一种塑料改性双螺杆挤出用定型装置的制作方法
1.本实用新型涉及挤出定型领域,尤其涉及一种塑料改性双螺杆挤出用定型装置。
背景技术:
2.塑料是以单体为原料,通过加聚或缩聚反应聚合而成的高分子化合物,其抗形变能力中等,介于纤维和橡胶之间,由合成树脂及填料、增塑剂、稳定剂、润滑剂、色料等添加剂组成,塑料的主要成分是树脂。
3.改性塑料,是指在通用塑料和工程塑料的基础上,经过填充、共混、挤出定型等方式进行加工。
4.相关技术中,在对改性塑料进行挤出定型时,通常采用双螺杆或单螺杆挤出机进行挤出,通过相应的挤出定型嘴进行定型处理,当需要进行不同截面型状棒料的生产时,需要时对挤出定型嘴进行拆装更换,而现有的挤出定型嘴在组装的过程中,通常采用螺钉的方式进行组装,不仅需要借用工具进行反复旋拧,而且在长期旋拧的过程中,容易造成螺钉的损伤,进而影响后续的组装效果,影响挤出定型效果。
5.因此,有必要提供一种塑料改性双螺杆挤出用定型装置解决上述技术问题。
技术实现要素:
6.本实用新型提供一种塑料改性双螺杆挤出用定型装置,解决了需要借用拆装工具进行反复操作,降低拆装效率的问题。
7.为解决上述技术问题,本实用新型提供的塑料改性双螺杆挤出用定型装置包括:
8.双螺杆挤出机本体;
9.套筒,所述套筒固定于所述双螺杆挤出机本体的出口端,且套筒的一侧固定连接有连接板,所述连接板的内部开设有至少五个插孔;
10.连接套,所述连接套可拆卸式安装于所述连接板的一侧,所述连接套的一侧固定连接有挤出定型嘴,所述连接套的另一侧固定连接有至少五个l型卡块;
11.转动套,所述转动套转动连接于所述套筒的外表面,所述转动套一端的外表面固定连接有至少五个u型限位架。
12.优选的,所述套筒一端的内表面开设有环形凹槽,所述连接套的另一侧的外表面设置有密封圈。
13.优选的,所述连接板的内部开设有至少五个定位孔,且连接套的另一端固定连接有至少五个定位杆。
14.优选的,所述转动套的外表面开设有至少五个卡紧孔。
15.优选的,所述双螺杆挤出机本体顶部的一侧固定连接有l型板,所述l型板的内部滑动连接有操作杆,所述操作杆的底端固定连接有用于插入卡紧孔内部的t型插块,所述t型插块滑动连接于双螺杆挤出机本体的一侧。
16.优选的,所述挤出定型嘴的内部开设有环形换热槽,且挤出定型嘴上分别固定连
通有进液管和出液管。
17.优选的,所述挤出定型嘴的外表面固定连接有若干个换热板,且若干个换热板的一侧均延伸至环形换热槽的内部。
18.与相关技术相比较,本实用新型提供的塑料改性双螺杆挤出用定型装置具有如下有益效果:
19.本实用新型提供一种塑料改性双螺杆挤出用定型装置,通过将连接套对准连接板,插入套筒的内部,并且控制l型卡块插入对应位置的插孔中,对连接板和连接套进行定位,而且配合手动对转动套的旋转,可以带动五个u型限位架进行旋转,进而可以插入对应位置l型卡块的内部,形成卡紧,进而完成挤出定型嘴的安装,解决了通过螺钉安装过程中,操作步骤繁琐,且需要借用相应的拆装工具的问题,具有良好的拆装功能,满足了不同截面形状的棒料的生产。
附图说明
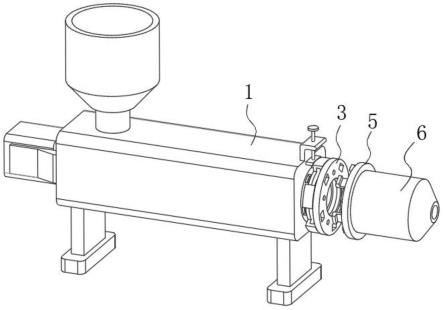
20.图1为本实用新型提供的塑料改性双螺杆挤出用定型装置的第一实施例的结构示意图;
21.图2为图1所示的双螺杆挤出机本体的结构示意图;
22.图3为图1所示的连接板的结构示意图;
23.图4为图3所示的连接板的结构剖视图;
24.图5为图1所示的连接套的结构示意图;
25.图6为本实用新型提供的塑料改性双螺杆挤出用定型装置的第二实施例的结构示意图;
26.图7为图6所示的挤出定型嘴的结构剖视图。
27.图中标号:1、双螺杆挤出机本体;2、套筒;3、连接板;4、插孔;5、连接套;6、挤出定型嘴;7、l型卡块;8、转动套;9、u型限位架;10、环形凹槽;11、密封圈;12、定位孔;13、定位杆;14、卡紧孔;15、l型板;16、操作杆;17、t型插块;18、环形换热槽;19、换热板。
