身厚度的原因,使其更加耐压耐撕裂,减少了损坏情况的出现。
技术特征:
1.pvc热收缩标签膜生产方法,其特征在于,包括如下步骤:
2.根据权利要求1所述的pvc热收缩标签膜生产方法,其特征在于:所述pvc树脂、加工助剂、增塑剂、内润滑剂、外润滑剂和热稳定剂的各成分配比为89~95:1.8~2:3~6:1.2~2.8:0.8~2.5:0.5~0.7:1.8~2.2。
3.根据权利要求1所述的pvc热收缩标签膜生产方法,其特征在于:所述加工助剂为npa-6或acr中的任意一种。
4.根据权利要求1所述的pvc热收缩标签膜生产方法,其特征在于:所述增塑剂为邻苯二甲酸二异壬酯、脂肪二元酸酯或环氧酯中任意一种。
5.根据权利要求1所述的pvc热收缩标签膜生产方法,其特征在于:所述抗刮剂为聚四氟乙烯、聚硅氧烷、微粉化复合乳液蜡中的任意一种。
6.根据权利要求1所述的pvc热收缩标签膜生产方法,其特征在于:所述内润滑剂为硬脂酸钙或氧化聚乙烯蜡中任意一种。
7.根据权利要求1所述的pvc热收缩标签膜生产方法,其特征在于:所述外润滑剂为硬脂酸或硬脂酸甘油酯中任意一种。
8.根据权利要求1所述的pvc热收缩标签膜生产方法,其特征在于:在步骤二中,所述熔融段温度为50~65℃、挤出段温度为180~200℃、模头温度为185~195℃。
9.根据权利要求1所述的pvc热收缩标签膜生产方法,其特征在于:在步骤五中,所述电晕过程中放电电压为8000~12000v/m;所述收卷张力为15~30bar。
技术总结
本发明提供PVC热收缩标签膜生产方法,涉及PVC热收缩标签膜生产技术领域,包括如下步骤:步骤一:将PVC树脂放入高速混合机中混合,当高速混合机温度升高到70~85℃时,加入加工助剂、增塑剂、内润滑剂、抗刮剂,当高速混合机温度升高到90~98℃时,加入外润滑剂,当高速混合机温度升高至115~125℃时加入热稳定剂;本发明中,通过混合、塑化、吹塑成型、拉伸和电晕等步骤制备的PVC热收缩标签膜,在原料混合过程中加入的邻苯二甲酸二异壬酯、脂肪二元酸酯或环氧酯增塑剂,同时将拉伸后的树脂膜通过两层或两层以上交错层压,形成复合树脂膜,进而提高了PVC热收缩标签膜加工后的强度,由于其本身厚度的原因,使其更加耐压耐撕裂。
技术研发人员:徐正奎,吴金龙,孙兵
受保护的技术使用者:扬州盛强薄膜材料有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!