用于基于挤出地制造成型体的增材制造设备的制作方法
本发明涉及一种用于基于挤出地制造成型体的增材制造方法。
背景技术:
1、由现有技术已知挤出方法,所述挤出方法设置以颗粒形式存在的构造材料的塑化。所述构造材料随后注射到设有型腔的成型模具中,硬化,并且借此构成在其形状上对应于型腔的负像的成型体。
2、此外,在现有技术中已知称为熔融沉积成型(fused deposition modeling(fdm))或熔丝制造(fused filament fabrication(fff))的增材制造方法,所述增材制造方法作为构造材料设置使用线形的原材料,所述构造材料输送给被加热的排出喷嘴并且通过排出喷嘴选择性地与区域相关地沉积在构造平面处或上。
3、在这里不利的是,在使用线形的原材料或以丝形式的构造材料时,每时间单位从喷嘴中排出的构造材料的量被限制。
技术实现思路
1、本发明的任务是,给出一种设备,所述设备尤其是关于简单和低成本的措施在同时实现要制造的成型体的高质量时能够实现构造过程的加速。
2、该任务通过按照权利要求1所述的增材制造设备解决,其用于从以颗粒和/或粉末形式存在的构造材料出发基于挤出地制造成型体。对此的从属权利要求涉及所述设备的可行的实施形式。
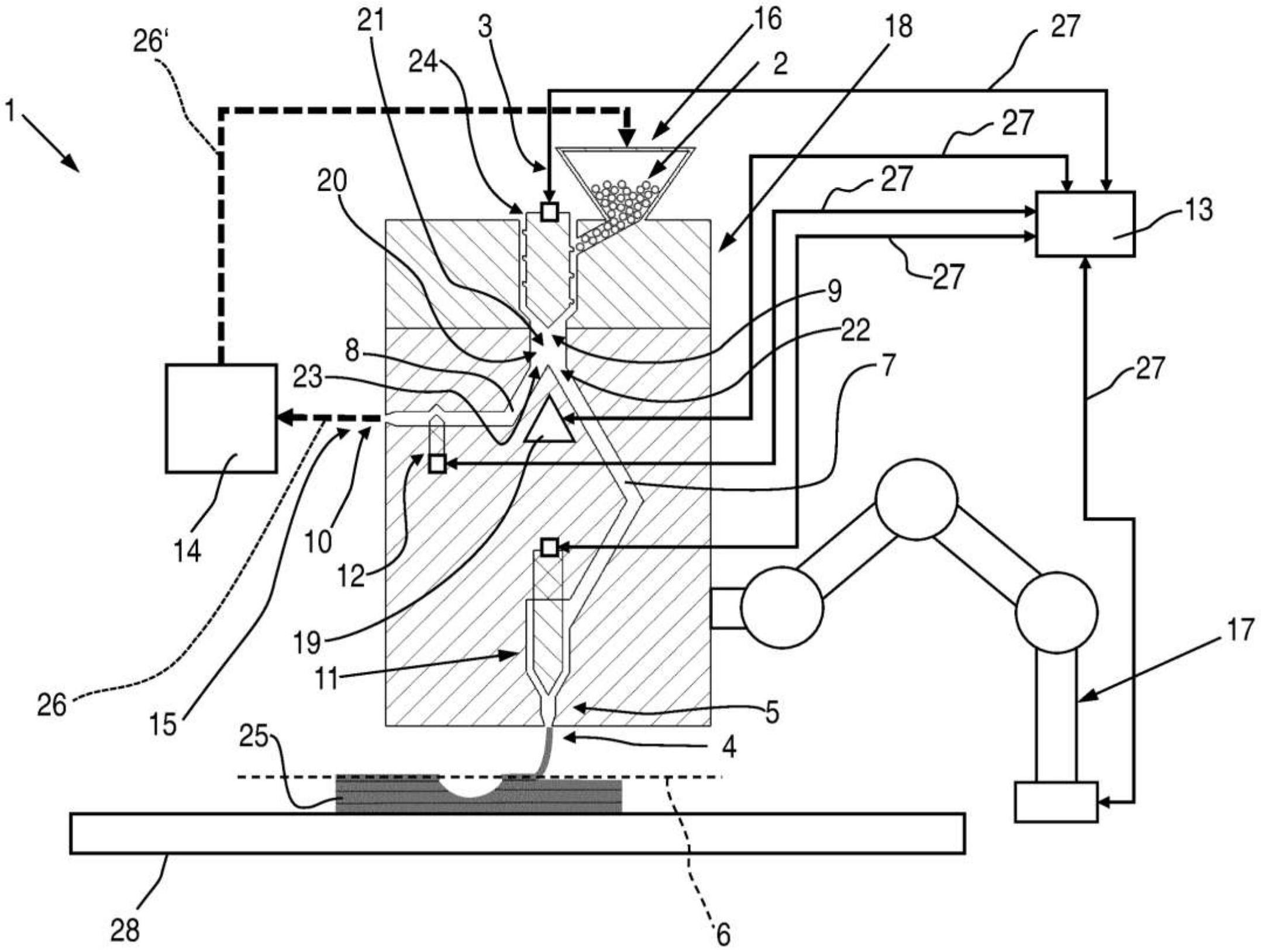
3、本发明涉及一种增材制造设备,用于从以颗粒和/或粉末形式存在的构造材料出发基于挤出地制造成型体,该增材制造设备包括:塑化装置,粉末状和/或颗粒状的初始构造材料在所述塑化装置中可塑化或被塑化。基于挤出在这里理解的是,固体的直至粘稠的可硬化的物质在压力下连续地从成型的喷嘴或也称为开口或模具的开口中挤出。在这里构造材料束(压出物)可以沉积在构造平面上。通过使用以粉末或颗粒形式存在的构造材料作为原材料——所述构造材料穿过例如具有螺旋挤出机的塑化装置,可以实现高的处理速度或在压力喷嘴的开口上提供大体积流量的塑化的构造材料,以用于沉积在构造平面上。由此,相比于在使用以线形的或丝状的输出形状的构造材料的设备构造中而言,能够实现显著较高的材料沉积速率(每时间单位的构造材料体积)。
4、为了塑化,所述粉末状和/或颗粒状的或者说所述粉末形和/或颗粒形的构造材料通过塑化单元转化至预先确定的压力范围和预先确定的温度范围。以该塑化的形式,构造材料输送给设有排出开口的压力喷嘴。借助该压力喷嘴,所述塑化的构造材料尤其是层式、选择性并且与区域相关地施加或沉积到构造平面上,以用于构成成型体。
5、所述增材制造设备现在具有第一连接通道,所述构造材料借助所述第一连接通道至少暂时地从所述塑化装置的输出端可引导或可转移至压力喷嘴的排出开口。此外,所述增材制造设备具有另外的连接通道,构造材料借助所述另外的连接通道至少暂时地可引导或被引导至如下接收区域,所述接收区域不对应于压力喷嘴的排出开口。换句话说,增材制造设备设置两个连接通道,其中,第一连接通道将用于构成成型体的构造材料通过压力喷嘴的排出开口沉积到所述构造平面处或上,以及另外的连接通道,借助所述另外的连接通道,构造材料不是输送至压力喷嘴,而是输送至与压力喷嘴远离地设置的接收区域。总体地,第一连接通道可以称为主通道并且所述至少一个另外的连接通道称为旁路,因为该旁路绕过构造材料至压力喷嘴的输送。按这种理解,可以提及通过第一连接通道的构造材料的主流和通过所述至少一个另外的连接通道的构造材料的旁流。