具体实施方式
28.下面结合附图和实施方式对本实用新型作进一步说明。
29.第一实施例
30.请结合参阅图1、图2、图3、图4和图5,其中,图1为本实用新型提供的塑料改性双螺杆挤出用定型装置的第一实施例的结构示意图;图2为图1所示的双螺杆挤出机本体的结构示意图;图3为图1所示的连接板的结构示意图;图4为图3所示的连接板的结构剖视图;图5为图1所示的连接套的结构示意图。塑料改性双螺杆挤出用定型装置包括:
31.双螺杆挤出机本体1;
32.套筒2,套筒2固定于双螺杆挤出机本体1的出口端,且套筒2的一侧固定连接有连接板3,连接板3的内部开设有至少五个插孔4;
33.连接套5,连接套5可拆卸式安装于连接板3的一侧,连接套5的一侧固定连接有挤出定型嘴6,连接套5的另一侧固定连接有至少五个l型卡块7;
34.转动套8,转动套8转动连接于套筒2的外表面,转动套8一端的外表面固定连接有
至少五个u型限位架9;
35.通过手动对转动套8的旋转,可以带动五个u型限位架9进行旋转,进而可以插入对应位置l型卡块7的内部,形成卡紧;
36.解决了通过螺钉安装过程中,操作步骤繁琐,且需要借用相应的拆装工具的问题,具有良好的拆装功能,满足了不同截面形状的棒料的生产。
37.套筒2一端的内表面开设有环形凹槽10,连接套5的另一侧的外表面设置有密封圈11;
38.通过环形凹槽10的开设,便于密封圈11的插入,进而保证其套筒2与连接套5连接的密封性。
39.连接板3的内部开设有至少五个定位孔12,且连接套5的另一端固定连接有至少五个定位杆13;
40.通过定位孔12的开设,利于定位杆13的插入,进而保证其连接板3与连接套5连接的定位性,提高后续组装的稳定性。
41.转动套8的外表面开设有至少五个卡紧孔14;
42.通过卡紧孔14的开设,便于t型插块17的插入,保证其转动套8的稳定性,避免转动套8出现自转现象,导致后续挤出定型嘴6的松脱。
43.双螺杆挤出机本体1顶部的一侧固定连接有l型板15,l型板15的内部滑动连接有操作杆16,操作杆16的底端固定连接有用于插入卡紧孔14内部的t型插块17,t型插块17滑动连接于双螺杆挤出机本体1的一侧;
44.通过操作杆16的设置,便于工作人员对t型插块17进行上下控制,通过t型插块17向下的运动,可以插入对应位置的卡紧孔14中,对转动套8进行卡紧定位,避免转动套8再次旋转。
45.本实用新型提供的塑料改性双螺杆挤出用定型装置的工作原理如下:
46.通过将连接套5对准连接板3,插入套筒2的内部,且将连接套5上的五个定位杆13插入对应位置的定位孔12中,进行初步定位,并且控制五个l型卡块7插入对应位置的插孔4中,对连接板3进行贯穿,通过手动对转动套8进行旋转,可以带动五个u型限位架9进行旋转,进而可以插入对应位置l型卡块7的内部,形成卡紧,进而完成挤出定型嘴6的组装。
47.第二实施例
48.请结合参阅图6-7,基于本技术的第一实施例提供的塑料改性双螺杆挤出用定型装置,本技术的第二实施例提出另一种塑料改性双螺杆挤出用定型装置。第二实施例仅仅是第一实施例优选的方式,第二实施例的实施对第一实施例的单独实施不会造成影响。
49.具体的,本技术的第二实施例提供的塑料改性双螺杆挤出用定型装置的不同之处在于,挤出定型嘴6的内部开设有环形换热槽18,且挤出定型嘴6上分别固定连通有进液管和出液管;
50.通过进液管和出液管的设置,可以将冷却液排进环形换热槽18中,通过环形换热槽18中进行换热,提高定型降温效果。
51.挤出定型嘴6的外表面固定连接有若干个换热板19,且若干个换热板19的一侧均延伸至环形换热槽18的内部;
52.通过换热板19的设置,用于加大挤出定型嘴6内部热量的散热,进而提高降温定型
效果。
53.以上仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1