显影管加工装置的制作方法
1.本技术属于显影管技术领域,更具体地说,是涉及一种显影管加工装置。
背景技术:
2.显影管是一种不透射线的管。在介入治疗手术中,起到定位医疗器械特定段位置的作用,使医疗器械特定段在x光的透射下清晰可见。填充显影剂的塑料管制造方法为将塑料与显影性材料粉末通过双螺杆挤出机共混改性,制成含显影材料的混合塑胶粒子,再通过挤出机挤出成型。因为显影性材料会对塑料的力学性能有影响,当加入过多的显影性材料时,将会导致挤出机内的熔融物料发生断料现象,无法通过挤出的方式挤出精密的高含量显影剂的显影管,所以目前塑料显影管通常是在通过增加显影管的直径和厚度来增强显影管的显影性,对于精密的显影挤出管,低含量显影性材料的显影管无法满足其显影需求。
技术实现要素:
3.本技术实施例的目的在于提供一种显影管加工装置,以解决现有技术中存在的高含量显影剂的显影管难以加工的技术问题。
4.为实现上述目的,本技术采用的技术方案是:
5.提供一种显影管加工装置,包括:内模,呈筒状,所述内模的内表面围合形成第一通道,所述第一通道贯穿于所述内模,所述第一通道具有第一出口;外模,套设于所述内模外侧,所述外模的内表面和所述内模的外表面共同形成第二通道,所述第二通道具有第二出口,所述第一出口靠近于所述第二出口;所述第二通道具有浇筑口,所述浇筑口和所述第二出口间隔分布;支撑件,部分设置于所述第一通道内,部分伸出于所述第一出口。
6.在一个实施例中,所述第一通道在所述第一出口处的直径为第一直径,所述第一直径为0.01-0.03inch。
7.在一个实施例中,所述第二通道在所述第二出口处的内径为第二直径,所述第二直径为0.02-0.05inch;所述第二通道在所述第二出口处的外径为第三直径,所述第三直径为0.04-0.08inch;其中,所述第三直径大于所述第二直径,且所述第二直径大于所述第一直径。
8.在一个实施例中,所述第二通道的内径由远离于所述第二出口的位置朝向所述靠近于所述第二出口的位置逐渐减少;所述第二通道的外径由远离于所述第二出口的位置朝向靠近于所述第二出口的位置逐渐减少;所述第二通道的厚度由远离于所述第二出口的位置朝向靠近于所述第二出口的位置逐渐减少。
9.在一个实施例中,所述内模包括分流锥和芯模,所述分流锥和所述芯模固定连接,所述分流锥内部形成容纳腔,所述芯模部分设置于所述容纳腔内,所述芯模形成所述第一出口。
10.在一个实施例中,所述外模包括模头、口模和限位块,所述模头固定连接于所述口模,所述模头和所述口模共同形成所述外模的内表面,所述口模和所述芯模共同形成所述
第二出口,所述分流锥和所述模头共同形成所述浇筑口;所述限位块固定连接于所述模头和所述口模,以固定所述模头和所述口模的相对位置。
11.在一个实施例中,所述支撑件为聚甲醛实心棒。
12.在一个实施例中,所述支撑件为铜线,所述支撑件外表面固定贴合有镀银层。
13.在一个实施例中,还包括:冷却结构,所述冷却结构的入口和所述第二出口相对设置,所述冷却结构用于冷却由所述第二出口伸出的显影管。
14.在一个实施例中,还包括:牵引结构,连接于所述支撑件,用于牵引所述支撑件由所述第一通道内伸出。
15.本技术提供的显影管加工装置的有益效果在于:该显影管加工装置包括:内模、外模以及支撑件;内模呈筒状,内模的外表面围合形成围合空间,内模的内表面形成第一通道,第一通道设置于围合空间内,第一通道贯穿于内模,第一通道具有第一出口;外模套设于内模的外侧,外模的内表面和内模的外表面共同形成第二通道,第二通道呈筒形,第二通道具有第二出口,第一出口靠近于第二出口,第二通道具有浇筑口,浇筑口和第二出口间隔分布;支撑件部分设置于第一通道内,支撑件另外部分伸出于第一出口;在工作过程中,首先固定支撑件的位置,保障支撑件由部分伸出于第一出口,之后由浇筑口浇筑含有高显影剂的显影材料的热溶液(即熔融塑料),热溶液经过第二通道由第二出口流出,由第二出口流出的热溶液包覆于支撑件,利用支撑件可以为热溶液提供支撑,使热溶液在冷却的过程中可以保持形状,在冷却完成之后,只需要将支撑件抽出,即可得到含有高显影剂的显影管。
