一种基于延时顶出结构的注塑模具的制作方法
1.本实用新型涉及注塑模具加工技术领域,尤其涉及一种基于延时顶出结构的注塑模具。
背景技术:
2.在进行注塑模具加工时,会使用顶出机构取出冷却好的注塑成品,现有的注塑模具顶出机构是即时进行顶出的,不方便根据需要延时顶出加工,降低了注塑模具顶出机构的便捷性,同时,现有的注塑模具顶出机构,是直接接触注塑成品的,经过长时间使用,很容易产生损坏,降低了注塑模具顶出机构的使用年限。
3.因此,有必要提供一种新的基于延时顶出结构的注塑模具解决上述技术问题。
技术实现要素:
4.为解决上述技术问题,本实用新型是提供一种基于延时顶出结构的注塑模具。
5.本实用新型提供的基于延时顶出结构的注塑模具包括:注塑模具组和滑动挡板,注塑模具组内部滑动连接有滑动挡板,注塑模具组包括定模模具、动模模具、成形块和连通孔,定模模具上方安装有动模模具,动模模具腔体内壁安装有成形块,定模模具底部开设有连通孔,且连通孔和定模模具内部腔体连通,定模模具底部安装有用于顶出成品的推杆装置,注塑模具组一侧设置有用于驱动滑动挡板的驱动装置,驱动装置底部对称固定连接有支撑板,将定模模具和动模模具合模,从动模模具注入孔加入注塑液,待注塑液冷却后,启动驱动装置,将滑动挡板移出定模模具内部腔体,再启动推杆装置,将推杆装置通过连通孔将注塑成品顶出,成形块配合定模模具方便给注塑成品塑形。
6.优选的,动模模具表面对称开设有定位导向槽,定模模具表面对称固定连接有定位导向块,且定位导向槽和定位导向块滑动穿接,在将定模模具和动模模具合模时,定位导向块进入定位导向槽内部,方便定模模具和动模模具快速组装。
7.优选的,推杆装置包括顶出底座、电动推杆、圆形顶板和加固槽,定模模具底部固定连接有顶出底座,顶出底座表面固定连接有电动推杆,电动推杆顶部固定连接有圆形顶板,顶出底座表面对称开设有加固槽,启动电动推杆,电动推杆顶出进入连通孔内部,将注塑成品顶出,加固槽提高了顶出底座的牢固性,同时节约了顶出底座的制作材料。
8.优选的,驱动装置包括驱动安装壳、驱动安装槽、连接齿条、驱动电机和连动齿轮,注塑模具组一侧设置有驱动安装壳,驱动安装壳内部开设有驱动安装槽,驱动安装槽内壁滑动连接有连接齿条,驱动安装槽内壁固定连接有驱动电机,驱动电机输出轴固定连接有连动齿轮,且连动齿轮和连接齿条啮合连接,驱动装置还包括第一连接块、第二连接块和转动螺纹杆,滑动挡板远离注塑模具组的一侧对称固定连接有第一连接块,连接齿条一侧固定连接有第二连接块,第一连接块和第二连接块啮合连接有转动螺纹杆,启动驱动电机,驱动电机输出轴带动连动齿轮转动,连动齿轮将连接齿条收入驱动安装槽内部,连接齿条带动滑动挡板靠近驱动安装壳,将滑动挡板移出注塑模具组内部腔体,方便推杆装置穿过连
通孔进行顶出,能够延时顶出注塑成品,转动转动螺纹杆,将转动螺纹杆送入第一连接块和第二连接块内部,将连接齿条和滑动挡板快速连接,反向转动转动螺纹杆,将连接齿条和滑动挡板分离,方便对滑动挡板进行拆装。
9.优选的,转动螺纹杆表面等距开设有防滑槽,增加了转动螺纹杆表面的摩擦力,在抓取转动螺纹杆表面时,不会轻易脱手,提高了转动螺纹杆的功能性。
10.优选的,定模模具和动模模具边缘位置为圆弧状,减少了定模模具和动模模具边缘位置的摩擦力,在合模和脱模过程中,手臂不小心碰到定模模具和动模模具边缘位置时,不会轻易划伤,提高了定模模具和动模模具的安全性。
11.与相关技术相比较,本实用新型提供的基于延时顶出结构的注塑模具具有如下有益效果:
12.本实用新型提供基于延时顶出结构的注塑模具:
13.1、通过安装推杆装置、驱动装置和滑动挡板,方便移动滑动挡板,将滑动挡板移出定模模具腔体内部,能够延时顶出注塑成品,能够快速更换滑动挡板,方便更换检修滑动挡板。
14.2、通过定模模具和动模模具边缘位置为圆弧状,在合模和脱模过程中,手臂不小心碰到定模模具和动模模具边缘位置时,不会轻易划伤,提高了定模模具和动模模具的安全性。
附图说明
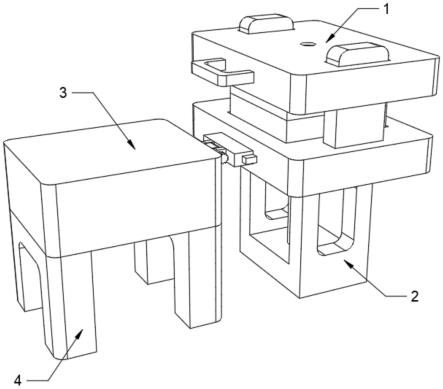
15.图1为本实用新型提供的整体结构示意图;
