可降解塑料的造粒生产系统的制作方法
1.本发明涉及塑料造粒技术领域,尤其涉及一种可降解塑料的造粒生产系统。
背景技术:
2.近年来,随着人们对环境保护意识的增强,可降解塑料成为近年来代替传统不可降解塑料制品的主流材料,可降解塑料主要通过在传统不可降解塑料的配料表中添加一定比例的自然植物中提取的天然高分子材料制作而成,故而在可降解塑料的制备过程中,如何更好的将二者混合搅拌并加热直至造粒,是影响其成品质量的重要原因之一,而在现有技术中,尚未拥有在可降解塑料造粒过程中对各个影响造粒品质的条件进行监控并调节的系统。
3.中国专利公开号:cn104044223b,公开了一种节能高效型塑料造粒机,送料螺杆在送料筒内转动设置,刮板在造粒挤出腔内转动设置,刮板外圆设置刮料块与挤出模筒的内筒壁贴近,挤出模筒的筒壁设置挤出孔,在挤出模筒的外筒壁设置转动的切断刀,所述送料筒的内筒壁上设置多条竖向肋条,竖向肋条从上往下贯穿整个送料筒高度,竖向肋条的顶圆与送料螺杆的外圆相配合,相邻竖向肋条与送料筒内筒壁、送料螺杆外圆之间围出空间形成送料筒内部空气循环通道。本发明利用刮料块碾压物料产生热量融化物料来进行塑料造粒,工作过程始终能够顺畅排气,独特刮板设计避免物料局部过热阻碍热传递,及落料、送料实现自动控制,确保整个造粒过程正常高速进行而且有高的造粒质量;由此可见,所述造粒机依靠碾压物料产生热量用以融化物料存在加热程度不均匀的问题,同时所述造粒机的产能受融化物料的速度所制约,导致产能不高的问题。
技术实现要素:
4.为此,本发明提供一种可降解塑料的造粒生产系统,用以克服现有技术中无法根据可降解塑料母粒制备过程中的实时反馈而对影响母粒质量的制备因素进行调整的问题。
5.为实现上述目的,本发明提供一种可降解塑料的造粒生产系统,包括搅拌机构、挤出机构、加热机构、冷却机构和控制机构,其中,搅拌机构包括物料箱、搅拌叶片和第一动力装置,物料箱设置在挤出机构的进料口,用以承载物料混合物,搅拌叶片设置在物料箱内,用以对物料混合物进行搅拌,第一动力装置连接搅拌叶片,用以带动搅拌叶片转动;挤出机构包括推料螺杆装置、第二动力装置和挤出机头,推料螺杆装置包括冷却水循环通道、推料螺杆和与其相对应的推料仓,冷却水循环通道设置在推料螺杆内部,用以对物料混合物进行降温,推料螺杆装置用以使物料混合物在预设压力下产生位移,第二动力装置连接推料螺杆,用以带动推料螺杆转动,挤出机头设置在挤出机构出料口,用以对被挤出所述挤出机构的物料混合物的直径进行预设尺寸的限制;加热机构分别设置在物料箱和挤出机构的外部,用以对物料箱和挤出机构内部的物料混合物进行加热,加热机构包括第一加热器和第二加热器,加热机构用以将电能转化
为热能,第一加热器设置在物料箱外部,第二加热器设置在挤出机构外部;冷却机构包括水冷凹槽、风冷凹槽、传送装置、剪切装置,水冷凹槽连接挤出机头,并设置有低温冷却水循环阀门,用以对被挤出所述挤出机头的物料混合物进行预设温度的浸水冷却,风冷凹槽连接水冷凹槽,风冷凹槽设置有若干风扇,用以对浸水冷却的物料混合物进行预设温度的风干和冷却,传送装置设置在水冷凹槽和风冷凹槽上,用以带动水冷凹槽和风冷凹槽上的物料混合物进行预设方向和速度的位移,剪切装置设置在风冷凹槽末端,用以对预设温度和预设干燥程度的物料混合物进行切粒作业;控制机构包括中央处理器,用以对各所述机构的动作进行相对应的调节。