附图说明
16.为了更清楚地说明本技术实施例中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
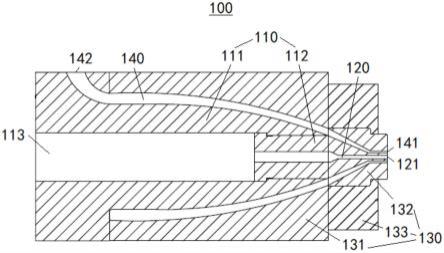
17.图1为本技术实施例提供的显影管加工装置的结构示意图;
18.图2为本技术实施例提供的显影管加工装置的部分结构示意图;
19.图3为本技术实施例提供的显影管加工装置中的部分区域放大图。
20.其中,图中各附图标记:
21.100、显影管加工装置;110、内模;111、分流锥;112、芯模;113、容纳腔;120、第一通道;121、第一出口;130、外模;131、模头;132、口模;133、限位块;140、第二通道;141、第二出口;142、浇筑口;150、支撑件;160、冷却结构;170、牵引结构。
具体实施方式
22.为了使本技术所要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本技术进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本技术,并不用于限定本技术。
23.需要说明的是,当元件被称为“固定于”或“设置于”另一个元件,它可以直接在另一个元件上或者间接在该另一个元件上。当一个元件被称为是“连接于”另一个元件,它可
以是直接连接到另一个元件或间接连接至该另一个元件上。
24.需要理解的是,术语“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。
25.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本技术的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
26.现对本技术实施例提供的显影管加工装置进行说明。
27.如图1、图2以及图3所示,该显影管加工装置100包括:内模110、外模130以及支撑件150。
28.内模110呈筒状,内模110具有内表面和外表面,内模110的内表面围合形成第一通道120。具体的,内模110可以为回转体形,在此情况下,第一通道120的轴线和内模110的轴线共线;第一通道120可以为圆柱体形。内模110的外表面距离内模110的轴线的距离可以由一端至另一端逐步增加,从而内模110的外表面可以形成类似于梯台的侧壁的形式。第一通道120具有第一出口121。具体的,该第一出口121可以设置于第一通道120靠近于内模110的外表面靠近于轴线的一端。
29.外模130也成筒状,外模130具有内表面,外模130套设于内模110外侧,外模130的内表面和内模110的外表面之间具有间隙,该间隙可以形成第二通道140,该第二通道140可以供具有高含量显影剂的塑料熔体流过。第二通道140具有第二出口141,第二出口141可以设置为圆环形。具有高含量显影剂的塑料熔体由第二出口141流出之后便可以形成圆柱体形,在冷却之后便可以形成圆柱体形的具有高含量显影剂的显影管。
30.支撑件150部分设置于第一通道120内,支撑件150的另外部分伸出于第一出口121。支撑件150伸出于第一出口121的部分可以为由第二出口141流出的塑料熔体提供支撑,以保障塑料熔体在冷却的过程中具有足够的支撑,使塑料熔体在冷却的过程中可以保持其形状稳定。在塑料熔体冷却完毕之后,将支撑件150由具有高含量显影剂的显影管中抽出即可。
