一步法注拉吹中空成型机拉伸机构锁模装置的制作方法
1.本实用新型涉及一种一步法注拉吹中空成型机拉伸机构锁模装置属于塑料机械设备领域。
背景技术:
2.现有一步法注拉吹设备普遍采用拉伸座气缸直接锁模,因为生产pet材料制品瓶时,吹气压力高达3mpa,所以吹气时此处需要较大锁模力,特别针对多腔广口瓶,为了得到大的锁模力,不得不采用大缸径气缸来实现拉伸座锁模。大缸径气缸导致拉伸座升降动作的所需压缩空气流量大,而拉伸座装置的负载并不大,升降动作本身并不需要大气缸来驱动,所以现有机构导致能耗高,生产成本大。
技术实现要素:
3.本实用新型的目的是为了克服已有技术的缺点,提供一种采用小缸径气缸来驱动拉伸座动作,并用横向锁销来锁模,有效降低能耗,并达到更好锁模效果的一步法注拉吹中空成型机拉伸机构锁模装置。
4.本实用新型一步法注拉吹中空成型机拉伸机构锁模装置的技术方案是:包括安装在机器转盘座上的拉伸底座,拉伸底座上设置拉伸座导杆和气缸安装板,气缸安装板上设置拉伸座气缸,拉伸座导杆上滑动设置拉伸座,拉伸座气缸连接拉伸座,拉伸座上设置拉伸气缸和拉伸导杆,拉伸气缸和拉伸导杆下连接拉伸安装板,拉伸安装板下设置拉伸组件,其特征在于所述的拉伸底座两侧壁上各设置锁销气缸和过孔,锁销气缸上连接锁销,锁销穿过过孔,所述的拉伸座两侧壁上各设置锁孔,拉伸时,拉伸座带着拉伸组件向下滑动,使锁孔与锁销相配合。
5.本实用新型的一步法注拉吹中空成型机拉伸机构锁模装置,工作时,机器在注塑合模后,拉伸座气缸驱动拉伸座和拉伸组件下降,下降到位后,锁销气缸开始动作,带动锁销穿过过孔伸入拉伸座的锁销中,完成锁模,此时拉伸组件开始拉伸动作和吹起,吹气完成后,首先拉伸气缸驱动拉伸安装板退回到原点位置,然后锁销气缸驱动锁销退回到原点位置,再拉伸座气缸驱动拉伸座退回原点后,机器开始吹模和注模开模并进入下一个循环。本方案的拉伸座气缸和锁销气缸可以采用小缸径气缸,能耗省,通过两侧的横向锁销来锁模,锁模更可靠,模具不涨模,产品质量更好。
6.本实用新型的一步法注拉吹中空成型机拉伸机构锁模装置,所述的过孔和锁孔中均设置导套,导套耐磨损,更换方便。所述的拉伸底座的两侧壁上各设置锁销气缸底座,锁销气缸安装在锁销气缸底座上,有了锁销气缸底座,使锁销气缸安装方便、牢靠。
附图说明
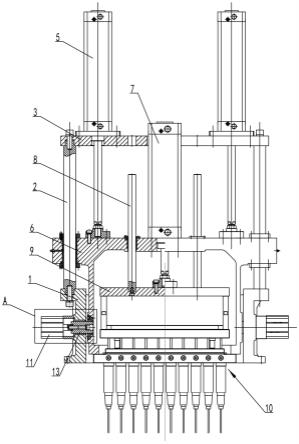
7.图1是本实用新型的一步法注拉吹中空成型机拉伸机构锁模装置拉伸锁模状态示意图;
8.图2是图1的a处局部放大图;
9.图3是本实用新型的一步法注拉吹中空成型机拉伸机构锁模装置开模状态示意图。
具体实施方式
10.本实用新型涉及一种一步法注拉吹中空成型机拉伸机构锁模装置,如图1-图3所示,包括安装在机器转盘座上的拉伸底座1,拉伸底座上设置拉伸座导杆2和气缸安装板3,气缸安装板3上设置拉伸座气缸5,拉伸座导杆2上滑动设置拉伸座6,拉伸座气缸5连接拉伸座6,拉伸座6上设置拉伸气缸7和拉伸导杆8,拉伸气缸7和拉伸导杆8下连接拉伸安装板9,拉伸安装板下设置拉伸组件10,所述的拉伸底座1两侧壁上各设置锁销气缸11和过孔12,锁销气缸11上连接锁销(13),锁销13穿过过孔12,所述的拉伸座6两侧壁上各设置锁孔15,拉伸时,拉伸座6带着拉伸组件10向下滑动,使锁孔15与锁销13相配合。