一种用于水箱盖的沉降式二次注塑成型模具的制作方法
1.本实用新型涉及模具技术领域,特别涉及一种用于水箱盖的沉降式二次注塑成型模具。
背景技术:
2.双色模具即两种塑胶材料在同一台注塑机上注塑,分两次成型,但是产品只出模一次的模具。一般这种模塑工艺也叫双料注塑,通常由一套模具完成,且需要专门的双色注塑机。由于双料注塑可以使产品的外观更加美观,易于更换颜色而无需进行喷涂,因而日益受到市场的欢迎,得到较为广泛的应用。
3.现有公告号为cn 204295958 u的中国专利,公开了一种双色模具型腔的旋转机构,由型腔、推板、多个固定镶件、旋转轴、多个导柱与模板构成,推板安装在型腔的底部,旋转轴的顶端与推板相连接,其底端贯穿于模板的内部与机床连接,旋转轴驱动型腔与推板上升、下降及旋转,在模板中开设有用于容纳型腔和推板的容腔,多个固定镶件与多个导柱均是安装在容腔中,固定镶件与导柱均是贯穿于推板的内部、并设置在型腔中。
4.但上述的双色模具型腔的旋转机构存在以下缺点:这种旋转类的双色模具受限于注塑机台,机台必须装载提供旋转的机制,增加转盘或转轴等机构提供180
°
往复旋转功能,而旋转的模具从生产角度来看,生产中增加了旋转环节,极易产生一射制品随模具旋转过程中因各种因素致使制品错位而造成压模状况,特别是生产图1所述的水箱盖类的产品时,当需要在水箱盖主体上二次注塑密封胶圈时,对模具的定位要求极高,若还是采用上述的模具生产制品,对成本控制来说是一种浪费,故现在急需一种无需旋转开模即可二次成型的模具。
技术实现要素:
5.本实用新型的目的是提供一种用于水箱盖的沉降式二次注塑成型模具,具有成型过程中无需旋转开模、节省成本、定位精准稳固的效果。
6.本实用新型的上述技术目的是通过以下技术方案得以实现的:一种用于水箱盖的沉降式二次注塑成型模具,包括上模机构、下模机构、以及侧模机构,所述上模机构包括上模仁,所述侧模机构包括侧模仁,所述下模机构包括下模仁、升降组件和支撑板,所述上模仁、所述下模仁、以及所述侧模仁之间形成第一型腔,所述下模仁开设有容置腔,所述容置腔与所述第一型腔连通,所述容置腔内活动设有浮动座,所述浮动座侧壁倾斜设有滑轨,所述升降组件包括设于支撑板上的油缸、以及设于所述油缸的活塞杆端部的驱动块,所述驱动块对应所述滑轨开设有滑槽,当所述油缸的活塞杆动作时,通过所述滑轨与所述滑槽导向配合,控制所述浮动座在所述容置腔内运动,使所述浮动座与所述第一型腔之间形成第二型腔。
7.通过采用上述技术方案,在第一次注塑前,通过油缸作用驱动块前移,通过滑轨与滑槽之间的导向作用,使浮动座在容置腔内向上抬起,抬起的浮动座把第二型腔完全覆盖
住,只留下第一型腔的间隙进行第一次注塑形成水箱盖主体;当第一次注塑结束后,通过油缸作用驱动块后移,通过滑轨与滑槽的导向作用,使浮动座在容置腔内向下降落,当下降至间隙达到第二型腔的需求空间后,暂停油缸的运行,使浮动座保持在该状态下在水箱盖主体上二次注塑成型密封胶圈,浮动座下降的高度即密封胶圈的高度,之后进行开模处理,具有成型过程中无需旋转开模、节省成本的效果。
8.本实用新型的进一步设置为:所述支撑板上对应所述驱动块设有支撑块,所述驱动块设有第一导向斜面,所述支撑块对应所述第一导向斜面设有第二导向斜面,所述第一导向斜面与所述第二导向斜面导向配合。