6.搅拌机构还包括第一转速传感器,第一转速传感器用以对搅拌叶片的实时转速进行检测,并根据当前转速与预设转速的对比结果判定当前搅拌叶片的实时转速是否需要进行调整,当当前搅拌转速小于预设搅拌转速区间时,第一转速传感器判定当前搅拌转速低于预设搅拌转速区间,需控制第一动力装置提高搅拌转速,当当前搅拌转速处于预设搅拌转速区间内时,第一转速传感器判定当前搅拌转速不需要调整,当当前搅拌转速大于预设搅拌转速区间时,第一转速传感器判定当前搅拌转速超出预设搅拌转速区间,需控制第一动力装置降低搅拌转速。
7.挤出机构还包括第二转速传感器、第一温度传感器、第一压力传感器和挤出速率传感器,其中,第二转速传感器用以对推料螺杆的实时转速进行检测,并根据当前转速与预设转速的对比结果判定当前推料螺杆的实时转速是否需要进行调整,当当前推料转速小于预设推料转速区间时,第二转速传感器判定当前推料转速低于预设转速标准,需控制第二动力装置提高推料转速,当当前推料转速处于预设推料转速区间内时,第二转速传感器判定当前推料转速不需要调整,当当前推料转速大于预设推料转速区间时,第二转速传感器判定当前推料转速超出预设推料转速区间,需控制第二动力装置降低搅拌转速;第一温度传感器设置在冷却水循环通道内,用以检测冷却水循环通道内冷却水的温度,并根据当前温度与预设温度的对比结果判定当前冷却水的实时温度是否需要进行调整,当当前冷却水温度小于预设冷却水温度区间时,第一温度传感器判定当前冷却水温度低于预设冷却水温度区间,需控制冷却水循环通道关闭循环阀门,当当前冷却水温度处于预设冷却水温度区间内时,第一温度传感器判定当前冷却水温度不需要调整,当当前冷却水温度大于预设冷却水温度区间时,第一温度传感器判定当前冷却水温度超出预设冷却水温度区间,需控制冷却水循环通道开启循环阀门;第一压力传感器设置在推料仓内,用以对推料仓内物料混合物的挤出压力进行检测,并根据当前压力与预设压力的对比结果判定当前推料螺杆的实时转速是否需要进行调整,当当前挤出压力小于预设挤出压力区间时,第一压力传感器判定当前挤出压力低于预设挤出压力区间,需控制第二动力装置提高推料转速,当当前挤出压力处于预设挤出压力区间内时,第一压力传感器判定当前推料转速不需要调整,当当前挤出压力大于预设挤出压力区间时,第一压力传感器判定当前挤出压力超出预设挤出压力区间,需控制第二动力装置降低推料转速;挤出速率传感器设置在挤出机头预设尺寸的限制孔外,用以对物料混合物被挤出所述限制孔时的速率进行检测,并根据当前速率与预设速率的对比结果判定当前推料螺杆
的实时转速是否需要进行调整,当当前挤出速率小于预设挤出速率区间时,挤出速率传感器判定当前挤出速率低于预设挤出速率区间,需控制第二动力装置提高推料转速,当当前挤出速率处于预设挤出速率区间内时,挤出速率传感器判定当前推料转速不需要调整,当当前挤出速率大于预设挤出速率区间时,挤出速率传感器判定当前挤出速率超出预设挤出速率区间,需控制第二动力装置降低推料转速。
8.挤出机头外侧还设置有第一摄像检测传感器,用以利用机器视觉对挤出机头挤出的物料混合物的光泽度进行检测,并根据当前光泽度与预设光泽度的对比结果判定当前物料混合物在推料仓内的实时温度是否需要进行调整,当当前光泽度小于预设光泽度区间时,第一摄像检测传感器判定当前光泽度低于预设光泽度区间,需控制第二加热器提高推料仓温度,当当前光泽度处于预设光泽度区间内时,第一摄像检测传感器判定当前光泽度不需要调整,当当前光泽度大于预设光泽度区间时,第一摄像检测传感器判定当前光泽度超出预设光泽度区间,需控制第二加热器降低推料仓温度。
