一种具有行位顶出功能的塑胶端子模具的制作方法
1.本实用新型属于小型塑胶产品模具技术领域,具体涉及一种具有行位顶出功能的塑胶端子模具。
背景技术:
2.端子,多指接线终端,又称为接线端子,是一种小型的塑胶产品,在电子电器产品中较为常见,其主体骨架是由塑胶制成。
3.端子的工业化生产是需要用到注塑机,注塑机上会设置有相应的模具。现有技术中的模具尺寸偏大,且通常采用顶针将端子顶出,行位抽芯,出模的产品上会有顶针印记,影响美观,甚至略显瑕疵。
技术实现要素:
4.为改善上述问题,本实用新型提供一种具有行位顶出功能的塑胶端子模具,技术方案如下:
5.一种具有行位顶出功能的塑胶端子模具,包括前模和后模,前模和后模中间形成有塑胶端子的型腔;后模上还设置有行位脱结构,塑胶端子的型腔设在行位脱结构的前侧面;行位脱结构包括有动力部分,脱模部分,导向部分和限位部分;动力部分与顶针板限位连接;限位部分固定连接在动力部分的前侧面,脱模部分通过限位部分限位连接在动力部分的前侧面;导向部分设置在动力部分的左右两侧面,脱模部分与导向部分限位连接。
6.进一步地,动力部分包含有推块、侧向型芯和推杆;推杆的下端与顶针板连接,推块与推杆的上端固定连接;侧向型芯固定设置在推块的前侧面;塑胶端子的型腔设置在侧向型芯的前方。
7.进一步地,脱模部分包含行位,行位为板状结构;限位控制部分包括限位螺丝,并列固定在推块的前侧面;行位通过限位螺丝限位连接在推块的前侧面。
8.进一步地,导向部分包含有行位导向针固定块、导向块和导向针;导向块有两个,分别设置在推块的左右两侧;行位导向针固定块有两个,分别固定连接在行位的左右两侧;导向针有两个,分别固定连接在两个行位导向针固定块上,两个导向针在同一轴线方向上且与行位的轴向方向相同;两个导向块的内侧面分别设置有导向槽,两个导向槽相对设置且形状重合,导向槽为一段线性沟槽;导向针分别限位连接在导向槽内。
9.进一步地,导向槽包括相连通的下槽和上槽,下槽为竖直方向的沟槽,上槽的后端与下槽的上端相连通,下槽和上槽相连成折线型,上槽的前端朝导向块的前端方向设置。
10.进一步地,导向槽上的下槽和上槽呈非锐角角度连接。
11.进一步地,导向槽上的下槽和上槽呈钝角角度连接,上槽为斜槽。
12.进一步地,侧向型芯水平方向并列设置在推块的前侧面,推杆规则排布,限位螺丝水平方向并列设置在推块的前侧面。
13.进一步地,四个侧向型芯并列设置在推块的前侧面;四个推杆规则排布;两个限位
螺丝水平方向并列设置在推块的前侧面。
14.进一步地,推块通过杯头螺丝固定在规则排布的推杆上,侧向型芯通过杯头螺丝固定在推块的前侧面。
15.本实用新型的有益效果为:本实用新型采用推块推动行位运动将产品从后模芯上脱模,行位将产品从侧向型芯上推落,动作连贯,缩短了生产周期,产品外观上没有顶针印记,结构稳定可靠,工作效率高;特别是大批量生产时候此结构运动持续安全可靠。
附图说明
16.图1是本实用新型中行位脱结构的结构示意图。
17.图2是本实用新型中行位脱结构的倒置结构示意图。
18.图3是本实用新型中后模的立体结构示意图。
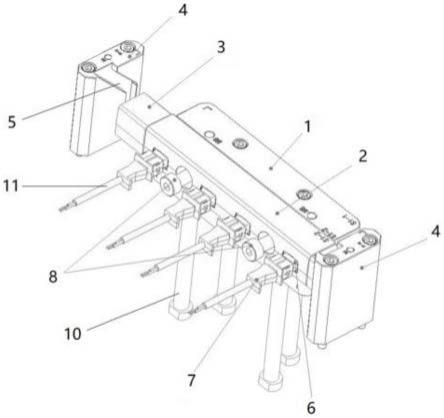
19.图4是本实用新型的立体结构图。
20.附图标记:推块1,行位2,行位导向针固定块3,导向块4,导向槽5,下槽51,上槽52;侧向型芯6,塑胶端子7,限位螺丝8,导向针9,推杆10,导线11,前模12,后模13。
具体实施方式
21.下面结合附图和实施例对本实用新型作进一步的说明和描述。
22.由于塑胶端子7是小型的塑胶产品,通常的模具相对于小型产品而言规格较大,不适合生产塑胶端子7。
23.为批量生产塑胶端子7,本实施例提供一种具有行位顶出功能的塑胶端子模具,是小尺寸规格的模具,包括前模12和后模13,前模12和后模13中间形成有塑胶端子7的型腔。