6、通过设置通过旁流引导构造材料的可行性或者说通过设置所述另外的连接通道或旁路,可以至少暂时通过旁路引导构造材料的至少最小的体积流量、尤其是全部的体积流量,从而尽管未进行构造材料通过压力喷嘴在构造平面处或上的沉积,但所述塑化装置不要求或仅要求其控制和/或运行参数的轻微的适配。换句话说,可以独立于通过压力喷嘴沉积的构造材料的量将塑化装置转移到任意(的)(高的)运行模式中,因为通过塑化装置驱动的构造材料可以通过所述另外的连接通道或者说通过所述旁路偏离。换句话说,尽管存在封闭的或在其体积流量输送方面限定的第一连接通道或者说主通道,但可以阻止塑化装置的停止,或者说所述塑化装置继续运转,从而可以减少或阻止可能的由起动和延迟引起的过程波动。
7、例如所述至少一个另外的连接通道设置或构成在塑化装置的输出端下游,其中,构造材料借助所述另外的连接通道至少暂时地被引导或可引导至接收区域。
8、层式构造可以理解为,在构造平面中施加或沉积材料之后,结构板和/或包括压力喷嘴的压力装置相对于至此施加的构造材料沿竖轴线或者说沿z方向移动,从而出现构造平面相对于至此施加的构造材料的(平行)移动。在压力喷嘴沿z方向的该新定位中,在这时存在的构造平面中再次施加构造材料并且借此构造在第一层上构造的另外的层。该过程类似于许多层的构造进行,从而结果是制造层式构造的成型体。
9、可行的是,闭锁机构设置或构成在第一连接通道中,所述闭锁机构设计用于,改变、尤其是调节引导通过连接通道的塑化的构造材料的体积流量或质量流量。只要在这里提及开环控制和/或闭环控制,则其总是包括在较狭义的意义中的至少暂时的或持久的开环控制和/或闭环控制。通过对应地操控闭锁机构,通过压力喷嘴输出的或沉积的构造材料的量可以为最大可能的排出量的0%和100%的值之间。优选地,所述闭锁机构作为针阀构成。
10、只要至少一个闭锁机构作为针阀构成,则其可以这样构成或设计,使得所述闭锁机构经过在压力喷嘴的区域中的任何死空间并且借此清除可能的在那里“保持的”材料。换句话说,在闭锁机构的打开位置期间,针形的闭锁元件完全拉回,从而在拉回的闭锁机构的区域中可以产生自由空间,构造材料沉积在所述自由空间中。在设计闭锁机构的过程中,闭锁元件可以这样运动,使得所述闭锁材料经过构造材料的沉积位置并且借此导出可能的在该位置上沉积的构造材料,从而对此可以取消或仅须较不经常地实施净化或维护过程。
11、在第一连接通道中例如可以设置或构成第一闭锁机构,并且在至少一个另外的连接通道中可以设置或构成至少一个另外的闭锁机构,所述闭锁机构的开度可调整、尤其是可开环控制或可闭环控制。例如所述另外的闭锁机构也可以作为针阀构成。在此,所述针阀可以包括设有螺纹的针形的阀活塞。其可以暂时伸入例如小的开口中并且借此调整引导通过该开口的构造材料的流动或体积流量的精确调整。例如可以设置,所述至少一个配置给主通道的第一阀机构和所述配置给旁路通道或所述另外的连接通道的至少一个另外的阀机构分别作为针阀构成。