16.图2为本实用新型提供的注塑模具组结构示意图;
17.图3为本实用新型提供的推杆装置结构示意图;
18.图4为本实用新型提供的驱动装置结构示意图。
19.图中标号:1、注塑模具组;11、定模模具;12、动模模具;13、成形块;14、连通孔;2、推杆装置;21、顶出底座;22、电动推杆;23、圆形顶板;24、加固槽;3、驱动装置;31、驱动安装壳;32、驱动安装槽;33、连接齿条;34、驱动电机;35、连动齿轮;36、第一连接块;37、第二连接块;38、转动螺纹杆;4、支撑板;5、定位导向槽;6、定位导向块;7、滑动挡板。
具体实施方式
20.下面结合附图和实施方式对本实用新型作进一步说明。
21.在具体实施过程中,如图1和图2所示,包括:注塑模具组1和滑动挡板7,注塑模具组1内部滑动连接有滑动挡板7,注塑模具组1包括定模模具11、动模模具12、成形块13和连通孔14,定模模具11上方安装有动模模具12,动模模具12腔体内壁安装有成形块13,定模模具11底部开设有连通孔14,且连通孔14和定模模具11内部腔体连通,定模模具11底部安装有用于顶出成品的推杆装置2,注塑模具组1一侧设置有用于驱动滑动挡板7的驱动装置3,驱动装置3底部对称固定连接有支撑板4,将定模模具11和动模模具12合模,从动模模具12注入孔加入注塑液,待注塑液冷却后,启动驱动装置3,将滑动挡板7移出定模模具11内部腔体,再启动推杆装置2,将推杆装置2通过连通孔14将注塑成品顶出,成形块13配合定模模具11方便给注塑成品塑形。
22.参考图2所示,动模模具12表面对称开设有定位导向槽5,定模模具11表面对称固定连接有定位导向块6,且定位导向槽5和定位导向块6滑动穿接,在将定模模具11和动模模具12合模时,定位导向块6进入定位导向槽5内部,方便定模模具11和动模模具12快速组装。
23.参考图3所示,推杆装置2包括顶出底座21、电动推杆22、圆形顶板23和加固槽24,定模模具11底部固定连接有顶出底座21,顶出底座21表面固定连接有电动推杆22,电动推杆22顶部固定连接有圆形顶板23,顶出底座21表面对称开设有加固槽24,启动电动推杆22,电动推杆22顶出进入连通孔14内部,将注塑成品顶出,加固槽24提高了顶出底座21的牢固性,同时节约了顶出底座21的制作材料。
24.参考图1和图4所示,驱动装置3包括驱动安装壳31、驱动安装槽32、连接齿条33、驱动电机34和连动齿轮35,注塑模具组1一侧设置有驱动安装壳31,驱动安装壳31内部开设有驱动安装槽32,驱动安装槽32内壁滑动连接有连接齿条33,驱动安装槽32内壁固定连接有驱动电机34,驱动电机34输出轴固定连接有连动齿轮35,且连动齿轮35和连接齿条33啮合连接,驱动装置3还包括第一连接块36、第二连接块37和转动螺纹杆38,滑动挡板7远离注塑模具组1的一侧对称固定连接有第一连接块36,连接齿条33一侧固定连接有第二连接块37,第一连接块36和第二连接块37啮合连接有转动螺纹杆38,启动驱动电机34,驱动电机34输出轴带动连动齿轮35转动,连动齿轮35将连接齿条33收入驱动安装槽32内部,连接齿条33带动滑动挡板7靠近驱动安装壳31,将滑动挡板7移出注塑模具组1内部腔体,方便推杆装置2穿过连通孔14进行顶出,能够延时顶出注塑成品,转动转动螺纹杆38,将转动螺纹杆38送入第一连接块36和第二连接块37内部,将连接齿条33和滑动挡板7快速连接,反向转动转动螺纹杆38,将连接齿条33和滑动挡板7分离,方便对滑动挡板7进行拆装。
25.参考图4所示,转动螺纹杆38表面等距开设有防滑槽,增加了转动螺纹杆38表面的摩擦力,在抓取转动螺纹杆38表面时,不会轻易脱手,提高了转动螺纹杆38的功能性。
26.参考图2所示,定模模具11和动模模具12边缘位置为圆弧状,在合模和脱模过程中,手臂不小心碰到定模模具11和动模模具12边缘位置时,不会轻易划伤,提高了定模模具11和动模模具12的安全性。
27.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1