工作时,机器在注塑合模后,拉伸座气缸5驱动拉伸座6和拉伸组件10下降,下降到位后,锁销气缸11开始动作,带动锁销13穿过过孔12伸入拉伸座6的锁销15中,完成锁模,此时拉伸组件10开始拉伸动作和吹起,吹气完成后,首先拉伸气缸7驱动拉伸安装板9退回到原点位置,然后锁销气缸11驱动锁销13退回到原点位置,再拉伸座气缸5驱动拉伸座6退回原点后,机器开始吹模和注模开模并进入下一个循环。本方案的拉伸座气缸和锁销气缸可以采用小缸径气缸,能耗省,通过两侧的横向锁销来锁模,锁模更可靠,模具不涨模,产品质量更好。所述的过孔12和锁孔15中均设置导套16,导套耐磨损,更换方便。所述的拉伸底座1的两侧壁上各设置锁销气缸底座17,锁销气缸11安装在锁销气缸底座17上,有了锁销气缸底座,使锁销气缸安装方便、牢靠。
技术特征:
1.一步法注拉吹中空成型机拉伸机构锁模装置,包括安装在机器转盘座上的拉伸底座(1),拉伸底座上设置拉伸座导杆(2)和气缸安装板(3),气缸安装板(3)上设置拉伸座气缸(5),拉伸座导杆(2)上滑动设置拉伸座(6),拉伸座气缸(5)连接拉伸座(6),拉伸座(6)上设置拉伸气缸(7)和拉伸导杆(8),拉伸气缸(7)和拉伸导杆(8)下连接拉伸安装板(9),拉伸安装板下设置拉伸组件(10),其特征在于所述的拉伸底座(1)两侧壁上各设置锁销气缸(11)和过孔(12),锁销气缸(11)上连接锁销(13),锁销(13)穿过过孔(12),所述的拉伸座(6)两侧壁上各设置锁孔(15),拉伸时,拉伸座(6)带着拉伸组件(10)向下滑动,使锁孔(15)与锁销(13)相配合。2.如权利要求1所述的一步法注拉吹中空成型机拉伸机构锁模装置,其特征在于所述的过孔(12)和锁孔(15)中均设置导套(16)。3.如权利要求1所述的一步法注拉吹中空成型机拉伸机构锁模装置,其特征在于所述的拉伸底座(1)的两侧壁上各设置锁销气缸底座(17),锁销气缸(11)安装在锁销气缸底座(17)上。
技术总结
一步法注拉吹中空成型机拉伸机构锁模装置,包括安装在机器转盘座上的拉伸底座,拉伸底座上设置拉伸座导杆和气缸安装板,气缸安装板上设置拉伸座气缸,拉伸座导杆上滑动设置拉伸座,拉伸座气缸连接拉伸座,拉伸座上设置拉伸气缸和拉伸导杆,拉伸气缸和拉伸导杆下连接拉伸安装板,拉伸安装板下设置拉伸组件,所述的拉伸底座两侧壁上各设置锁销气缸和过孔,锁销气缸上连接锁销,锁销穿过过孔,所述的拉伸座两侧壁上各设置锁孔,拉伸时,拉伸座带着拉伸组件向下滑动,使锁孔与锁销相配合。本方案的拉伸座气缸和锁销气缸可以采用小缸径气缸,能耗省,通过两侧的横向锁销来锁模,锁模更可靠,模具不涨模,产品质量更好。产品质量更好。产品质量更好。
技术研发人员:孙春斌
受保护的技术使用者:浙江科力塑料机械有限公司
技术研发日:2022.01.21
技术公布日:2022/9/2
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1