一种提高注胶效率的注塑机动力装置的制作方法
本发明涉及注塑,具体涉及一种提高注胶效率的注塑机动力装置。
背景技术:
1、注塑机又名注射成型机或注射机,其通过加热使热塑性塑料或热固性塑料融化,随后利用压力注入模具中成型,可用于大批量生产塑料类的加工产品。注塑机工作时,模具通过液压缸或气缸驱动进行闭合或开启,从而实现依次进行注胶和脱模的操作。
2、目前通用液压注塑机都是用液压油缸作为射胶结构提供的射胶力,油缸的一头进油另一头排油,这样的结构会使排油那头产生一定的阻力,会降低了射胶效率。目前提高射胶效率的常用方法是加大油缸直径和加大动力,从而加大射胶力,但是这样成本很高,浪费材料和动力资源。
技术实现思路
1、本发明的目的在于提供一种提高注胶效率的注塑机动力装置。
2、本发明所解决的技术问题为:目前通过加大油缸直径和加大动力来提高射胶效率的方法成本高,浪费材料。
3、本发明的目的可以通过以下技术方案实现:
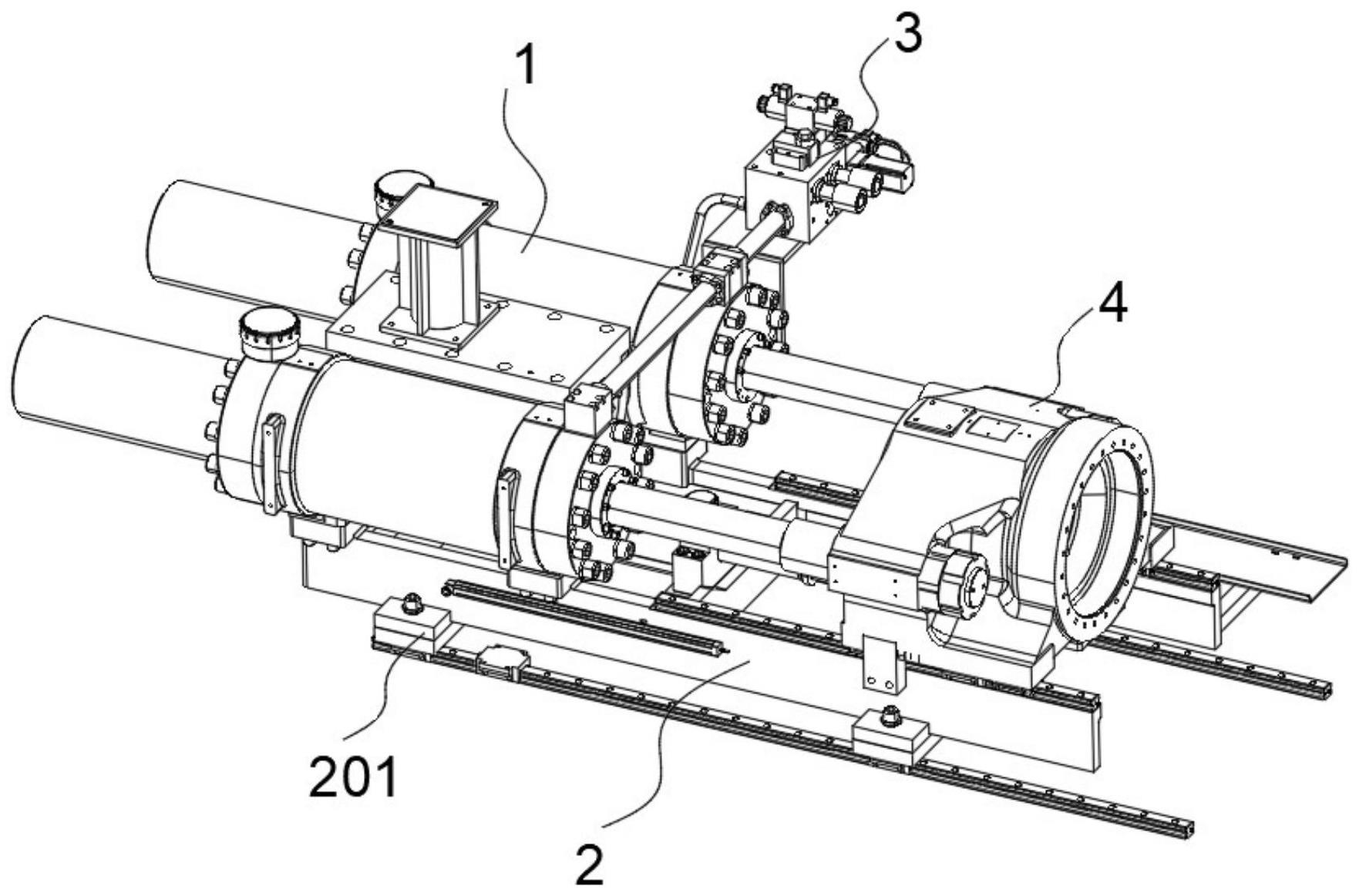
4、一种提高注胶效率的注塑机动力装置,包括射胶组件、射胶尾板、松退组件和油路组件。
5、射胶组件包括两个并排连接的射胶油缸体。射胶油缸体两端通过设置射胶油缸前盖和射胶油缸后盖形成射胶油缸。射胶油缸内通过射胶活塞分为有杆腔一和无杆腔一。射胶活塞位于有杆腔的一侧安装有射胶油缸活塞杆。
6、射胶尾板与射胶油缸活塞杆位于射胶油缸外的一端相连接。
7、松退组件包括松退油缸体和松退油缸活塞杆。松退油缸体两端通过设置松退油缸前盖和松退油缸后盖形成松退油缸。松退油缸内通过松退活塞分为有杆腔二和无杆腔二。松退油缸活塞杆位于有杆腔二内与松退活塞相连接,另一端位于松退油缸外与射胶尾板相连接。
8、油路组件与有杆腔一和无杆腔二连接。
9、其中,无杆腔一和有杆腔二均开设有换气口。
10、作为本发明进一步的方案:射胶油缸活塞杆一端与射胶活塞螺纹连接。
11、作为本发明进一步的方案:射胶组件还包括射胶活塞杆螺母和射胶限位轴套。
12、射胶活塞杆螺母螺纹安装在射胶油缸活塞杆位于射胶油缸外的一端。
13、射胶限位轴套固定安装在射胶油缸活塞杆位于射胶油缸外的外壁上。
14、其中,射胶尾板固定在射胶活塞杆螺母和射胶限位轴套之间。
15、作为本发明进一步的方案:射胶油缸活塞杆与松退油缸活塞杆相平行。
16、作为本发明进一步的方案:射胶活塞位于无杆腔的一侧螺纹连接有导向套。导向套上设置有导向套防护罩。
17、作为本发明进一步的方案:松退组件还包括射移支架、导轨副、松退活塞杆螺母和垫圈。
18、导轨副安装在射移支架上。射胶尾板滑动安装在导轨副上。
19、松退活塞杆螺母螺纹安装在松退油缸活塞杆位于松退油缸外的一端。
20、垫圈固定安装在松退油缸活塞杆位于松退油缸外的外壁上。
21、其中,射胶尾板固定在松退活塞杆螺母和垫圈之间。