9.加热机构还包括第二温度传感器和第三温度传感器,其中,第二温度传感器设置在物料箱内部,用以检测物料箱内物料混合物的温度,并根据当前温度与预设温度的对比结果判定第一加热器的当前温度是否需要进行调整,当当前搅拌温度小于预设搅拌温度区间时,第二温度传感器判定当前搅拌温度低于预设搅拌温度区间,需控制第一加热器提高搅拌温度,当当前搅拌温度处于预设搅拌温度区间内时,第二温度传感器判定当前搅拌温度不需要调整,当当前搅拌温度大于预设搅拌温度区间时,第二温度传感器判定当前搅拌温度超出预设搅拌温度区间,需控制第一加热器降低搅拌温度;第三温度传感器设置在推料仓的内部,用以对第二加热器的当前温度进行检测,并根据当前温度与预设温度的对比结果判定第二加热器的实时温度是否需要进行调整,当当前推料仓温度小于预设推料仓温度区间时,第三温度传感器判定当前推料仓温度低于预设推料仓温度区间,需控制第二加热器提高推料仓温度,当当前推料仓温度处于预设推料仓温度区间内时,第三温度传感器判定当前推料仓温度不需要调整,当当前推料仓温度大于预设推料仓温度区间时,第三温度传感器判定当前推料仓温度超出预设推料仓温度区间,需控制第二加热器降低推料仓温度。
10.冷却机构还包括第二摄像检测传感器、第四温度传感器、第五温度传感器和第二压力传感器,其中,第二摄像检测传感器设置在风冷凹槽上,用以利用机器视觉对风冷凹槽上物料混合物的光泽度进行检测,并根据当前光泽度与预设光泽度的对比结果判定当前风扇的实时转速是否需要进行调整,当当前风冷光泽度小于预设风冷光泽度区间时,第二摄像检测传感器判定当前风冷光泽度低于预设风冷光泽度区间,需控制风扇降低当前转速,当当前风冷光泽度处于预设风冷光泽度区间内时,第二摄像检测传感器判定当前风扇转速不需要调整,当当前风冷光泽度大于预设风冷光泽度区间时,第二摄像检测传感器判定当前风冷光泽度超出预设风冷光泽度区间,需控制风扇提高当前转速;第四温度传感器设置在水冷凹槽上,用以对水冷凹槽上物料混合物的温度进行检测,并根据当前温度与预设温度的对比结果判定当前水冷凹槽的实时温度是否需要进行调整,当当前水冷物料温度小于预设水冷物料温度区间时,第四温度传感器判定当前水冷物
料温度低于预设水冷物料温度区间,需控制水冷凹槽关闭低温冷却水循环阀门,当当前水冷物料温度处于预设水冷物料温度区间内时,第四温度传感器判定当前水冷凹槽温度不需要调整,当当前水冷物料温度大于预设水冷物料温度区间时,第四温度传感器判定当前水冷物料温度超出预设水冷物料温度区间,需控制水冷凹槽开启低温冷却水循环阀门;第五温度传感器设置在风冷凹槽上,用以对风冷凹槽上物料混合物的温度进行检测,并根据当前温度与预设温度的对比结果判定当前风扇的实时转速是否需要进行调整,当当前风冷物料温度小于预设风冷物料温度区间时,第五温度传感器判定当前风冷物料温度低于预设风冷物料温度区间,需控制风扇关闭,当当前风冷物料温度处于预设风冷物料温度区间内时,第五温度传感器判定当前风扇转速不需要调整,当当前风冷物料温度大于预设风冷物料温度区间时,第五温度传感器判定当前风冷物料温度超出预设风冷物料温度区间,需控制风扇提高当前转速;第二压力传感器设置在剪切装置的切刀上,用以对切刀剪切物料混合物时的剪切压力进行检测,并根据当前压力与预设压力的对比结果判定当前物料混合物的硬度是否符合预设标准,当当前剪切压力小于预设剪切压力区间时,第二压力传感器判定当前剪切压力低于预设剪切压力区间,物料混合物硬度低于预设硬度标准,当当前剪切压力处于预设剪切压力区间内时,第二压力传感器判定物料混合物硬度符合预设硬度标准,当当前剪切压力大于预设剪切压力区间时,第二压力传感器判定当前剪切压力超出预设剪切压力区间,物料混合物硬度超出预设硬度标准。
