一种塑膜焊接装置的制作方法
1.本实用新型涉及塑膜焊接领域,尤其涉及一种塑膜焊接装置。
背景技术:
2.塑膜指用聚氯乙烯、聚乙烯、聚丙烯、聚苯乙烯以及其他树脂制成的薄膜,用于包装,以及用作覆膜层。塑料包装及塑料包装产品在市场上所占的份额越来越大,特别是复合塑料软包装,已经广泛地应用于食品、医药、化工等领域。
3.目前,塑膜的焊接主要采用接触式热合焊接方式,例如通过热压辊对塑膜叠合部分进行热压焊接。接触式热合焊接方式存在以下缺点:1)热阻大,热衰减严重;2)发热量低,塑膜输送速度为了与热压焊接速度相匹配,输送速度较慢且难以大幅提升;3)塑膜热压焊接时,焊渣会粘在热压辊表面,导致热压辊表面不平整,当表面不平整的热压辊对后面的待焊接塑膜进行焊接时,塑膜叠合部分贴合不紧密,容易出现虚焊问题。
4.此外,也有采用超声波对塑膜进行热熔的方式,但焊接过程仍收到焊接功率、速度的限制,焊接过程中也会由于塑膜贴合不紧密以及存在焊渣等问题导致虚焊现象。
5.采用上述焊接方式,在焊接过程中每焊接2-3米的塑膜就至少会出现一个虚焊的部位,焊接效果差,塑膜输送速度也被限制在20m/min以内。
技术实现要素:
6.本实用新型的目的是提供一种塑膜焊接装置,对塑膜焊接质量好,基本解决虚焊的问题,而且有利于提高塑膜焊接时的移动速度,提高生产效率。
7.为实现上述目的,本实用新型提供一种塑膜焊接装置,包括外壳,外壳上设有相连通的激光通道和风道;激光通道一端位于外壳外侧,另一端位于外壳内,外壳内设有与激光通道相对应的激光发生器。
8.作为本实用新型的进一步改进,所述外壳包括相连接的激光发生器保护壳和激光吹风混合通道基座,所述激光发生器设置在激光发生器保护壳内,激光通道和风道均设置在激光吹风混合通道基座上。
9.作为本实用新型的更进一步改进,所述激光通道内设有聚焦镜片;所述风道的输出端与位于聚焦镜片出光端一侧的激光通道侧壁相连通。
10.作为本实用新型的更进一步改进,所述激光吹风混合通道基座包括可拆式连接的第一基座和第二基座;激光通道包括相连通的第一激光通道和第二激光通道,第一激光通道贯穿第一基座,第二激光通道贯穿第二基座;聚焦镜片卡接在第一激光通道和第二激光通道之间;第一基座与激光发生器保护壳连接;激光发生器的输出端与第一激光通道的输入端相对应。
11.作为本实用新型的更进一步改进,所述风道包括依次连通的第一风道、第二风道和第三风道;第一风道贯穿第一基座;第二风道和第三风道两者呈夹角且均位于第二基座内;第三风道一端与所述第二激光通道的侧壁连通;第一风道位于第一激光通道的一侧。
12.作为本实用新型的更进一步改进,所述第一风道的输入端连接有气管一端,气管另一端为供气源连接端。
13.有益效果
14.与现有技术相比,本实用新型的塑膜焊接装置的优点为:
15.1、向风道内通入气体,使气体进入激光通道,并从激光通道输出端吹出形成风,通过风的压力和支撑部的限位作用使塑膜待焊接的部分相互紧贴,此时通过从激光通道射出的激光的光斑在塑膜的贴合部分进行热合焊接。塑膜焊接装置不接触塑膜,即使塑膜焊接装置表面不平整也不会在塑膜表面造成瑕疵,而风确保塑膜相互紧贴且不存在缝隙的同时,还能起到吹走焊渣、对焊接部位降温等作用,基本杜绝了虚焊的问题,从而大幅提高了塑膜的焊接质量。此外,由于焊接质量提高,焊渣也能被风快速排除,风压大小和激光光斑的热量均能大范围调节,在风和激光光斑两者共同作用区域与塑膜作相对移动时,即使移动速度大幅提高,只要激光光斑热量、塑膜材质、塑膜厚度、风量以及相对移动速度等参数相互匹配,仍然能确保塑膜焊接质量的稳定。因此,该方式也有利于提高生产效率。以输送塑膜为例,塑膜的输送速度即使提高到50-100m/min,仍能基本杜绝虚焊的问题。
16.2、风的流动方向与激光的照射方向均位于同一直线上,风的流动方向与激光的照射方向两者均垂直于塑膜的叠合部分,不仅能让风的压紧作用和激光的焊接作用最优化,而且可防止塑膜因倾斜受风而出现叠合部分横向滑移的问题。
17.3、风通过与激光通道旁接的风道进入激光通道,风与激光均从激光通道的输出端射出。由于风不会对激光产生不良影响,这种风与激光的合并输出方式实现难度最小,方便风道与激光发生器的布置。
18.4、聚焦镜片可调节激光光斑大小。聚焦镜片卡接在第一激光通道和第二激光通道之间,通过解除第一基座和第二基座两者的连接,即可更换聚焦镜片。
19.通过以下的描述并结合附图,本实用新型将变得更加清晰,这些附图用于解释本实用新型的实施例。
附图说明
20.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
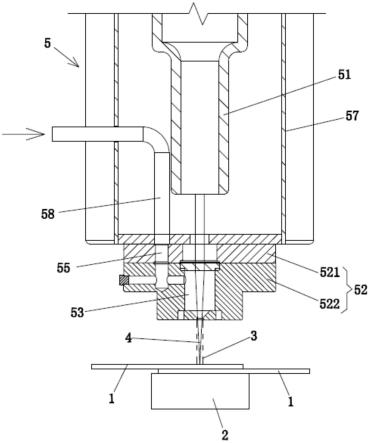
21.图1为塑膜焊接装置的剖视图;
22.图2为塑膜焊接装置的工作状态主视图;
23.图3为激光吹风混合通道基座的剖视图;
24.图4为塑膜焊接时的侧视图;
