一种可避免光学镜片扭曲变形的柱面非球面光学镜片模具的制作方法
本技术涉及光学镜片,尤其涉及的是一种可避免光学镜片扭曲变形的柱面非球面光学镜片模具。
背景技术:
1、光学镜片的模压成形采用的是整体加热模压成形法,即对模具和玻璃预形体整体进行加热,保证模具和玻璃预形体整体达到模压成形温度,在玻璃预形体整体软化之后进行模压成形,然后对模具及成形的光学镜片整体进行降温冷却,使得模具各组件及光学镜片冷却至常温状态。而柱面镜片(cylindrical lens)是指可以在单一轴向汇聚或发散光束的光学镜片,其在光学计量、激光扫描、光谱学、激光二极管输出光束整形、光片照明显微成像等多个行业和领域都有着广泛的应用。其中柱面光学镜片模具加工分上下模具,一般下模为非球面柱面或阵列面。
2、目前,柱面镜片模具在模压尺寸较小的非球面柱镜片时,镜片硝材在模压过程中容易产生沿光学镜片宽度方向的变形溢料情况,导致光学镜片在加工时无法直接一次加工成型(需要后期对光学镜片的溢料部分进行切割加工),为了解决这一问题,可以在上下模之间设置用于限制光学镜片宽度方向尺寸的尺寸限位结构,避免溢料,使光学镜片实现一次成型。但是,在实际生产中,尺寸限位结构在模压过程中往往容易出现旋转移动,导致生产出来的非球面柱镜片出现扭曲变形的情况,严重影响光学镜片的良率。
3、因此,现有技术还有待改进。
技术实现思路
1、本实用新型的目的在于提供一种可避免光学镜片扭曲变形的柱面非球面光学镜片模具,旨在解决现有技术中存在的一个或多个问题。
2、本实用新型的技术方案如下:
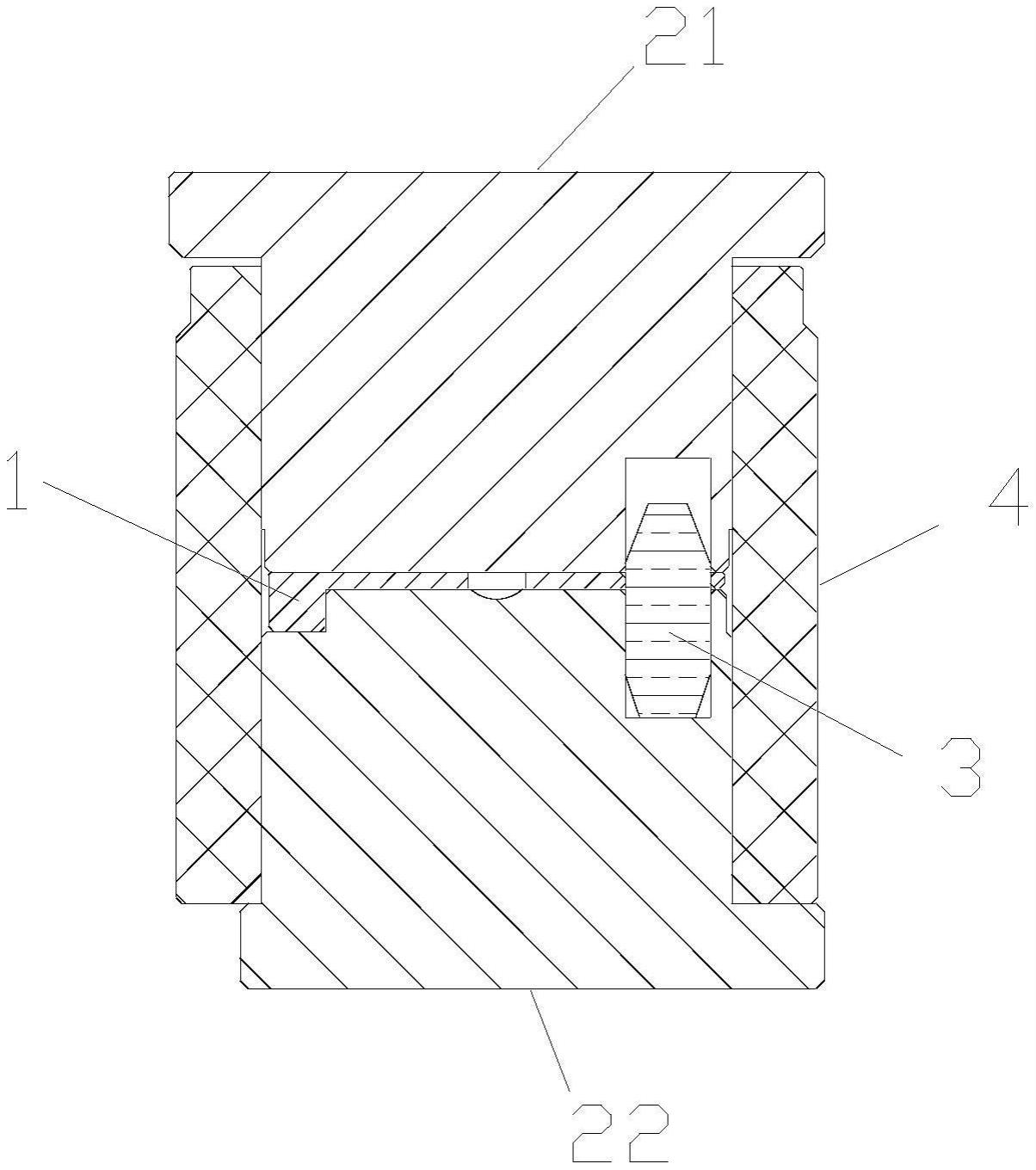
3、本技术方案提供一种可避免光学镜片扭曲变形的柱面非球面光学镜片模具,包括光学镜片模具、宽度定位结构和定位销,所述光学镜片模具包括上模具和下模具,在所述上模具上设置有第一限位孔,在所述下模具上设置有第二限位孔,在所述宽度定位结构上设置有沿所述宽度定位结构的厚度方向贯穿整个所述宽度定位结构的第三限位孔,在所述下模具上设置有第一限位卡合结构,在所述宽度定位结构上设置有第二限位卡合结构;在所述上模具和所述下模具合模时,所述宽度定位结构位于所述上模具和所述下模具之间,所述定位销穿过所述第一限位孔、所述第二限位孔和所述第三限位孔,所述第一限位卡合结构和所述第二限位卡合结构互相卡合限位;镜片硝材放置在所述上模具和所述下模具之间,对柱面光学镜片模具施加模压压力,使镜片硝材在所述非球面柱加工槽和所述上模具的共同作用下模压成型,所述宽度定位结构限制镜片硝材向光学镜片宽度方向的溢料。
4、进一步地,在所述下模具的上表面上设置有非球面柱加工槽;所述宽度定位结构上设置有沿所述宽度定位结构的厚度方向贯穿整个所述宽度定位结构的槽孔,所述槽孔的宽度与待模压成型的光学镜片的宽度一致;在模压过程中,所述槽孔与所述非球面柱加工槽上下对齐。
5、进一步地,所述宽度定位结构设计成具有一定厚度的平板,所述槽孔设计为方形孔形状,所述槽孔的厚度与所述宽度定位结构的厚度一致。