12、至少一个闭锁机构、尤其是两个闭锁机构例如可以设置或构成在相应的排出部位(例如排出区域或压力喷嘴)附近。借此设置在第一连接通道或主通道中的闭锁机构可以处于压力喷嘴的排出开口附近。类似地,另外的、在所述另外的连接通道或者说在旁路中设置的闭锁机构可以处于所述另外的连接通道的排出区域附近或所述接收区域附近。换句话说,至少一个闭锁机构可以设置在压力喷嘴附近或者说靠近压力喷嘴和/或设置在接收区域附近或者说靠近接收区域。优选地,第一闭锁机构设置在压力喷嘴附近并且所述另外的闭锁机构设置在接收区域附近。例如所述至少一个闭锁机构设置在构造材料从包括至少一个压力喷嘴的压力单元中的出口(即例如压力喷嘴或所述另外的连接通道的排出区域)附近。
13、闭锁机构的附近的布置结构在这里指的是,与塑化装置的输出端、尤其是螺旋挤出机的输出端相比,所述闭锁机构更靠近压力喷嘴或排出区域地设置。例如闭锁机构设置在从塑化装置的输出端、尤其是螺旋挤出机的输出端至压力喷嘴的排出开口或所述另外的连接通道的排出区域的通道路程的朝向压力喷嘴或排出区域的一半、优选四分之一、特别优选六分之一、最优选十分之一中。至少一个闭锁机构也可以直接设置在压力喷嘴上游和/或直接设置在所述另外的连接通道的排出区域上游。通过在闭锁机构下游的构造材料的由此实现的短的行程,可以将关于其运动在所述过程中不可控制或仅限制地可控制的构造材料的份额保持为小。
14、所述至少两个闭锁机构的开度或者说释放的穿通开口的程度例如可以通过控制单元是可调整的,即例如可开环控制和/或可闭环控制。所述至少一个、尤其是两个闭锁机构的开度的控制单元侧的调整例如可以连续或无级地进行。(a)机器人控制器和/或加热装置控制器和/或塑化装置控制器的开环控制和/或闭环控制数据和/或(b)制造设备传感机构的传感器数据(例如温度传感器、加速度传感器、光学传感器、伺服电机数据和/或位置传感器数据)例如可以输送给所述控制单元、尤其是中央的控制单元。例如进行输送给所述控制单元的数据的分析处理,其中尤其是基于这些输送的数据可以输出修改的开环控制和/或闭环控制信息。通过数据在控制单元中的结合例如可以允许,使塑化装置的作为螺旋挤出机构成的组成部分的控制数据以及机器人的移动控制数据这样彼此协调,使得在如下情况进行螺旋挤出机的去激活,即,压力喷嘴借助机器人在没有在构造平面上沉积构造材料的情况下实施或者说对应地经过较长的移动行程。在塑化装置的去激活期间、尤其是在螺旋挤出机的去激活期间,两个闭锁机构可以优选通过控制单元控制地置于关闭位置中或占据关闭位置。较长的移动行程例如可以至少具有如下长度,所述长度比沿对应的定向的最大结构空间长度的十分之一更长,优选比其六分之一更长,特别优选比其四分之一更长,特别优选比其三分之一更长,最优选比其一半更长。
15、使用的构造材料例如可以至少部分地由塑料制成,优选地使用包括塑料和纤维、尤其是短纤维的构造材料。在此,所述构造材料可以至少部分地、优选主要由塑料形成。例如使用如下构造材料,所述构造材料15至40%重量由非由塑料制成的纤维材料和聚合物基体构成。可选地,可以将碳纤维(carbon)、尤其是短碳纤维作为添加给塑料颗粒的构造材料组成部分添加给挤出过程。作为短纤维可以使用如下纤维材料,其至少50%、优选至少75%、特别优选至少80%、最优选至少85%具有在30至300微米的范围中的纤维长度。例如,在构造材料的粒化中和/或之后将破碎的纤维残余物至少部分地、优选主要地、特别优选完全地混合。
