双色条光缆挤塑模具及挤塑机的制作方法
本技术涉及光缆制造,尤其涉及一种双色条光缆挤塑模具及挤塑机。
背景技术:
1、随着光通信行业的不断发展,原有普通的光缆已经很难满足光缆网络扩建的需求,特别是对于一些室内布线资源紧张的光缆来说,为了将光源进行区分,通常需要在光缆外周增加一根或多根可以进行区分的色条,从而进行辨识。
2、目前用的双色条光缆挤塑模具参考图1所示,包括模芯和模套,模芯和模套均安装在机头体内部,其中模套的一端外周开设有圆环形的流道槽,流道槽能够与模具外部的模体围合形成环形流道,环形流道与模套中心供光缆穿过的中心孔之间通过两条分流道连通,色条挤出机与环形流道连通,形成色条的原料能够依次经过环形流道以及分流道流至光缆护套外形成色条。然而在实际应用中发现,上述双色条光缆挤塑模具挤出的两条色条存在色条宽度或厚度不一致的情况,影响最终成型的线缆美观度。
技术实现思路
1、本实用新型的目的之一在于提供一种双色条光缆挤出模具,能够实现双色条稳定平稳的注塑,满足两条色条宽度和厚度一致的需求。
2、为达此目的,本实用新型采用以下技术方案:
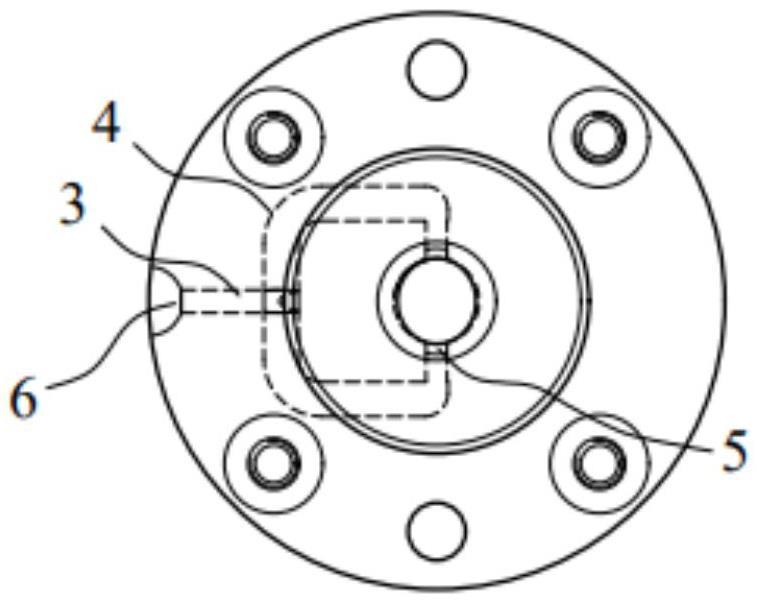
3、双色条光缆挤塑模具,包括模芯和模套,所述模套与所述模芯均设置为环形,所述模套与所述模芯同轴设置,所述模套与模芯之间形成间隔空腔,所述模套上开设有色条总流道、色条支道和塑形槽,所述色条总流道的一端与所述模套的外周贯通,所述色条总流道的另一端连接两条所述色条支道,两条所述色条支道分别与两条所述塑形槽连接,所述塑形槽沿所述模套的轴向设置于所述模套的内壁上且贯通所述模套的两端端面,两条所述塑形槽的宽度和深度均相同。
4、可选地,两条所述塑形槽分别位于所述模套的直径两端。
5、可选地,两条所述色条支道相对于所述色条总流道对称设置。
6、可选地,两条所述色条支道均设置为u形,其中一条所述色条支道u形开口朝下,另一条所述色条支道的u形开口朝上。
7、可选地,所述色条支道分为进口段、连接段和出口段,所述进口段与所述色条总流道连接,所述连接段连接所述进口段和所述出口段,所述出口段与所述塑形槽连接,所述出口段的截面积小于所述连接段以及所述进口段的截面积。
8、可选地,所述进口段与所述连接段的连接拐角处、所述连接段与所述出口段的连接拐角处均圆滑过渡。
9、可选地,所述色条总流道的进口处还设置有半球形的连接槽,所述连接槽的半径大于所述色条总流道的半径。
10、本实用新型的另一目的在于提供一种挤塑机,包括机体和机头,所述机头包括机头体、环形压盖以及上述双色条光缆挤塑模具,所述双色条光缆挤塑模具通过所述压盖压紧在所述机头体内。
11、可选地,所述模套背向所述模芯的一侧设置有沿轴向延伸的凸出部,所述凸出部伸入所述压盖内。
12、可选地,所述模芯的外周周向间隔设置有多个定位槽,所述模芯与所述机头体通过插入所述定位槽的第一紧固件连接。
