后模镶件、后模组件和深孔板模具的制作方法
本技术涉及一种注塑模具,具体的为一种后模镶件、后模组件和深孔板模具。
背景技术:
1、深孔板是在普通微孔板的外观尺寸基础上,增加孔的深度,以此达到增加每个孔的容积的目的。深孔板主要用于医药、生物等领域。现有的深孔板大都采用模具注塑生产得到。深孔板包括96孔板、384孔板等型号,其具有产品结构复杂、孔(试剂腔)数多且深的结构特点,现有的注塑模具虽然在一定程度上能够满足深孔板的生产要求,但由于深孔板产品在注塑过程中存在胶位多且厚的特点,导致注塑模具的排气和冷却成为行业的一大难题;若无法及时排气和冷却,则会导致因困气造成的产品存在熔接痕、烧焦各烫伤等问题。
技术实现思路
1、有鉴于此,本实用新型的目的在于提供一种后模镶件、后模组件和深孔板模具,能够有效提高冷却效果。
2、为达到上述目的,本实用新型提供如下技术方案:
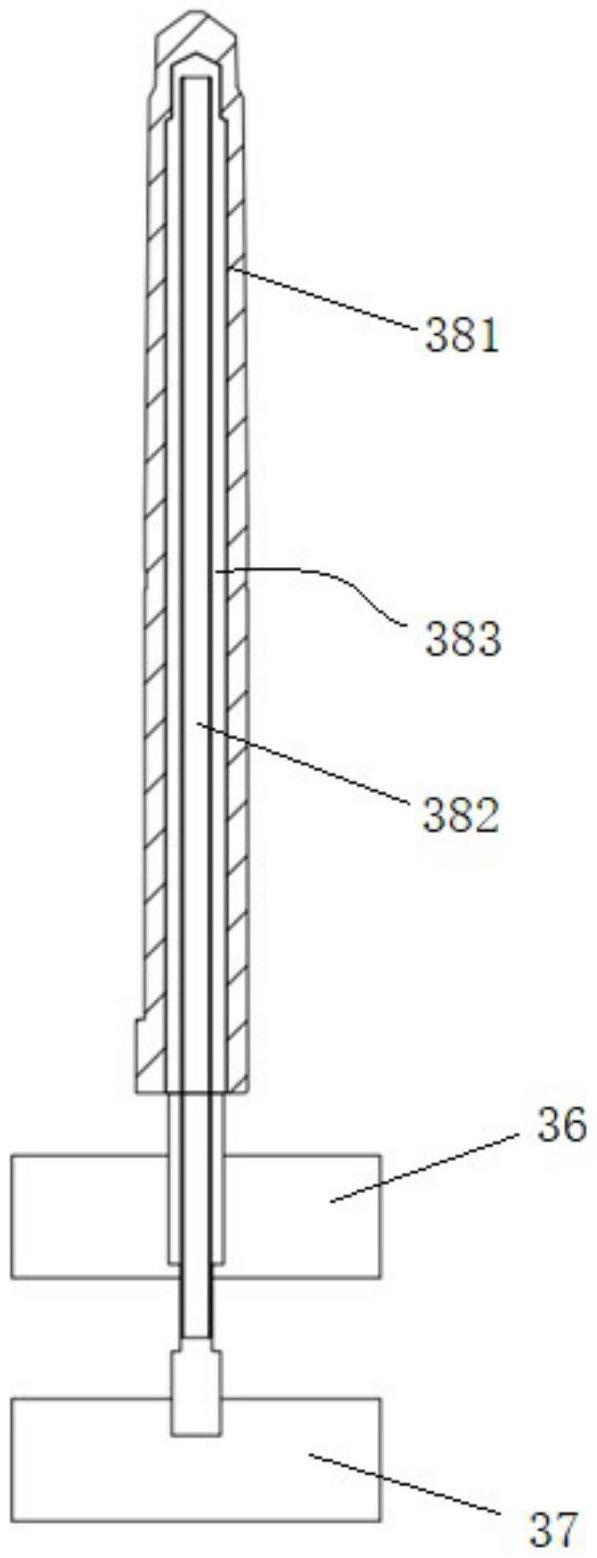
3、本实用新型首先提出一种后模镶件,包括镶件本体,所述镶件本体的底面上设有冷却孔,所述冷却孔向上延伸至所述镶件本体的顶部;所述冷却孔内设有用于通入冷却介质的冷却管,所述冷却管的外壁与所述冷却孔的内壁之间形成用于冷却介质回流的回流通道。
4、进一步,所述冷却管向上伸入所述冷却孔的顶部,且所述冷却管与所述冷却孔的顶部之间具有间隙。
5、进一步,所述冷却管与所述冷却孔同轴,所述冷却管的四周均与所述冷却孔内壁之间具有间隙并形成所述回流通道。
6、进一步,所述镶件本体的外壁上设有一级排气槽。
7、进一步,所述一级排气槽的深度为0.01-0.05mm。
8、进一步,所述一级排气槽的深度为0.01mm。
9、进一步,所述镶件本体的外壁上还设有紧邻所述一级排气槽下部边沿设置的二级排气槽。
10、进一步,所述二级排气槽的深度大于所述一级排气槽的深度。
11、进一步,所述镶件本体的底部外壁上设有挂台。
12、本实用新型还提出一种后模组件,包括蜂窝板,所述蜂窝板内设有若干安装通孔,所述安装通孔内安装有如上所述的后模镶件。
13、本实用新型还提出一种深孔板模具,包括后模芯和如上所述的后模组件,所述后模芯上设有至少一个后模型腔,所述后模组件与所述后模型腔一一对应设置。
14、进一步,所述后模芯内设有环绕所述后模型腔设置的后模冷却通道。
15、本实用新型的有益效果在于:
16、本实用新型的后模镶件,通过在后模镶件内设置冷却孔和冷却管,如此,可通过冷却管将冷却介质通道到冷却孔的顶部并通过回流通道回流,如此,可对深孔板的整个试剂腔进行冷却,能够有效提升冷却效果。
17、通过在后模镶件的外壁上设置一级排气槽和二级排气槽,能够及时排出气体。