25.图5为投影范围a和投影范围b均呈圆形的示意图;
26.图6为投影范围a和投影范围b均呈椭圆形的示意图。
具体实施方式
27.现在参考附图描述本实用新型的实施例。
28.实施例
29.本实用新型的具体实施方式如图1至图6所示,一种塑膜焊接装置5,包括外壳,外壳上设有相连通的激光通道53和风道55。激光通道53一端位于外壳外侧,另一端位于外壳内,外壳内设有与激光通道53相对应的激光发生器51。
30.外壳包括相连接的激光发生器保护壳57和激光吹风混合通道基座52,激光发生器51设置在激光发生器保护壳57内,激光通道53和风道55均设置在激光吹风混合通道基座52上。
31.激光通道53内设有聚焦镜片54。风道55的输出端与位于聚焦镜片54出光端一侧的激光通道53侧壁相连通。激光发生器51发出的激光通过聚焦镜片54进行聚焦,形成的光斑41越小,能量越集中。此外,聚焦镜片也可以集成在激光通道53上。
32.激光吹风混合通道基座52包括可拆式连接的第一基座521和第二基座522。激光通道53包括相连通的第一激光通道531和第二激光通道532,第一激光通道531贯穿第一基座521,第二激光通道532贯穿第二基座522。聚焦镜片54卡接在第一激光通道531和第二激光通道532之间。第一基座521与激光发生器保护壳57连接。激光发生器51的输出端与第一激光通道531的输入端相对应。本实施例中,第一基座521和第二基座522两者之间通过螺栓连接。
33.风道55包括依次连通的第一风道551、第二风道552和第三风道553。第一风道551贯穿第一基座521。第二风道552和第三风道553两者呈夹角且均位于第二基座522内。第三风道553一端与第二激光通道532的侧壁连通,另一端贯通至第二基座522外侧并通过堵头56堵住。第一风道551位于第一激光通道531的一侧且两者平行。第一风道551和第二风道552同轴线布置。
34.第一风道551的输入端连接有气管58一端,气管58另一端为供气源连接端。气管58一部分位于激光发生器保护壳57内,其供气源连接端伸出至激光发生器保护壳57外,可与风机(图中未画出)连接。
35.激光4和风3从塑膜焊接装置5的激光通道53输出端射出,激光4和风3两者同轴线布置。
36.通过塑膜焊接装置5焊接塑膜的方法如下:
37.让塑膜1待焊接的部分相互叠合,叠合部分其中一侧通过支撑部2限位,另一侧通过风3的压力使塑膜1的叠合部分紧密贴合,同时通过激光4的光斑41在塑膜1的贴合部分进行热合焊接。
38.风3作用在塑膜1贴合部分的投影范围a31大于激光4的光斑41落在塑膜1贴合部分的投影范围b41,投影范围b41位于投影范围a31内。投影范围a31和投影范围b41的边缘轮廓为圆形、椭圆形或多边形,如图5至6所示。投影范围a31和投影范围b41两者的投影形状可以相同,也可以不同,但必须确保投影范围b41位于投影范围a31内。
39.风3的流动方向与激光4的照射方向均位于同一直线上。风3的流动方向与激光4的照射方向两者均垂直于塑膜1的叠合部分,如图2所示。当然,根据设备位置及特殊情况下,风3的流动方向也可以与激光4的照射方向成一定的角度,从侧面对焊接部进行压制;以便于风管的设计及连接,其目的只是利用风能作用,压紧待焊接的塑膜1搭接边。
40.通过激光4的光斑41在塑膜1的贴合部分进行热合焊接时,风3和激光4的光斑41两
者的共同作用区域与塑膜1的叠合部分相对移动。如图4所示,支撑部2和塑膜焊接装置5静止,塑膜1在输送辊的作用下向前输送,塑膜1待焊接的部分相互叠合并被风3的压力压向支撑部2,从而让待焊接的部分相互贴合,同时激光4的光斑41垂直照射在塑膜1的贴合部分,从而实现塑膜的热合焊接。
41.该方案中,塑膜激光焊接方法用于塑膜热合包装型材,例如通过塑膜热合焊接包装型材、箱子等产品。
42.工作时,通过风3的压力和支撑部2的限位作用使塑膜1待焊接的部分相互紧贴,此时通过激光4的光斑41在塑膜1的贴合部分进行热合焊接。塑膜焊接装置5不接触塑膜1,即使塑膜焊接装置5表面不平整也不会在塑膜1表面造成瑕疵,而风3确保塑膜1相互紧贴且不存在缝隙的同时,还能起到吹走焊渣、对焊接部位降温等作用,基本杜绝了虚焊的问题,从而大幅提高了塑膜1的焊接质量。
43.此外,由于焊接质量提高,焊渣也能被风3快速排除,风压大小和激光光斑41的热量均能大范围调节,在塑膜1移动时,即使移动速度大幅提高,只要激光光斑热量、塑膜材质、塑膜厚度、风量以及相对移动速度等参数相互匹配,仍然能确保塑膜1焊接质量的稳定。因此,该方式也有利于提高生产效率。
44.以上结合最佳实施例对本实用新型进行了描述,但本实用新型并不局限于以上揭示的实施例,而应当涵盖各种根据本实用新型的本质进行的修改、等效组合。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1