16、在本方法中使用的构造材料例如可以至少作为组成部分具有、尤其是完全包括热塑性塑料,所述热塑性塑料优选熔化至在30℃和420℃之间、尤其是180℃至300℃的范围中的温度。借此所述增材制造设备、尤其是塑化装置可以具有合适的介质、例如加热介质,所述加热介质例如能够实现,对所述热塑性塑料对应地加热。这些介质例如可以作为加热筒或作为加热套构成。对于应用而言,可以优选使用接着的具有对应的熔化温度的热塑性塑料:具有在240℃和290℃的范围中的熔化温度的聚酰胺6(pa6);具有在260℃和300℃的范围中的熔化温度的聚酰胺66(pa66);具有在270℃和320℃的范围中的熔化温度的聚碳酸酯(pc);具有在200℃和290℃的范围中的熔化温度的聚甲基丙烯酸甲酯(pmma);具有在200℃和300℃的范围中的熔化温度的聚丙烯(pp);具有在180℃和300℃的范围中的熔化温度的聚乙烯(pe);具有在180℃和280℃的范围中的熔化温度的聚苯乙烯(ps);具有在200℃和260℃的范围中的熔化温度的苯乙烯-丙烯腈共聚物(san);具有在200℃和300℃的范围中的熔化温度的丙烯腈-丁二烯-苯乙烯共聚物(abs);具有在200℃和250℃的范围中的熔化温度的丙烯腈-苯乙烯-丙烯酸脂共聚物(asa);或具有在180℃和230℃的范围中的熔化温度的聚甲醛(pom)。
17、所述另外的连接通道通入的接收区域例如可以包括构造材料收集贮器,在所述另外的连接通道中引导的构造材料可接收或被接收在所述构造材料收集贮器中。借此由塑化装置塑化的构造材料的一部分通过第一连接通道(主连接通道)输送给压力喷嘴并且所述塑化的构造材料的另一部分输送给构造材料收集贮器。因此,可以在制造设备的示例性的运行模式中在所述至少两个连接通道、即主连接通道和所述至少一个另外的连接通道中同时输送或引导构造材料。例如构造材料收集贮器可以作为可脱开地与增材制造设备可连接的构造材料收集容器构成,从而该构造材料收集贮器在需要时可以从增材制造设备中尤其是暂时取出。按规定存在的使用的状态例如可以通过制造设备侧的传感器检测并且例如对应的状态信号可以传输给控制装置。
18、例如处于塑化装置下游的所述另外的连接通道(旁路)以其排出区域与塑化装置的供应区段连接,从而由连接通道引导的构造材料可输送或被输送给塑化装置侧的塑化过程,以用于构造材料的塑化。换句话说,未输送给主流的并且借此通过所述另外的连接通道(旁流或旁路)导出的构造材料可以再输送给塑化装置,以便在那里重新经受塑化过程。再输送给塑化装置的构造材料可以在此与第一次或新地输送给塑化装置侧的塑化过程的构造材料组合或混合。例如借助粒化装置实施的粒化过程可以处于在所述另外的连接通道中引导的构造材料到塑化过程中的再次输送的上游。借此可以首先对在所述另外的连接通道中引导的构造材料颗粒成型或加工(例如破碎)并且此后输送给塑化装置,尤其是在与第一次输送给塑化装置的构造材料混合之前或之后输送给塑化装置。