技术特征:
1.一种后模镶件,其特征在于:包括镶件本体,所述镶件本体的底面上设有冷却孔,所述冷却孔向上延伸至所述镶件本体的顶部;所述冷却孔内设有用于通入冷却介质的冷却管,所述冷却管的外壁与所述冷却孔的内壁之间形成用于冷却介质回流的回流通道。
2.根据权利要求1所述的后模镶件,其特征在于:所述冷却管向上伸入所述冷却孔的顶部,且所述冷却管与所述冷却孔的顶部之间具有间隙。
3.根据权利要求1所述的后模镶件,其特征在于:所述冷却管与所述冷却孔同轴,所述冷却管的四周均与所述冷却孔内壁之间具有间隙并形成所述回流通道。
4.根据权利要求1所述的后模镶件,其特征在于:所述镶件本体的外壁上设有一级排气槽。
5.根据权利要求4所述的后模镶件,其特征在于:所述一级排气槽的深度为0.01-0.05mm。
6.根据权利要求5所述的后模镶件,其特征在于:所述一级排气槽的深度为0.01mm。
7.根据权利要求4所述的后模镶件,其特征在于:所述镶件本体的外壁上还设有紧邻所述一级排气槽下部边沿设置的二级排气槽。
8.根据权利要求7所述的后模镶件,其特征在于:所述二级排气槽的深度大于所述一级排气槽的深度。
9.根据权利要求1所述的后模镶件,其特征在于:所述镶件本体的底部外壁上设有挂台。
10.一种后模组件,其特征在于:包括蜂窝板,所述蜂窝板内设有若干安装通孔,所述安装通孔内安装有如权利要求1-9任一项所述的后模镶件。
11.一种深孔板模具,其特征在于:包括后模芯和如权利要求10所述的后模组件,所述后模芯上设有至少一个后模型腔,所述后模组件与所述后模型腔一一对应设置。
12.根据权利要求11所述的深孔板模具,其特征在于:所述后模芯内设有环绕所述后模型腔设置的后模冷却通道。
技术总结
本技术公开了一种后模镶件,包括镶件本体,所述镶件本体的底面上设有冷却孔,所述冷却孔向上延伸至所述镶件本体的顶部;所述冷却孔内设有用于通入冷却介质的冷却管,所述冷却管的外壁与所述冷却孔的内壁之间形成用于冷却介质回流的回流通道。本技术还公开了一种后模组件,包括蜂窝板,所述蜂窝板内设有若干安装通孔,所述安装通孔内安装有如上所述的后模镶件。本技术还公开了一种深孔板模具,包括后模芯和如上所述的后模组件,所述后模芯上设有至少一个后模型腔,所述后模组件与所述后模型腔一一对应设置。本技术的后模镶件、后模组件和深孔板模具,能够有效提高冷却效果。
技术研发人员:文志勇,吉斌,李才烈,李孟达,贾勇,陈力
受保护的技术使用者:重庆威科贝科技有限公司
技术研发日:20221222
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!