一种高效快速成型塑料手板的制作方法
1.本实用新型涉及塑料手板生产技术领域,具体来说,涉及一种高效快速成型塑料手板。
背景技术:
2.通常刚研发或设计完成的产品均需要做手板,手板是验证产品可行性的第一步,是找出设计产品的缺陷、不足、弊端最直接且有效的方式,从而对缺陷进行针对性的改善,直至不能从个别手板样中找出不足。至此,通常还需要进行小量的试产进而找出批量里的不足以改善。设计完成产品一般不能做到很完美,甚至无法使用,直接生产一旦有缺陷将全部报废,大大浪费人力和物力和时间;而手板一般情况是少数的样品,制作周期短,损耗人力物力少,很快地找出产品设计的不足进而改善,为产品定型量产提供充足的依据。
3.公告号为:cn206623012u的一种快速成型塑料手板具备本实用新型的一种快速成型塑料手板,因添加了安装槽、固定板、复位弹簧以及弹性缓冲垫,该设计实现了手板的快速固定,固定稳定性高,大大降低了手板的安装难度,解决了原有塑料手板安装稳定性不足,安装费时费力,安装难度大的问题。
4.但是该设备在手板在成型过程中的温度无法进行控制,成型时的效率较慢。
5.针对相关技术中的问题,目前尚未提出有效的解决方案。
技术实现要素:
6.(一)解决的技术问题
7.针对现有技术的不足,本实用新型提供了高效快速成型塑料手板,具备快速成型功能,进而解决现有技术中存在的问题。
8.(二)技术方案
9.为实现上述快速成型功能,本实用新型采用的具体技术方案如下:
10.一种高效快速成型塑料手板,包括安装槽,所述安装槽的顶端四角设有升降结构,所述升降结构的底端设有温控结构,所述安装槽的内部设有成型结构,所述成型结构的顶端设有注塑结构。
11.进一步的,所述升降结构包括安装板、第一连接板、第一电动杆、第二连接板,所述安装板的底端四角设有第一连接板,所述第一连接板的底端设有第一电动杆,所述第一电动杆的底端设有第二连接板。
12.进一步的,所述温控结构包括电磁阀、涡流管、冷端出口、热端出口、换向阀、管道,所述电磁阀上连接有涡流管,所述涡流管的两端分别设有冷端出口和热端出口,所述冷端出口与所述热端出口的一侧都连接有换向阀,所述换向阀的一侧连接有管道。
13.进一步的,所述注塑结构包括注塑管、第二电动杆、接口、注塑口,所述注塑管的端角设有第二电动杆,所述注塑管的两侧设有接口,所述注塑管的底端设有注塑口。
14.进一步的,所述成型结构包括第三电动杆、电磁块、圆铁块、模具、压力传感器,所
述第三电动杆的一侧设有电磁块,所述电磁块匹配设有圆铁块,所述圆铁块的一侧设有模具,所述模具的底端设有压力传感器,所述模具的顶端分别设有冷端入口和热端入口。
15.进一步的,所述模具的顶端设有与所述注塑口相匹配的进液管。
16.(三)有益效果
17.与现有技术相比,本实用新型提供了高效快速成型塑料手板,具备以下有益效果:
18.(1)、本实用新型所设有的温控结构可以使模具内的温度进行调节控制,加快手板的成型效率,提高经济效益,同时设有的升降结构配合温控结构便于设备进行调节。
19.(2)、本实用新型所设有的注塑结构配合成型结构可以进行快速成模出模,提高手板的生产效率吗,且提高设备的自动化程度,降低人力成本,进一步的提高经济效益。
附图说明
20.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
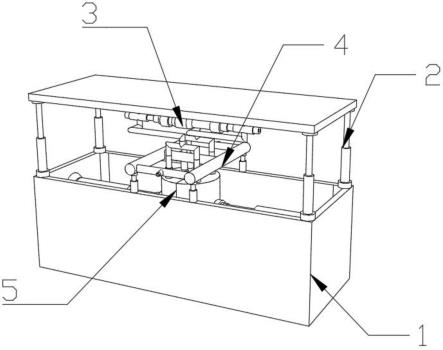
21.图1是根据本实用新型实施例的高效快速成型塑料手板的结构示意图;
22.图2是根据本实用新型实施例的高效快速成型塑料手板中升降结构的结构示意图;
23.图3是根据本实用新型实施例的高效快速成型塑料手板中温控结构的结构示意图;
24.图4是根据本实用新型实施例的高效快速成型塑料手板中注塑结构的结构示意图;
25.图5是根据本实用新型实施例的高效快速成型塑料手板中成型结构的结构示意图。
26.图中:
27.1、安装槽;2、升降结构;201、安装板;202、第一连接板;203、第一电动杆;204、第二连接板;3、温控结构;301、电磁阀;302、涡流管;303、冷端出口;304、热端出口;305、换向阀;306、管道;4、注塑结构;401、注塑管;402、第二电动杆;403、接口;404、注塑口;5、成型结构;501、第三电动杆;502、电磁块;503、圆铁块;504、模具;505、压力传感器;506、冷端入口;507、热端入口。
具体实施方式
28.为进一步说明各实施例,本实用新型提供有附图,这些附图为本实用新型揭露内容的一部分,其主要用以说明实施例,并可配合说明书的相关描述来解释实施例的运作原理,配合参考这些内容,本领域普通技术人员应能理解其他可能的实施方式以及本实用新型的优点,图中的组件并未按比例绘制,而类似的组件符号通常用来表示类似的组件。
29.根据本实用新型的实施例,提供了一种高效快速成型塑料手板。
30.现结合附图和具体实施方式对本实用新型进一步说明,如图1-5所示,根据本实用新型实施例的高效快速成型塑料手板,包括安装槽1,安装槽1的顶端四角设有升降结构2,
升降结构2的底端设有温控结构3,安装槽1的内部设有成型结构5,成型结构5的顶端设有注塑结构4。