19、在一种有利的实施形式中可以设置,机器人单元设计用于,支承至少包括所述压力喷嘴的压力装置并且将该压力装置这样在构造平面上运动,以便选择性地与区域相关地将构造材料施加到构造平面上,以用于构成成型体。通过将所述至少一个包括压力喷嘴的压力装置在构造平面上移位,可以扩大结构空间的大小或借助压力装置构造的成型体的最大可行的尺寸。机器人单元例如可以按照关节型机器人的方式构成。
20、用于使包括压力喷嘴的压力装置运动的机器人单元例如可以具有小的动态响应。这样可实现,基于用于机器人的运动的许多临近的要经过的行程点,这些行程点在时间上紧迫地临近并且借此仅可以“预先计划”短的时间间隔。在这里要注意,塑化装置和运动通过塑化装置的构造材料在其运行操控中承受一定的惯性,所述惯性不允许塑化装置、尤其是塑化装置的螺旋挤出机的运行调节的合适的协调,使得所述运行操控在机器人的延迟的运动时基于塑化装置、尤其是塑化装置的螺旋挤出机的输送功能能够实现从压力喷嘴中的对应减少的材料排出。在机器人的运动速度提高并且借此在压力喷嘴在构造平面上的运动提高时也通常不可以进行塑化装置、尤其是塑化装置的螺旋挤出机的输送作用的这样灵巧的提高。然而,可以通过针对性地操控闭锁机构关联所提供的另外的连接通道或旁路允许合适地调整从压力喷嘴中的构造材料输出。这样可以通过配置给主通道或第一连接通道的闭锁机构充分快速地利用闭锁机构的通过横截面的变化对尤其是通过机器人单元运动的压力喷嘴的移动速度的变化做出反应。通过提供所述另外的连接通道或旁路,所述另外的连接通道或旁路可以导出在第一连接通道或主通道中减少的构造材料量,由此能够实现通过压力喷嘴输出的构造材料的迅速的减少,而不强制改变塑化装置、尤其是塑化装置的螺旋挤出机的构造材料输送作用。
21、所述塑化装置例如可以包括至少一个作为蜗杆、尤其是包括作为螺旋挤出机构成的输送和/或压力产生机构。附加或替代于蜗杆或螺旋挤出机,塑化装置可以包括至少一个活塞系统,借助所述活塞系统可实施压力产生和/或压力控制和/或要塑化的粉末状和/或颗粒状的构造材料的塑化和/或塑化的构造材料的塑化。
22、所述塑化装置和/或包括至少一个压力喷嘴的压力装置例如可以设有加热介质或者说包括加热介质,借助所述加热介质,热能可传输到在塑化装置中和/或在压力装置中引导的构造材料上。加热介质可以关于其加热功率或加热强度和/或关于相应的加热功率或加热强度的部位可控制地构成。该控制可以优选借助控制单元来控制,所述控制单元例如控制连接通道的至少一个闭锁机构。
23、可行的是,在塑化装置的在输出端下游的通道区段中构成分支部,在所述分支部上分支出第一连接通道和所述至少一个另外的连接通道、即例如主通道和旁路。换句话说,在该y形连接上,输送给塑化装置侧的塑化的构造材料可选地或同时地输送给第一连接通道和至少一个另外的连接通道。