9.通过采用上述技术方案,当油缸的活塞杆带动驱动块移动至支撑块上时,通过第一导向斜面与第二导向斜面的导向配合,使驱动块更加顺利移动至支撑块上,另外支撑块对驱动块进行了有效支撑,可以在一定程度上防止驱动块直接作用支撑板上使支撑板变形,增加了本实用新型的使用寿命。
10.本实用新型的进一步设置为:所述支撑板上设有限位盖,所述限位盖与所述驱动块限位配合。
11.通过采用上述技术方案,限位盖对驱动块进行了竖向限位,使驱动块只能沿着水平方向进行移动,另外当驱动块抵在支撑块上时,支撑块对驱动块有水平方向的阻力,限位盖对驱动块进行了竖直方向的限位,使驱动块不会相对支撑块过度伸出导致模具的损坏。
12.本实用新型的进一步设置为:所述滑轨相对所述浮动座的水平倾斜角度α设为5-10
°
。
13.通过采用上述技术方案,当滑轨的倾斜角度过大时,会使驱动块的滑槽与浮动座的滑轨之间产生的应力过大,增大了摩擦阻力,不利于浮动座相对驱动块向上移动;当滑轨的倾斜角度过小时,虽然增加了滑轨与滑槽之间的滑移顺滑度,但是会使浮动座竖直向上或向下的速度分量变小,使浮动座竖直移动的距离减小,若要达到浮动座设定的竖直移动距离,势必会增加滑轨的长度,这会导致整体模具的占用空间增大,造成成本的增加。
14.本实用新型的进一步设置为:所述支撑板上设有第一限位杆,所述驱动块对应所述第一限位杆开设有长条形的限位孔,所述限位盖对应所述第一限位杆开设有第一定位孔,所述第一限位杆穿设于所述第一定位孔并与所述限位孔限位配合。
15.通过采用上述技术方案,第一限位杆使驱动块在水平方向移动时,对驱动块进行了限位,防止驱动块过度伸出。
16.本实用新型的进一步设置为:所述支撑板上设有第二限位杆,所述驱动块对应所述第二限位杆开设有缺口,所述限位盖对应所述第二限位杆开设有第二定位孔,所述第二限位杆穿设于所述第二定位孔内并与所述缺口限位配合。
17.通过采用上述技术方案,第二限位杆使驱动块在水平方向移动时,对驱动块进行了限位,防止驱动块过度伸出。
18.本实用新型的进一步设置为:所述油缸与所述驱动块之间通过固定座连接,所述支撑板设有凸轨,所述固定座对应所述凸轨开设有滑道,所述凸轨与所述滑道导向配合。
19.通过采用上述技术方案,通过凸轨与滑道的导向配合,使油缸带动固定座在支撑板上进行滑移。
20.本实用新型的进一步设置为:所述固定座中部开设有腔室、以及与所述腔室连通
的限位槽,所述油缸的活塞杆端部设有滑块,所述滑块穿设于所述腔室内,所述滑块侧壁延设有抵挡部,所述抵挡部活动设于所述限位槽内;所述固定座还对称开设有与所述腔室连通的通道,两侧所述通道内活动穿设有锁柱,所述支撑板上设有锁座,所述锁座对应所述锁柱开设有锁孔,当所述油缸的活塞杆伸出时,驱动所述固定座运动,使所述通道对应所述锁孔,并通过所述滑块推动两侧所述锁柱分别伸出所述通道,使锁柱与所述锁孔锁止配合。