24.后模13上设置有行位脱结构,塑胶端子7的型腔设在行位脱结构的前侧面;行位脱结构包括有动力部分,脱模部分,导向部分和限位部分;动力部分与顶针板限位连接;限位部分固定连接在动力部分的前侧面,脱模部分通过限位部分限位连接在动力部分的前侧面;导向部分设置在动力部分的左右两侧面,脱模部分与导向部分限位连接。
25.动力部分包含有推块1、侧向型芯6和推杆10。
26.本实施例中,推杆10有四个,四个推杆10规则排布,推杆10的下端与顶针板相接触,推块1通过杯头螺丝固定在规则排布的推杆10的上方。侧向型芯6有四个,四个侧向型芯6通过杯头螺丝水平方向并列固定在推块1的前侧面。塑胶端子7的型腔设置在侧向型芯6的前方,每个侧向型芯6的前方都固定设置有塑胶端子7的型腔,型腔用于提供塑胶端子7的注塑和固化空间。
27.脱模部分包含行位2,行位2为板状结构,行位2限位连接在推块1的前侧面;限位控制部分主要是限位螺丝8,并列固定在推块1的前侧面。本实施例中的限位螺丝8有两个,两个限位螺丝8水平方向并列固定在推块1的前侧面。行位2上设有两个开孔用以分别与两个限位螺丝8限位相连通,行位2通过两个限位螺丝8限位连接在推块1的前侧面,行位2在限位螺丝8的作用下能在上下和左右方向上进行有限度地活动。行位2运动的行程距离由限位螺丝8控制,行位2运动的结束也是由两个限位螺丝8控制的。
28.导向部分包含有行位导向针固定块3、导向块4和导向针9。
29.导向块4有两个,分别设置在推块1的左右两侧。行位导向针固定块3有两个,分别
固定连接在行位2的左右两侧。导向针9有两个,分别固定连接在两个行位导向针固定块 3内并朝外延伸出一段;两个导向针9在同一轴线方向上且与行位2的轴向方向相同;两个导向块4的内侧面分别设置有导向槽5,两个导向槽5相对设置且形状能重合,导向针 9分别限位连接在导向槽5内。
30.本实施例中,导向槽5包括相连通的下槽51和上槽52,下槽51为竖直方向的沟槽,上槽52的后端与下槽51的上端相连通,下槽51和上槽52相连成折线型,上槽52的前端朝导向块4的前端方向设置。
31.导向槽5上的下槽51和上槽52呈钝角角度连接,上槽52为斜槽,上槽52的前端朝斜向上方向有限延伸。
32.本实施例中,由于导向针9与导向槽5限位连接,导向针9从行位导向针固定块3延伸出的一段只能在导向槽5内移动。初始时,导向针9在下槽51的最下方静止。
33.当熔融塑胶在塑胶端子7的型腔内定位并卡住导线11,塑胶渐渐固化形成塑胶端子7 并和导线11固定连接后,模具中的顶针板向上方的推杆10施加向上的力,推杆10带动推块1向上运动。推块1随之带动导向针9沿着下槽51从下向上运动,由于导向针9固定连接在行位导向针固定块3上,行位导向针固定块3固定连接在行位2上,行位2随之向上运动。
34.当导向针9运动到为斜槽的上槽52时,导向针9带动行位2朝前侧方运动,直到行位2在限位螺丝8的限位作用下达到运动行程的极限位置处,就此将侧向型芯6前侧方的产品推落。
35.本实施例的实施步骤:
36.(1)将导线11放入模具预设位置处。
37.(2)注塑机将熔融状态的塑胶注入闭合的本实施例的模具内,塑胶在塑胶端子7的型腔内定位并卡住导线11,塑胶渐渐固化形成塑胶端子7并和导线11就此固定连接行程产品。
38.(3)顶针板对推杆10施力,推杆10推动推块1,推块1带动行位2向上运动。
39.(4)当导向针9运动到上槽52时,行位2改为朝前侧方运动直到运动停止时,产品从侧向型芯6上推落。
40.(5)取出产品,合模。
41.本实用新型结构稳定可靠,工作效率高,产品上没有顶针印记。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1