拉筋及其制作工艺及充气产品的制作方法
本发明涉及充气产品,尤其是涉及一种拉筋及其制作工艺及充气产品。
背景技术:
1、所谓充气产品是指:多个外围片围设而成充气腔,然后通过向该充气腔内充气,以形成的具有特定形状的产品;充气产品以其舒适、便于携带、柔软的优点被广为应用,包括充气床、充气沙发、充气玩具、充气城堡,等等多种产品。其中,大部分的充气产品的外围片通常均是由软质材料制成的,因此,在充气时,充气产品就会形成一个球形,例如:气球。
2、在现有技术中,为了避免充气产品在充气后成为一个球体,人们通常在充气腔的内部设置有拉筋,拉筋与外围片连接,能够起到支撑和定型的作用,因此,根据拉筋设置在充气腔内的位置、拉筋的数量以及外围片的围设形状,充气产品可以形成特定的形状。
3、但是,现有充气产品为了舒适性和稳固耐用,往往会在产品内加若干条的拉筋;现有的拉筋制作技术,是对面料进行全部涂胶(即,表面全部覆盖tpu/pvc膜),然后制成拉筋,但是,tpu(thermoplastic polyurethanes,热塑性聚氨酯弹性体橡胶)涂胶价格高、纯pvc(polyvinyl chloride,聚氯乙烯)无涂胶,存在价格较高、重量较大。因此,采用全部涂胶,就会在无形中增加充气产品的成本和重量;另外,充放气时拉筋会阻挡气流流通,影响充放气效率。
技术实现思路
1、本发明的目的在于提供一种拉筋及其制作工艺及充气产品,以缓解现有技术中存在的拉筋表面全面涂胶,造成充气产品的成本和重量增加,以及拉筋会阻挡气流流通,影响充放气效率的技术问题。
2、本发明提供的一种拉筋制作工艺,包括以下步骤:
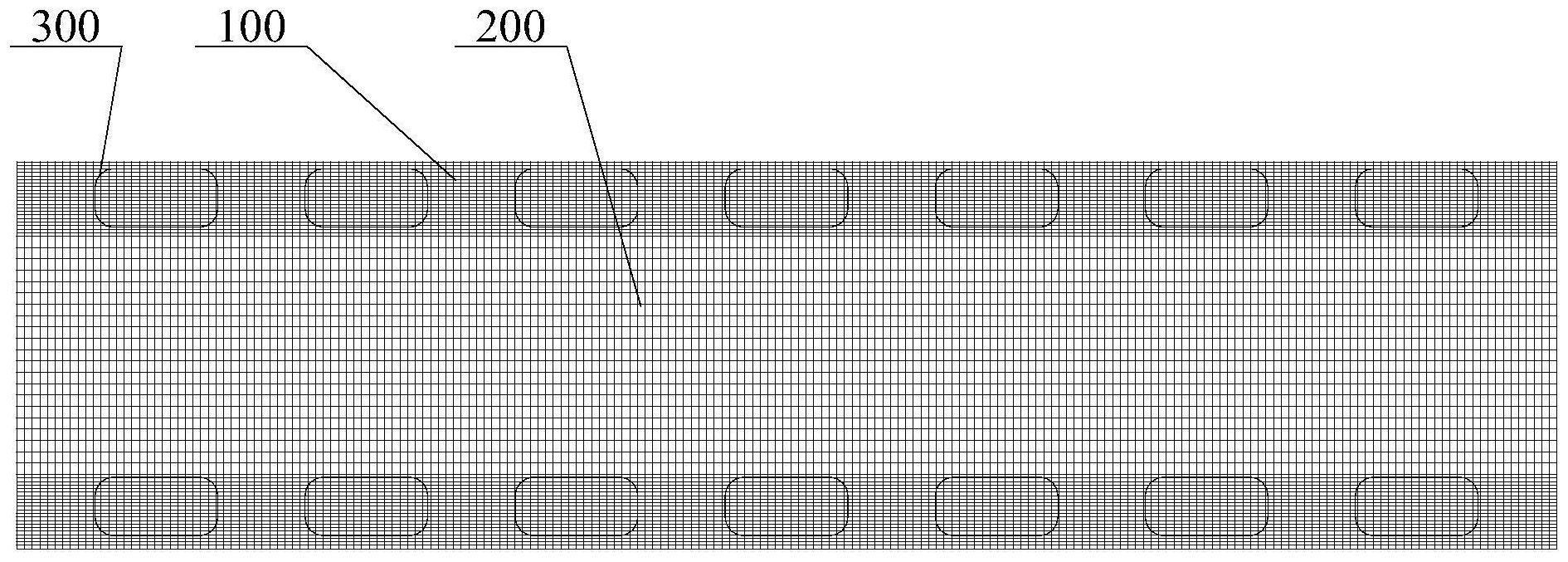
3、根据预设尺寸依次织造密集织造区和花型织造区,其中,花型织造区的织造疏密程度低于密集织造区;
4、沿着密集织造区的表面进行局部涂胶;
5、涂胶完成后,根据需求在密集织造区进行裁剪,形成拉筋;其中,任意相邻的两段的密集织造区之间的花型织造区为拉筋的高度。
6、在本发明较佳的实施例中,所述沿着密集织造区的表面进行局部涂胶的步骤还包括:
7、根据充气产品设置的熔接点面积范围确定局部涂胶范围;
8、任意相邻的两组密集织造区的局部涂胶以花型织造区的中线呈对称布置;
9、对局部涂胶进行烘干,形成粘贴层。
10、在本发明较佳的实施例中,所述局部涂胶包括局部点涂胶、局部线涂胶、局部面涂胶、局部流延或局部贴膜。
11、在本发明较佳的实施例中,还包括以下步骤:
12、织造形成两段密集织造区,并在两段密集织造区之间织造花型织造区;
13、在两段密集织造区内进行裁剪,形成长条网状结构的c字型拉筋。
14、在本发明较佳的实施例中,所述根据需求在密集织造区进行裁剪的步骤还包括:
15、以间隔织造的方式依次织造密集织造区和花型织造区;
16、沿着密集织造区的中线进行裁剪;
17、以花型织造区相对两侧的两段裁剪后的密集织造区作为拉筋结构,以形成长条网状结构的拉筋。
18、在本发明较佳的实施例中,还包括以下步骤:
19、织造形成三段密集织造区,并在任意相邻的两段密集织造区之间织造花型织造区;
20、以三段密集织造区分别形成第一段密集织造区、第二段密集织造区和第三段密集织造区;
21、在第一段密集织造区和第三段密集织造区的中线进行裁剪,并对局部涂胶区域平分裁剪;
22、将裁剪后第一段密集织造区和第三段密集织造区进行封边,形成环形拉筋;其中,环形拉筋的一端分别为经裁剪封边后的第一段密集织造区和第三段密集织造区,环形拉筋的另一端为第二段密集织造区;
23、以间隔织造的方式依次织造密集织造区和花型织造区形成循环织造。