22、作为本发明进一步的方案:无杆腔一的换气口和有杆腔二的换气口分别设置有空气滤清器一和空气滤清器二。
23、作为本发明进一步的方案:松退油缸前盖和松退油缸后盖通过多根松退油缸拉杆拉紧设置在松退油缸体两侧。
24、本发明的有益效果:
25、本发明的提高注胶效率的注塑机动力装置在整体的工作过程中,当向有杆腔一内注油时,无杆腔一内没有油,无杆腔一内的空气直接由换气口排出,降低了阻力;当向无杆腔二内注油时也是同理,因此通过降低阻力可以提高射胶效率。避免了采用加大油缸直径加大动力的方式解决现有油缸的一头进油另一头排油存在的排油阻力问题,节省了材料和动力资源。
技术特征:
1.一种提高注胶效率的注塑机动力装置,包括:
2.根据权利要求1所述的一种提高注胶效率的注塑机动力装置,其特征在于,所述射胶油缸活塞杆(108)一端与所述射胶活塞(105)螺纹连接。
3.根据权利要求1所述的一种提高注胶效率的注塑机动力装置,其特征在于,所述射胶组件(1)还包括:
4.根据权利要求1所述的一种提高注胶效率的注塑机动力装置,其特征在于,所述射胶油缸活塞杆(108)与所述松退油缸活塞杆(205)相平行。
5.根据权利要求1所述的一种提高注胶效率的注塑机动力装置,其特征在于,所述射胶活塞(105)位于无杆腔的一侧螺纹连接有导向套(103);所述导向套(103)上设置有导向防护罩(112)。
6.根据权利要求1所述的一种提高注胶效率的注塑机动力装置,其特征在于,所述松退组件(2)还包括:
7.根据权利要求1所述的一种提高注胶效率的注塑机动力装置,其特征在于,所述无杆腔一的换气口和有杆腔二的换气口分别设置有空气滤清器一(113)和空气滤清器二(207)。
8.根据权利要求1所述的一种提高注胶效率的注塑机动力装置,其特征在于,所述松退油缸前盖(206)和松退油缸后盖(211)通过多根松退油缸拉杆(212)拉紧设置在松退油缸体(210)两侧。
技术总结
本发明公开了一种提高注胶效率的注塑机动力装置,属于注塑领域,包括射胶组件、射胶尾板、松退组件和油路组件。射胶组件包括两个并排连接的射胶油缸体。射胶油缸体两端通过设置射胶油缸前盖和射胶油缸后盖形成射胶油缸。射胶油缸内通过射胶活塞分为有杆腔一和无杆腔一。射胶活塞位于有杆腔的一侧安装有射胶油缸活塞杆。松退组件包括松退油缸体和松退油缸活塞杆。松退油缸体两端通过设置松退油缸前盖和松退油缸后盖形成松退油缸。松退油缸内通过松退活塞分为有杆腔二和无杆腔二。通过降低阻力提高了射胶效率。避免了采用加大油缸直径加大动力的方式解决现有油缸的一头进油另一头排油存在的排油阻力问题,节省了材料和动力资源。
技术研发人员:曾庆飞,李尊,朱康建,孙晓波,朱燕志,袁中华,杜呈表,李浩娜,刘媛
受保护的技术使用者:博创智能装备股份有限公司
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!