6、进一步地,所述上模具的下表面为上模压加工面,所述上模压加工面为平面或球面;在所述上模具和所述下模具合模时,所述宽度定位结构的上表面与所述上模具的下表面贴合,所述宽度定位结构的上表面形状与所述上模压加工面的形状相适配,设计为平面或球面,所述宽度定位结构的下表面与所述下模具的上表面贴合,所述宽度定位结构的下表面形状设计为平面。
7、进一步地,所述第一限位孔和所述第二限位孔设置为沉孔。
8、进一步地,所述定位销设置成中间宽两头窄的纺锤体形状。
9、进一步地,所述第一限位卡合结构设置成定位槽面,所述第二限位卡合结构设置为定位凸块;或者所述第一限位卡合结构设置成定位凸块,所述第二限位卡合结构设置为定位槽面。
10、进一步地,所述第一限位卡合结构设置成从所述下模具的上表面向所述下模具的下表面方向凹陷的定位槽面,所述第二限位卡合结构设置为相对于所述宽度定位结构的下表面向下凸出的定位凸块;所述定位凸块与所述第三限位孔分别位于所述槽孔的两侧。
11、进一步地,还包括内筒,所述内筒的内径与所述上模具、所述下模具的直径尺寸相适配;将所述内筒套在上模具、所述下模具外面。
12、进一步地,在所述内筒的侧壁上设置有若干个贯穿所述内筒侧壁的排气孔,所述排气孔与所述上模具和所述下模具之间的空间连通;位于所述上模具和所述下模具之间的气体通过排气孔排出柱面光学镜片模具。
13、通过上述可知,本技术方案通过设置宽度定位结构限制镜片硝材向光学镜片宽度方向的溢料,使光学镜片可以实现一次成型,以降低光学镜片的加工难度和加工成本;同时通过定位销连接上模具、宽度定位结构和下模具,再配合第一限位卡合结构和第二限位卡合结构对宽度定位结构进行限位,以避免宽度定位结构在模压过程中的旋转移动,避免光学镜片出现扭曲变形,以保证光学镜片的良率;整个可避免光学镜片扭曲变形的柱面非球面光学镜片模具的设计合理,满足使用要求。
技术特征:
1.一种可避免光学镜片扭曲变形的柱面非球面光学镜片模具,其特征在于,包括光学镜片模具、宽度定位结构和定位销,所述光学镜片模具包括上模具和下模具,在所述上模具上设置有第一限位孔,在所述下模具上设置有第二限位孔,在所述宽度定位结构上设置有沿所述宽度定位结构的厚度方向贯穿整个所述宽度定位结构的第三限位孔,在所述下模具上设置有第一限位卡合结构,在所述宽度定位结构上设置有第二限位卡合结构;在所述上模具和所述下模具合模时,所述宽度定位结构位于所述上模具和所述下模具之间,所述定位销穿过所述第一限位孔、所述第二限位孔和所述第三限位孔,所述第一限位卡合结构和所述第二限位卡合结构互相卡合限位;镜片硝材放置在所述上模具和所述下模具之间,对柱面光学镜片模具施加模压压力,使镜片硝材在非球面柱加工槽和所述上模具的共同作用下模压成型,所述宽度定位结构限制镜片硝材向光学镜片宽度方向的溢料。
2.根据权利要求1所述的可避免光学镜片扭曲变形的柱面非球面光学镜片模具,其特征在于,在所述下模具的上表面上设置有非球面柱加工槽;所述宽度定位结构上设置有沿所述宽度定位结构的厚度方向贯穿整个所述宽度定位结构的槽孔,所述槽孔的宽度与待模压成型的光学镜片的宽度一致;在模压过程中,所述槽孔与所述非球面柱加工槽上下对齐。