24、在本发明较佳的实施例中,所述花型织造区为网格结构织造区;
25、或者,所述花型织造区包括织造而成的加强筋和花型区,所述花型区形成镂空花型结构,所述加强筋具有多条,所述加强筋沿着所述花型区的边缘织造。
26、本发明提供的一种拉筋,通过所述的拉筋制作工艺制作得到。
27、本发明提供的一种充气产品,包括:盖布、底布和所述的拉筋;
28、所述拉筋位于所述盖布和所述底布之间,沿着所述拉筋的两侧表面间隔布置有涂胶层,所述拉筋通过两侧的涂胶层分别与所述盖布和所述底布通过热熔工艺连接;
29、所述拉筋设置有多个,多个所述拉筋沿着垂直于所述拉筋的延伸方向间隔布置。
30、在本发明较佳的实施例中,还包括侧墙;
31、所述侧墙沿着所述盖布的边缘周向布置,所述侧墙分别与所述盖布和所述底布连接,所述盖布、所述侧墙和所述底布之间形成用于容纳所述拉筋的充气空间。
32、本发明提供的拉筋制作工艺,包括以下步骤:根据预设尺寸依次织造密集织造区和花型织造区,其中,花型织造区的织造疏密程度低于密集织造区;沿着密集织造区的表面进行局部涂胶;涂胶完成后,根据需求在密集织造区进行裁剪,形成拉筋;其中,任意相邻的两段的密集织造区之间的花型织造区为拉筋的高度;通过采用织造方式,运用织造疏密不同,形成织造密集织造区和花型织造区,使得形成的拉筋具有强纫,重量轻盈以及通气的优点还能够对形成拉筋表面的密集织造区的表面进行局部涂胶,节省了成本,降低了重量,保证了材料的浪费,缓解了现有技术中存在的拉筋表面全面涂胶,造成充气产品的成本和重量增加,以及拉筋会阻挡气流流通,影响充放气效率的技术问题。
技术特征:
1.一种拉筋制作工艺,其特征在于,包括以下步骤:
2.根据权利要求1所述的拉筋制作工艺,其特征在于,所述沿着密集织造区(100)的表面进行局部涂胶的步骤还包括:
3.根据权利要求2所述的拉筋制作工艺,其特征在于,所述局部涂胶包括局部点涂胶、局部线涂胶、局部面涂胶、局部流延或局部贴膜。
4.根据权利要求1-3任一项所述的拉筋制作工艺,其特征在于,还包括以下步骤:
5.根据权利要求4所述的拉筋制作工艺,其特征在于,所述根据需求在密集织造区(100)进行裁剪的步骤还包括:
6.根据权利要求1-3任一项所述的拉筋制作工艺,其特征在于,还包括以下步骤:
7.根据权利要求1所述的拉筋制作工艺,其特征在于,所述花型织造区(200)为网格织造工艺结构区;
8.一种拉筋,其特征在于,通过如权利要求1-7任一项所述的拉筋制作工艺制作得到。
9.一种充气产品,其特征在于,包括:盖布(500)、底布(600)和如权利要求8所述的拉筋(400);
10.根据权利要求9所述的充气产品,其特征在于,还包括侧墙(700);
技术总结
本发明提供了一种拉筋及其制作工艺及充气产品,涉及充气产品的技术领域,包括以下步骤:根据预设尺寸依次织造密集织造区和花型织造区,其中,花型织造区的织造疏密程度低于密集织造区;沿着密集织造区的表面进行局部涂胶;涂胶完成后,根据需求在密集织造区进行裁剪,形成拉筋;其中,任意相邻的两段的密集织造区之间的花型织造区为拉筋的高度;通过采用织造方式,运用织造疏密不同,形成织造密集织造区和花型织造区,使得形成的拉筋具有强纫,重量轻盈以及通气的优点,局部涂胶能够节省成本,降低重量,缓解了现有技术中存在的拉筋表面全面涂胶,造成充气产品的成本和重量增加,以及拉筋会阻挡气流流通,影响充放气效率的技术问题。
技术研发人员:夏永辉,马芝建,周梦之
受保护的技术使用者:浙江大自然户外用品股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!