31.通过上述技术方案,安装槽1用于安装成型结构5以及升降结构2,升降结构2通过带动温控结构3升降完成对成型结构5的对接,注塑结构4可以对成型结构5进行注塑。
32.如图1-5所示,升降结构2包括安装板201、第一连接板202、第一电动杆203、第二连接板204,安装板201的底端四角设有第一连接板202,第一连接板202的底端设有第一电动杆203,第一电动杆203的底端设有第二连接板204。
33.温控结构3包括电磁阀301、涡流管302、冷端出口303、热端出口304、换向阀305、管道306,电磁阀301上连接有涡流管302,涡流管302的两端分别设有冷端出口303和热端出口304,冷端出口303与热端出口304的一侧都连接有换向阀305,换向阀305的一侧连接有管道306。
34.注塑结构4包括注塑管401、第二电动杆402、接口403、注塑口404,注塑管401的端角设有第二电动杆402,注塑管401的两侧设有接口403,注塑管401的底端设有注塑口404。
35.成型结构5包括第三电动杆501、电磁块502、圆铁块503、模具504、压力传感器505,第三电动杆501的一侧设有电磁块502,电磁块502匹配设有圆铁块503,圆铁块503的一侧设有模具504,模具504的底端设有压力传感器505,模具504的顶端分别设有冷端入口506和热端入口507。
36.模具504的顶端设有与注塑口404相匹配的进液管。
37.为了方便理解本实用新型的上述技术方案,以下就本实用新型在实际过程中的实施例进行详细说明。
38.实施例一:成型结构5的第三电动杆501一侧设有电磁块502与活塞端相连接,电磁块502通过电流控制可以产生磁力,圆铁块503与模具504的一侧相连接,且模具504为对开式,可以分为两组,当电磁块502通电使可以与圆铁块503相连接,第三电动杆501可以带动模具504进行开合,当模具504闭合是通过注塑结构4的第二电动杆402升降带动注塑口404与模具504的进液管相对接,通过接口403接入注塑机,进而使塑液通过注塑管401以及注塑口404进入模具504内部,同时通过升降结构2的第一电动杆203带动安装板201进行升降,同时安装板201的底端连接有温控结构3,温控结构3随安装板201进行升降。
39.实施例二:温控结构3的电磁阀301接入压缩空气,同时连接涡流管302,电磁阀301控制压缩空气进入涡流管302的通断,涡流管302将压缩空气分节为热流以及冷流空气通过换向阀305以及管道306喷出,同时冷热端的管道306出口随着安装板201的升降与冷端入口506与热端入口507相对接,当注塑进行使通过打开电磁阀301以及换向阀305使热流进入模具504内部的温控腔,使模具504具备一定的温度,提高塑液的填充速度,当压力传感器505检测到模具504注塑后的重量达到定值后停止注塑,之后停止热流注入,打开冷流注入,进行冷却,冷却完成后通过第三电动杆501使模具504开模,完成手板的成型。
40.综上所述,借助于本实用新型的上述技术方案,通过安装槽1用于安装成型结构5以及升降结构2,升降结构2通过带动温控结构3升降完成对成型结构5的对接,注塑结构4可以对成型结构5进行注塑,成型结构5的第三电动杆501一侧设有电磁块502与活塞端相连接,电磁块502通过电流控制可以产生磁力,圆铁块503与模具504的一侧相连接,且模具504为对开式,可以分为两组,当电磁块502通电使可以与圆铁块503相连接,第三电动杆501可
以带动模具504进行开合,当模具504闭合是通过注塑结构4的第二电动杆402升降带动注塑口404与模具504的进液管相对接,通过接口403接入注塑机,进而使塑液通过注塑管401以及注塑口404进入模具504内部,同时通过升降结构2的第一电动杆203带动安装板201进行升降,同时安装板201的底端连接有温控结构3,温控结构3随安装板201进行升降,温控结构3的电磁阀301接入压缩空气,同时连接涡流管302,电磁阀301控制压缩空气进入涡流管302的通断,涡流管302将压缩空气分节为热流以及冷流空气通过换向阀305以及管道306喷出,同时冷热端的管道306出口随着安装板201的升降与冷端入口506与热端入口507相对接,当注塑进行使通过打开电磁阀301以及换向阀305使热流进入模具504内部的温控腔,使模具504具备一定的温度,提高塑液的填充速度,当压力传感器505检测到模具504注塑后的重量达到定值后停止注塑,之后停止热流注入,打开冷流注入,进行冷却,冷却完成后通过第三电动杆501使模具504开模,完成手板的成型。
41.在本实用新型中,除非另有明确的规定和限定,术语“安装”、“设置”、“连接”、“固定”、“旋接”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定,对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
42.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1