24、在一种有利的扩展方案中,例如所述分支部可以具有配置给第一连接通道的第一穿通开口和配置给所述至少一个另外的连接通道的第二穿通开口,其中,第一穿通开口具有穿通面积,所述穿通面积大于或等于所述至少一个第二穿通开口的穿通面积,优选第一穿通开口的穿通面积至少以因数1.3、特别优选至少以因数1.7、最优选至少以因数2.5大于所述至少一个另外的穿通开口的穿通面积。通过连接通道的穿通开口的以这种方式进行的不同设计,在构造材料同时引导通过两个连接通道的运行模式中,可以调节用于相应的连接通道的构造材料的预先确定的体积流量。当仅在所述两个连接通道的一个连接通道中、尤其是在第一连接通道中或者说在引导至压力喷嘴的主连接通道中设置闭锁机构时,例如也可以允许该调节。
25、所述增材制造设备设计用于挤出粉末形和/或颗粒形的构造材料,其中实施按照挤出增材制造(extrusion additive manufacturing)方法(eam)和/或熔融沉积成型(fused deposition modeling)方法(fdm)和/或熔丝制造(fused filament fabrication)方法(fff)和/或熔融层成型方法(fused layer modeling)方法(flm)的方式的方法。所述相应的方法在这里设置在粉末形和/或颗粒形的构造材料的挤出处理或者说在构造材料选择性地与区域相关地施加在构造平面上以用于构成成型体之前,构造材料经过对应的挤出过程步骤。在这里,首先粉末形或颗粒形的构造材料借助塑化装置被塑化并且输送给压力喷嘴,其中借助压力喷嘴将塑化的构造材料选择性地与区域相关地沉积在构造平面上,以用于构成成型体。在构造平面的区域中,在此从压力喷嘴中输出的构造材料硬化并且凝固,从而产生在其形状方面确定地存在的成型体。
26、除了增材制造设备之外,本发明也涉及一种用于在使用在这里所述的增材制造设备的情况下增材制造至少一个成型体的方法。所述方法的一种优选的实施形式在这里可以包括:构造材料通过第一连接通道至压力喷嘴和通过至少一个另外的连接通道至接收区域的同时或交替的引导或运输。
27、在所述方法的一种有利的扩展方案中例如可以设置,借助第一闭锁机构调整塑化的构造材料至压力喷嘴的排出开口的输送,并且借助另外的闭锁机构调整塑化的构造材料至接收区域的输送。优选地,在第一闭锁机构至少部分、尤其是完全关闭并且另外的闭锁机构至少部分、尤其是完全打开的状态中,通过所述另外的连接通道实施所述构造材料的至少一部分、优选全部的构造材料至接收区域的输送。
28、替代地或附加地可以设置,当借助闭锁机构可调节塑化的构造材料至压力喷嘴的排出开口的输送时,在第一闭锁机构完全关闭的状态中,可以通过所述至少一个另外的连接通道实施构造材料至接收区域的输送,在这里所述另外的连接通道本身可以具有尤其是可调整的闭锁机构或不设有闭锁机构,从而所述另外的连接通道总是对于输送构造材料而言是可供使用的。不管所述另外的连接通道是否具有闭锁机构,可以实现优点,即,即使没有构造材料从压力喷嘴中引出或施加,塑化装置、尤其是塑化装置的螺旋挤出机仍然可以优选恒定地或以限定的最低速度继续运转。尤其是至少减少突然的停止和再次起动和总系统的与此关联的延迟或惯性,因为塑化装置可以完全或至少以关于其构造材料输送功能的最小量继续运转。
29、按照本发明的增材制造设备的全部的优点、细节、实施方式和/或特征可转用至或应用于按照本发明的方法。
- 还没有人留言评论。精彩留言会获得点赞!