31.该显影管加工装置100包括:内模110、外模130以及支撑件150;内模110呈筒状,内模110的外表面围合形成围合空间,内模110的内表面形成第一通道120,第一通道120设置于围合空间内,第一通道120贯穿于内模110,第一通道120具有第一出口121;外模130套设于内模110的外侧,外模130的内表面和内模110的外表面共同形成第二通道140,第二通道140呈筒形,第二通道140具有第二出口141,第一出口121靠近于第二出口141,且第一出口121伸出于第二出口141,第二通道140具有浇筑口142,浇筑口142和第二出口141间隔分布;支撑件150部分设置于第一通道120内,支撑件150另外部分伸出于第一出口121;在工作过程中,首先固定支撑件150的位置,保障支撑件150由部分伸出于第一出口121,之后由浇筑口142浇筑含有高显影剂的显影材料的热溶液,热溶液经过第二通道140由第二出口141流出,由第二出口141流出的热溶液包覆于支撑件150,利用支撑件150可以为热溶液提供支撑,使热溶液在冷却的过程中可以保持形状,在冷却完成之后,只需要将支撑件150抽出,即
可得到含有高显影剂的显影管。
32.在本技术的一些实施例中,第一通道120在第一出口121处的直径为第一直径,该第一直径可以为0.010-0.030inch。具体的,该第一直径可以为0.021inch。具体的,支撑件150的直径也可以为0.010-0.030inch,例如,支撑件150的直径可以为0.020inch。当然,支撑件150的直径可以略小于第一直径,以便于支撑件150在第一通道120内滑动。具体的,支撑件150和内模110之间可以过渡配合或小间隙配合。该支撑件150的直径即为加工形成的显影管的内径。
33.在本技术的一些实施例中,第二通道140在第二出口141处的内径为第二直径,该第二直径可以为0.020-0.050inch。当然,该第二直径需要大于第一直径,以为内模110的结构提供存在空间。具体的,该第二直径可以为0.030inch。塑料熔体由第二出口141流出之后,便依附于支撑件150,因此塑料熔体在由第二出口141流出至依附于支撑件150的过程中,塑料熔体的内径不断缩小,直至塑料熔体的内径由第二直径缩小为支撑件150的直径。第二通道140在第二出口141处的外径为第三直径,该第三直径可以为0.040-0.080inch。当然,第三直径需要大于第二直径,以为外模130的结构提供存在空间。具体的,该第三直径可以为0.050inch。塑料熔体由第二出口141流出时,塑料熔体的外径为第三直径,由于塑料熔体在流出之后会贴合于支撑件150,因此塑料熔体的外径会缩小,即成品的显影管的外径小于0.05inch。
34.在本技术的一些实施例中,第二通道140的内径由远离于第二出口141的位置朝向靠近于第二出口141的位置逐渐减少。塑料熔体在第二通道140内流动的过程中,第二通道140的内径不断缩小,可以保障塑料熔体在流动至第二出口141处可以紧密贴合于第二通道140的内壁,可以保障由第二出口141流出的塑料熔体在靠近于第二通道140内表面的位置处的结构完整。
35.在本技术的一些实施例中,第二通道140的外径由远离于第二出口141的位置朝向靠近于第二出口141的位置逐渐减少。塑料熔体在第二通道140内流动的过程中,第二通道140的外径不断缩小,可以保障塑料熔体在流动至第二出口141处可以紧密贴合于第二通道140的外壁,可以保障由第二出口141流出的塑料熔体在靠近于第二通道140外表面的位置处的结构完整。
36.在本技术的一些实施例中,第二通道140的厚度由远离于第二出口141的位置朝向靠近于第二出口141的位置逐渐减少。塑料熔体在第二通道140内流动的过程中,第二通道140的厚度不断缩小,可以保障塑料熔体流动至第二出口141处具有足够的压强,使塑料熔体可以紧密充盈于第二通道140的第二出口141处,进一步保障塑料熔体由第二出口141处流出的结构的完整,从而可以保障成品的结构完整。
37.在本技术的一些实施例中,内模110可以包括分流锥111和芯模112。