21.通过采用上述技术方案,在第一次注塑成型时,通过油缸的活塞杆带动滑块前移,由于锁柱受到锁座的止挡,滑块可通过推动锁柱带动固定座向前移动,锁柱随滑块前移,当锁柱移动至锁座对应位置时,由于活塞杆继续向前推动,滑块逐渐插入两侧锁柱之间,同时推动锁柱向两侧伸出通道并抵于锁座的锁孔内,此时滑块的抵挡部与限位槽端面相抵,滑块与锁柱端部抵挡配合,同时锁座与锁柱锁止配合,使活塞杆无法继续向前伸出,起到了限位固定的作用,此时进行第一次注塑成型,当第一次注塑成型结束后,油缸带动活塞杆缩回,活塞杆带动滑块后移,此时滑块的抵挡部逐步向限位槽的远离锁柱的有一端移动,同时使滑块的端部渐渐远离两侧的锁柱,此时两侧锁柱之间产生间隙,当滑块的抵挡部到达限位槽远离锁柱的一端时,活塞杆继续缩回,并通过滑块带动固定座往后移动,同时带动锁柱缩回至通道内,使锁柱与锁块进行解锁,之后进行二次注塑成型。
22.本实用新型的进一步设置为:所述滑块端部开设有第一倾斜面,所述锁柱端部对应所述第一倾斜面开设有第二倾斜面。
23.通过采用上述技术方案,第一倾斜面和第二倾斜面的导向配合,可以使滑块插入两侧锁柱之间变得更加顺滑。
24.本实用新型的进一步设置为:所述锁孔侧壁设为第三导向斜面,所述锁柱靠近所述锁孔的一端开设有第四导向斜面,所述第三导向斜面与所述第四导向斜面导向配合。
25.通过采用上述技术方案,第三导向斜面与第四导向斜面的导向配合,使锁柱从锁孔中缩回变得更加容易,防止锁柱发生形变。
26.综上所述,本实用新型具有以下有益效果:采用在浮动座两侧设置滑轨,同时采用油缸带动开设有滑槽的驱动块与滑轨导向配合,使浮动座在下模仁的容置腔内进行上下浮动分别进行二次注塑成型,具有成型过程中无需旋转开模、节省成本、定位精准稳固、结构紧凑的效果。
附图说明
27.图1是现有技术中产品结构图。
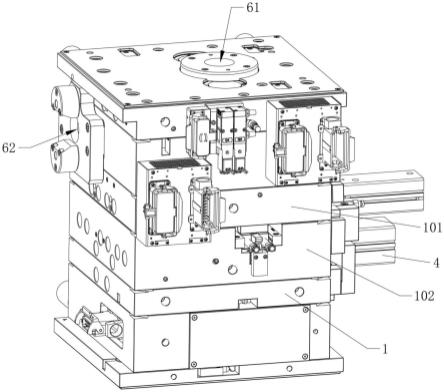
28.图2是本实用新型的结构图。
29.图3是本实用新型的纵向剖视图。
30.图4是本实用新型图3中a区域的局部放大图,浮动座抬起进行一次成型。
31.图5是本实用新型图3中a区域的局部放大图,浮动座下降进行二次成型。
32.图6是本实用新型升降组件、支撑板、浮动座部分的结构图。
33.图7是本实用新型图6的爆炸图。
34.图8是本实用新型图6的正视图。
35.图9是本实用新型图8中b-b截面的剖视图,油缸的活塞杆为伸出状态。
36.图10是本实用新型图8中b-b截面的剖视图,油缸的活塞杆为缩回状态。
37.图中:101、上模仁;102、下模仁;103、侧模仁;1、支撑板;11、支撑块;111、第二导向斜面;12、限位盖;121、第一定位孔;122、第二定位孔;13、第一限位杆;14、第二限位杆;15、凸轨;16、锁座;161、锁孔;1611、第三导向斜面;21、第一型腔;22、容置腔;221、第二型腔;3、浮动座;31、滑轨;4、油缸;40、滑块;401、抵挡部;402、第一倾斜面;41、驱动块;411、滑槽;412、第一导向斜面;413、限位孔;414、缺口;5、固定座;51、滑道;52、腔室;53、限位槽;54、通道;541、锁柱;5411、第二倾斜面;5412、第四导向斜面;61、一次进料口;62、二次进料口;7、水箱盖;71、水箱盖主体;72、密封胶圈。
具体实施方式
38.下面结合附图对本实用新型作进一步的说明。
