一种汽车内饰件用热压成型装置的制作方法
1.本实用新型涉及一种热压成型装置,特别是涉及一种汽车内饰件用热压成型装置,属于汽车内饰件加工技术领域。
背景技术:
2.汽车内饰件一般是指轿车车厢的隔板、门内装饰板、仪表板总成、扶手、地毯等零部件和材料,相对于车上其它部件而言,它们对车辆的运行性能没有什么影响,但其面目一览无遗,代表了整部车子的形象,孰优孰劣,决定着轿车的声誉和档次,决定着人们选择轿车的意向。另外,对于轿车来讲,虽然内饰件只是一些辅助性的零配件,但它们要承担起减振、隔热、吸音和遮音等功能,对轿车的舒适性起到十分重要的作用,而在内饰件的过程中一些产品需要采用热压成型装置进行加工生产。
3.现有技术中的热压成型装置存在如下问题:
4.1、在进行拆模的过程中,下模具的位置固定,需要人工手动从顶部将产品取出,拆模不便;
5.2、无法将模具进行自动的顶起,容易产生粘连,实用性较低;
6.为此设计一种汽车内饰件用热压成型装置来优化上述问题。
技术实现要素:
7.本实用新型的主要目的是为了提供一种汽车内饰件用热压成型装置,安装板两端滑竿的设置,通过滑竿外侧底部的齿块与齿轮之间啮合,使得在进行开合模的过程中,能够自动控制下模具的翻转,改变产品的拿取位置,使用更加方便,半圆形下模具底部稳定块的设置,能够确保下模具在翻转过程中的稳定性,另外通过下模具内部顶杆、安装仓、限位块以及复位弹簧组成的顶起机构的设置,能够在下模具的翻转过程中,自动控制顶杆上移,将成型之后的产品进行顶起,有效的避免产品与模具之间的粘连,且随着下模具的翻转能够自动将产品排出,实用性更高。
8.本实用新型的目的可以通过采用如下技术方案达到:
9.一种汽车内饰件用热压成型装置,包括底座,所述底座顶部的两侧皆固定有支杆,所述支杆的顶部固定有顶板,所述顶板的底部安装有气缸,所述气缸的输出端安装有安装板,所述安装板的底部安装有上模具,所述安装板的两侧皆固定有滑竿,所述滑竿外侧的底部皆设置有齿块,所述支杆底部之间转动安装有转杆,所述转杆的中间位置处固定有下模具,所述转杆的两端皆安装有与齿块啮合的齿轮,所述下模具的内部设置有顶起机构。
10.优选的:所述支杆的内侧皆开设有滑槽,所述安装板的两端皆位于滑槽的内部。
11.优选的:所述底座顶部的一端滑动设置有收集框,所述收集框上设置有拉杆。
12.优选的:所述底座顶部固定有稳定块,所述稳定块的顶部开设有与下模具配合的弧形槽,且弧形槽的内壁上设置有防滑垫。
13.优选的:所述顶起机构包括顶杆、安装仓和限位块,所述顶杆贯穿下模具的上下
面,所述顶杆与下模具之间滑动连接,所述下模具的内部开设有安装仓,所述顶杆从安装仓的内部穿过,所述安装仓内部的顶杆上固定有限位块,所述限位块与安装仓的内顶部之间设置有复位弹簧,所述顶杆的底部延伸至下模具的外部。
14.优选的:所述顶杆底端靠近稳定块的一侧为弧形。
15.优选的:所述下模具的翻转角度为0-90
°
。
16.本实用新型的有益效果为:
17.本实用新型提供的一种汽车内饰件用热压成型装置,安装板两端滑竿的设置,通过滑竿外侧底部的齿块与齿轮之间啮合,使得在进行开合模的过程中,能够自动控制下模具的翻转,改变产品的拿取位置,使用更加方便;
18.半圆形下模具底部稳定块的设置,能够确保下模具在翻转过程中的稳定性,另外通过下模具内部顶杆、安装仓、限位块以及复位弹簧组成的顶起机构的设置,能够在下模具的翻转过程中,自动控制顶杆上移,将成型之后的产品进行顶起,有效的避免产品与模具之间的粘连,且随着下模具的翻转能够自动将产品排出,实用性更高。