3.根据权利要求2所述的可避免光学镜片扭曲变形的柱面非球面光学镜片模具,其特征在于,所述宽度定位结构设计成具有一定厚度的平板,所述槽孔设计为方形孔形状,所述槽孔的厚度与所述宽度定位结构的厚度一致。
4.根据权利要求1所述的可避免光学镜片扭曲变形的柱面非球面光学镜片模具,其特征在于,所述上模具的下表面为上模压加工面,所述上模压加工面为平面或球面;在所述上模具和所述下模具合模时,所述宽度定位结构的上表面与所述上模具的下表面贴合,所述宽度定位结构的上表面形状与所述上模压加工面的形状相适配,设计为平面或球面,所述宽度定位结构的下表面与所述下模具的上表面贴合,所述宽度定位结构的下表面形状设计为平面。
5.根据权利要求1所述的可避免光学镜片扭曲变形的柱面非球面光学镜片模具,其特征在于,所述第一限位孔和所述第二限位孔设置为沉孔。
6.根据权利要求1所述的可避免光学镜片扭曲变形的柱面非球面光学镜片模具,其特征在于,所述定位销设置成中间宽两头窄的纺锤体形状。
7.根据权利要求2所述的可避免光学镜片扭曲变形的柱面非球面光学镜片模具,其特征在于,所述第一限位卡合结构设置成定位槽面,所述第二限位卡合结构设置为定位凸块;或者所述第一限位卡合结构设置成定位凸块,所述第二限位卡合结构设置为定位槽面。
8.根据权利要求7所述的可避免光学镜片扭曲变形的柱面非球面光学镜片模具,其特征在于,所述第一限位卡合结构设置成从所述下模具的上表面向所述下模具的下表面方向凹陷的定位槽面,所述第二限位卡合结构设置为相对于所述宽度定位结构的下表面向下凸出的定位凸块;所述定位凸块与所述第三限位孔分别位于所述槽孔的两侧。
9.根据权利要求1所述的可避免光学镜片扭曲变形的柱面非球面光学镜片模具,其特征在于,还包括内筒,所述内筒的内径与所述上模具、所述下模具的直径尺寸相适配;将所述内筒套在上模具、所述下模具外面。
10.根据权利要求9所述的可避免光学镜片扭曲变形的柱面非球面光学镜片模具,其特征在于,在所述内筒的侧壁上设置有若干个贯穿所述内筒侧壁的排气孔,所述排气孔与所述上模具和所述下模具之间的空间连通;位于所述上模具和所述下模具之间的气体通过排气孔排出柱面光学镜片模具。
技术总结
本技术提供一种可避免光学镜片扭曲变形的柱面非球面光学镜片模具,通过设置宽度定位结构限制镜片硝材向光学镜片宽度方向的溢料,使光学镜片可以实现一次成型,以降低光学镜片的加工难度和加工成本;同时通过定位销连接上模具、宽度定位结构和下模具,再配合第一限位卡合结构和第二限位卡合结构对宽度定位结构进行限位,以避免宽度定位结构在模压过程中的旋转移动,避免光学镜片出现扭曲变形,以保证光学镜片的良率;整个可避免光学镜片扭曲变形的柱面非球面光学镜片模具的设计合理,满足使用要求。
技术研发人员:贾和军,张业辉,许纪源,任少阳
受保护的技术使用者:佛山光宏光学科技有限公司
技术研发日:20220822
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!