39.一种用于水箱盖的沉降式二次注塑成型模具,如图1-4所示,包括上模机构、下模机构、以及侧模机构,所述上模机构包括上模仁101,所述侧模机构包括侧模仁103,所述下模机构包括下模仁102、升降组件和支撑板1,所述上模仁101、所述下模仁102、以及所述侧模仁103之间形成第一型腔21,下模仁102还开设有容置腔22,容置腔22与第一型腔21连通,容置腔22内活动设有浮动座3,容置腔22在浮动座3下方的空间间隙足够大,足以保证本实用新型完成二次注塑成型,浮动座3侧壁倾斜设有滑轨31,升降组件包括设于支撑板1上的油缸4、以及设于油缸4的活塞杆端部的驱动块41,驱动块41对应滑轨31开设有滑槽411,当油缸4的活塞杆动作时,通过滑轨31与滑槽411导向配合,控制浮动座3在容置腔22内运动,当油缸4的活塞杆伸出时,通过滑轨31与滑槽411的导向配合,使浮动座3上移进行一次注塑成型形成水箱盖7的水箱盖主体71,第一次注塑成型的一次进料口61开设于模具的上部,当油缸4的活塞杆缩回时,通过滑轨31与滑槽411的导向配合使浮动座3下移,浮动座3下移的高度即为密封胶圈72的高度,如此,浮动座3与水箱盖主体71之间形成第二型腔221,此时进行第二次注塑成型形成水箱盖7的密封胶圈72,第二次注塑成型的二次进料口62开设于模具的侧壁。
40.如图5-6所示,支撑板1上对应驱动块41设有支撑块11,驱动块41设有第一导向斜面412,支撑块11对应第一导向斜面412设有第二导向斜面111,第一导向斜面412与第二导向斜面111导向配合,当油缸4的活塞杆带动驱动块41移动至支撑块11上时,通过第一导向斜面412与第二导向斜面111的导向配合,使驱动块41更加顺利移动至支撑块11上,另外支撑块11对驱动块41进行了有效支撑,可以在一定程度上防止驱动块41直接作用支撑板1上使支撑板1变形,增加了本实用新型的使用寿命。
41.支撑板1上设有限位盖12,限位盖12与驱动块41限位配合,限位盖12对驱动块41进行了竖向限位,使驱动块41只能沿着水平方向进行移动,另外当驱动块41抵在支撑块11上时,支撑块11对驱动块41有水平方向的阻力,限位盖12对驱动块41进行了竖直方向的限位,使驱动块41不会相对支撑块11过度伸出导致模具的损坏。
42.滑轨31相对浮动座3的水平倾斜角度α设为5-10
°
,优选的倾斜角度α设为5
°
,当滑轨31的倾斜角度过大时,会使驱动块41的滑槽411与浮动座3的滑轨31之间产生的应力过大,增大了摩擦阻力,不利于浮动座3相对驱动块41向上移动;当滑轨31的倾斜角度过小时,虽然增加了滑轨31与滑槽411之间的滑移顺滑度,但是会使浮动座3竖直向上或向下的速度分量变小,使浮动座3竖直移动的距离减小,若要达到浮动座3设定的竖直移动距离,势必会
增加滑轨31的长度,这会导致整体模具的占用空间增大,造成成本的增加。
43.支撑板1上设有第一限位杆13,驱动块41对应第一限位杆13开设有长条形的限位孔413,限位盖12对应第一限位杆13开设有第一定位孔121,第一限位杆13穿设于第一定位孔121并与限位孔413限位配合;支撑板1上设有第二限位杆14,驱动块41对应第二限位杆14开设有缺口414,限位盖12对应第二限位杆14开设有第二定位孔122,第二限位杆14穿设于第二定位孔122内并与缺口414限位配合,通过第一限位杆13和第二限位杆14分别与驱动块41在水平方向的限位配合,可以有效防止驱动块41过度伸出,导致本实用新型的损坏。