附图说明
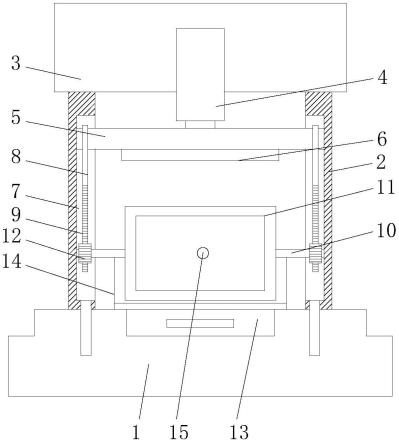
19.图1为本实用新型的主视剖视图;
20.图2为本实用新型的底座结构图;
21.图3为本实用新型的下模具剖视图;
22.图4为本实用新型的滑竿结构图。
23.图中:1、底座;2、支杆;3、顶板;4、气缸;5、安装板;6、上模具;7、滑槽;8、滑竿;9、齿块;10、转杆;11、下模具;12、齿轮;13、收集框;14、稳定块;15、顶起机构;16、顶杆;17、安装仓;18、限位块;19、复位弹簧。
具体实施方式
24.为使本技术领域人员更加清楚和明确本实用新型的技术方案,下面结合实施例及附图对本实用新型作进一步详细的描述,但本实用新型的实施方式不限于此。
25.实施例一
26.如图1-图4所示,本实施例提供了一种汽车内饰件用热压成型装置,包括底座1,底座1顶部的两侧皆固定有支杆2,支杆2的顶部固定有顶板3,顶板3的底部安装有气缸4,气缸4的输出端安装有安装板5,安装板5的底部安装有上模具6,安装板5的两侧皆固定有滑竿8,滑竿8外侧的底部皆设置有齿块9,支杆2底部之间转动安装有转杆10,转杆10的中间位置处固定有下模具11,转杆10的两端皆安装有与齿块9啮合的齿轮12,下模具11的内部设置有顶起机构15,支杆2的内侧皆开设有滑槽7,安装板5的两端皆位于滑槽7的内部,底座1顶部的一端滑动设置有收集框13,收集框13上设置有拉杆。
27.使用时,启动气缸4控制安装板5以及上模具6的下移,安装板5下移的过程中带动滑竿8下降,滑竿8底部的齿块9与齿轮12之间啮合,带动下模具11进行翻转,对下模具11的位置进行矫正,然后与上模具6之间贴合,将注塑溶液注入到模具的内部,将产品进行热压成型,在拆模时,气缸4控制上模具6分离,上模具6上升一段距离之后,滑竿8上的齿块9再次与齿轮12之间啮合,控制下模具11的翻转,改变产品的拿取位置。
28.实施例二
29.在本实施例中,如图1-图4所示,底座1顶部固定有稳定块14,稳定块14的顶部开设有与下模具11配合的弧形槽,且弧形槽的内壁上设置有防滑垫。
30.利用稳定块14的设置,能够确保下模具11在翻转之后的位置稳定。
31.在本实施例中,顶起机构15包括顶杆16、安装仓17和限位块18,顶杆16贯穿下模具11的上下面,顶杆16与下模具11之间滑动连接,下模具11的内部开设有安装仓17,顶杆16从安装仓17的内部穿过,安装仓17内部的顶杆16上固定有限位块18,限位块18与安装仓17的内顶部之间设置有复位弹簧19,顶杆16的底部延伸至下模具11的外部。
32.拆模时下模具11的翻转,将顶杆16的底部与稳定块14的内壁贴合,并对顶杆16进行挤压,顶杆16上移,将产品从下模具11的内部顶起,并在下模具11翻转至垂直时,产品自动落入到收集框13的内部进行存储。
33.在本实施例中,顶杆16底端靠近稳定块14的一侧为弧形。
34.确保顶杆16与稳定块14的接触面为斜面,确保将顶杆16顶起。
35.在本实施例中,下模具11的翻转角度为0-90
°
。
36.确保对产品的取出效果。
37.以上所述,仅为本实用新型进一步的实施例,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型所公开的范围内,根据本实用新型的技术方案及其构思加以等同替换或改变,都属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1