13、本实用新型的有益效果为:本实用新型中的双色条光缆挤塑模具在模套内设置色条总流道以及与总流道连接的两条色条支道,两条色条支道分别与模套内壁沿轴向设置的两条塑性槽连接,塑形槽能够与护套共同围合形成塑形流道,使色条原料流体在塑性流道内塑性形成宽度和厚度均一致的两条色条,提高了挤出色条的稳定可靠性。而本实用新型中的挤塑机因拥有前述双色条光缆挤塑模具,能够形成色条稳定性高的光缆,提升美观程度以及市场竞争力。
技术特征:
1.双色条光缆挤塑模具,包括模芯(1)和模套(2),所述模套(2)与所述模芯(1)均设置为环形,所述模套(2)与所述模芯(1)同轴设置,所述模套(2)与所述模芯(1)之间形成间隔空腔(10),其特征在于:
2.根据权利要求1所述的双色条光缆挤塑模具,其特征在于,两条所述塑形槽(5)分别位于所述模套(2)的直径两端。
3.根据权利要求2所述的双色条光缆挤塑模具,其特征在于,两条所述色条支道(4)相对于所述色条总流道(3)对称设置。
4.根据权利要求3所述的双色条光缆挤塑模具,其特征在于,两条所述色条支道(4)均设置为u形,其中一条所述色条支道(4)u的形开口朝下,另一条所述色条支道(4)的u形开口朝上。
5.根据权利要求4所述的双色条光缆挤塑模具,其特征在于,所述色条支道(4)分为进口段、连接段和出口段,所述进口段与所述色条总流道(3)连接,所述连接段连接所述进口段和所述出口段,所述出口段与所述塑形槽(5)连接,所述出口段的截面积小于所述连接段以及所述进口段的截面积。
6.根据权利要求5所述的双色条光缆挤塑模具,其特征在于,所述进口段与所述连接段的连接拐角处、所述连接段与所述出口段的连接拐角处均圆滑过渡。
7.根据权利要求1所述的双色条光缆挤塑模具,其特征在于,所述色条总流道(3)的进口处还设置有半球形的连接槽(6),所述连接槽(6)的半径大于所述色条总流道(3)的半径。
8.挤塑机,包括机体和机头,其特征在于,所述机头包括机头体、环形压盖以及如权利要求1-7中任一所述双色条光缆挤塑模具,所述双色条光缆挤塑模具通过所述压盖压紧在所述机头体内。
9.根据权利要求8所述的挤塑机,其特征在于,所述模套(2)背向所述模芯(1)的一侧设置有环形凸出部(7),所述凸出部(7)伸入所述压盖内。
10.根据权利要求8所述的挤塑机,其特征在于,所述模芯(1)的外周周向间隔设置有多个定位槽(8),所述模芯(1)与所述机头体通过插入所述定位槽(8)的第一紧固件连接。
技术总结
本技术涉及光缆制造技术领域,尤其涉及一种双色条光缆挤塑模具及挤塑机,该双色条光缆挤塑模具包括模芯和模套,模芯和模套均为环形结构,模套与模芯同轴设置,模套与模芯之间形成间隔空腔,模套上开设有色条总流道、色条支道和塑形槽,色条总流道的一端与模套的外周贯通,色条总流道的另一端连接两条色条支道,两条色条支道分别与两条塑形槽连接,塑形槽沿模套的轴向开设在模套的内壁上且贯通模套的两端端面,两条塑形槽的宽度和深度均相同。该双色条光缆挤塑模具能够保证形成的两条色条宽度和厚度均一致,提高市场竞争力。
技术研发人员:沈清华,李剑春,向景根,吴澳升,刘水林
受保护的技术使用者:广东亨通光电科技有限公司
技术研发日:20221222
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!