38.分流锥111位于内模110背离于第一出口121的一端,分流锥111用于形成第二通道140的内壁的前端。分流锥111具有内表面和外表面,分流锥111的内表面围合形成容纳腔113,分流锥111的外表面形成第二通道140的内壁的一部分。
39.芯模112部分设置于容纳腔113的内部,芯模112设置于容纳腔113内的部分固定练级于分流锥111,芯模112的外表面可以通过粘接等方式固定连接于分流锥111的内表面。芯模112的另外部分伸出于容纳腔113,芯模112伸出于容纳腔113的部分形成第一出口121。芯
模112具有内表面和外表面,芯模112的内表面形成第一通道120,芯模112伸出于容纳腔113的外表面和分流锥111的外表面共同形成第二通道140的内壁。
40.在本技术的一些实施例中,外模130可以包括:模头131、口模132以及限位块133。
41.模头131包裹于分流锥111的外侧,模头131和分流锥111之间具有间隙。模头131具有内表面和外表面,模头131的内表面和分流锥111的外表面共同形成第二通道140的部分,模头131的外表面和分流锥111的外表面共同形成浇筑口142,浇筑口142连通于第二通道140,塑料熔体通过浇筑口142进入至第二通道140内部。
42.口模132固定连接于模头131,口模132具有内表面和外表面,口模132的内表面和模头131的内表面共同形成第二通道140的外壁。口模132包裹于芯模112的外侧,口模132和芯模112之间具有间隙,口模132和芯模112共同形成第二出口141。
43.限位块133固定连接于模头131和口模132,限位块133用于固定模头131和口模132之间的相对位置关系。具体的,限位块133可以通过胶水等方式固定连接于模头131的外表面和口模132的外表面。
44.在本技术的一些实施例中,支撑件150可以为铜线。由于铜线具有较强的延展性,在受力的作用下会被拉长,并且在拉长之后铜线的直径会降低。因此利用铜线作为支撑件150可以在显影管成型之后,对铜线施加拉力,使铜线被拉长以降低铜线的直径,从而便于将支撑件150和显影管之间完成脱离。
45.在本技术的一些实施例中,支撑件150可以为聚甲醛实心棒,由于聚甲醛实心棒具有结构强度较高且表面光滑的特点,可以为显影管提供支撑,并且保障显影管和支撑件150之间的连接力较低,有利于支撑件150和显影管完成脱离。
46.在本技术的一些实施例中,支撑件150的外表面可以贴合有镀银层或镀锌层,即支撑件150可以为镀银铜线或镀锌铜线。由于镀银层和镀锌层的表面光滑,可以有效降低显影管和支撑件150之间的连接力,有利于支撑件150和显影管完成脱离。
47.在本技术的一些实施例中,该显影管加工装置100还可以包括:冷却结构160。
48.冷却结构160具有入口和出口,冷却结构160的入口和第二出口相对设置,支撑件150承载着附着于其上的塑料熔体一起向前运动即可由冷却结构160的入口进入至冷却结构160内,以利用冷却结构160对熔体进行冷却以形成显影管。具体的,冷却结构160可以为箱体,箱体内可以盛装有冷水、干冰等冷媒,在热熔状态下的显影管进入其中之后,利用冷媒可以对其进行冷却,从而形成固化的显影管成品。
49.在本技术的一些实施例中,该显影管加工装置100还可以包括:牵引结构170。
50.牵引结构170连接于支撑件150,牵引结构170用于牵引支撑件150由第一通道120内伸出。具体的,牵引结构170可以设置于冷却结构160的出口处,支撑件150由冷却结构160的出口处伸出之后,利用牵引结构170可以对支撑件150施加拉力的作用,以使支撑件150由第一出口伸出。具体的,牵引结构170可以由两个传送带形成,两个传送带可以分别由上下两个方向对显影管施加牵引力,利用传送带和显影管之间的摩擦力可以带动显影管持续向前运动。
51.以上所述仅为本技术的较佳实施例而已,并不用以限制本技术,凡在本技术的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1