44.如图7所示,油缸4与驱动块41之间通过固定座5连接,支撑板1设有凸轨15,固定座5对应凸轨15开设有滑道51,凸轨15与滑道51导向配合,使油缸4带动固定座5在支撑板1上进行滑移。
45.如图8-10所示,固定座5中部开设有腔室52、以及与腔室52连通的限位槽53,油缸4的活塞杆端部设有滑块40,滑块40穿设于腔室52内,滑块40侧壁延设有抵挡部401,抵挡部401活动设于限位槽53内;固定座5还对称开设有与腔室52连通的通道54,两侧通道54内活动穿设有锁柱541,支撑板1上设有锁座16,锁座16对应锁柱541开设有锁孔161,当油缸4的活塞杆伸出时,驱动所述固定座5运动,使所述通道54对应所述锁孔161,并通过滑块40推动两侧锁柱541分别伸出通道54,使锁柱541与锁孔161锁止配合。
46.在第一次注塑成型时,通过油缸4的活塞杆带动滑块40前移,滑块40通过锁柱541带动固定座5移动,当锁柱541移动至锁座16对应位置后,活塞杆继续向前推动,由于滑块40端部开设有第一倾斜面402,锁柱541端部对应第一倾斜面402开设有第二倾斜面5411,第一倾斜面402和第二倾斜面5411的导向配合,使滑块40逐渐插入两侧锁柱541之间,同时推动锁柱541向两侧伸出通道54并抵于锁座16的锁孔161内,此时滑块40的抵挡部401与限位槽53端面相抵,滑块40与锁柱541端部抵挡配合,同时锁座16与锁柱541锁止配合,使活塞杆无法继续向前伸出,起到了限位固定的作用,此时进行第一次注塑成型,当第一次注塑成型结束后,油缸4带动活塞杆缩回,活塞杆带动滑块40后移,此时滑块40的抵挡部401逐步向限位槽53的远离锁柱541的有一端移动,同时使滑块40的端部渐渐远离两侧的锁柱541,此时两侧锁柱541之间产生间隙,当滑块40的抵挡部401到达限位槽53远离锁柱541的一端时,活塞杆继续缩回,并通过滑块40带动固定座5往后移动,由于锁孔161侧壁开设有第三导向斜面1611,锁柱541靠近锁孔161的一端开设有第四导向斜面5412,通过第三导向斜面1611与第四导向斜面5412导向配合,使锁柱541缩回至通道54内,对锁柱541与锁块进行解锁,之后进行二次注塑成型。
47.本实用新型的基本工作原理为:在第一次注塑前,通过油缸4作用驱动块41前移,通过滑轨31与滑槽411之间的导向作用,使浮动座3在容置腔22内向上抬起,抬起的浮动座3把第二型腔221完全覆盖住,只留下第一型腔21的间隙继续进行第一次注塑,形成水箱盖主体71;当第一次注塑结束后,通过油缸4作用驱动块41后移,通过滑轨31与滑槽411的导向作用,使浮动座3在容置腔22内向下降落,当下降至间隙达到第二型腔221的需求空间后,暂停油缸4的运行,使浮动座3保持在该状态下于水箱盖主体71上进行第二次注塑成型形成密封胶圈72,浮动座3下降的高度即密封胶圈72的高度,之后进行开模处理,具有成型过程中无需旋转开模、节省成本、定位精准稳固、结构紧凑的效果。
48.以上所述仅是本实用新型的较佳实施方式,故凡依本实用新型专利申请范围所述
的构造、特征及原理所做的等效变化或修饰,均包括于本实用新型专利申请范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1