11.各传感器包括第一转速传感器、第二转速传感器、挤出速率传感器、第一摄像检测传感器、第二摄像检测传感器、第一压力传感器、第二压力传感器、第一温度传感器、第二温度传感器、第三温度传感器、第四温度传感器和第五温度传感器,各所述传感器内分别设置有处理芯片和储存单元,储存单元内预设有各所述传感器对应的预设参数,处理芯片用以对各所述感传感器对应的预设参数和实时参数进行对比运算,控制机构连接各所述传感器,用以收集各所述传感器的调整指令,并根据各所述传感器调整后的物料混合物品质对各所述传感器的调整指令进行二次修正,物料混合物品质包括挤出速率、光泽度和硬度;所述控制机构在推料转速的调节控制中,选取当前推料转速与预设推料转速的差值、当前挤出压力与预设挤出压力的差值和当前挤出速率与预设挤出速率的差值中,当前参数与预设参数的差值最小的参数的推料转速调节控制作为控制机构二次调节推料转速的调节条件,其中,当当前推料转速与预设推料转速的差值均小于当前挤出压力与预设挤出压力的差值和当前挤出速率与预设挤出速率的差值时,所述控制机构选取根据当前推料转速与预设推料转速的对比结果得到的控制调节方式作为控制机构二次调节推料转速的调节方式;当当前挤出压力与预设挤出压力的差值均小于当前推料转速与预设推料转速的差值和当前挤出速率与预设挤出速率的差值时,所述控制机构选取根据当前挤出压力与预设挤出压力的差值的对比结果得到的控制调节方式作为控制机构二次调节推料转速的调节方式;当当前挤出速率与预设挤出速率的差值均小于当前推料转速与预设推料转速的差值和当前挤出压力与预设挤出压力的差值时,所述控制机构选取根据当前挤出压力与预
设挤出压力的差值的对比结果得到的控制调节方式作为控制机构二次调节推料转速的调节方式。
12.控制机构根据物料混合物挤出速率对各所述传感器调整指令的二次修正包括,当挤出速率传感器检测到的当前挤出速率低于预设挤出速率标准,且第一转速传感器、第一压力传感器和第二温度传感器检测到的当前参数符合参数标准时,控制机构控制第二动力装置提高推料转速,并控制第二加热器提高推料仓温度,直至当前挤出速率符合预设挤出速率标准;当挤出速率传感器检测到的当前挤出速率低于预设挤出速率标准,且第一转速传感器、第一压力传感器和第二温度传感器检测到的当前参数不符合参数标准时,控制机构控制第二动力装置停机,并控制第二加热器停机,并输出挤出机头异常需检查的提示;当挤出速率传感器检测到的当前挤出速率符合预设挤出速率标准,且第一转速传感器、第一压力传感器和第二温度传感器检测到的当前参数不符合参数标准时,控制机构控制第二动力装置停机,并控制第二加热器停机,并输出挤出机头异常需检查的提示。
13.控制机构根据物料混合物光泽度对各所述传感器调整指令的二次修正包括,当第一摄像检测传感器判定当前光泽度低于预设光泽度标准,且第一温度传感器、第三温度传感器和挤出速率传感器检测到的当前参数符合参数标准时,控制机构控制冷却水循环通道关闭循环阀门,并控制第二加热器提高推料仓温度,直至当前光泽度符合预设光泽度标准;当第一摄像检测传感器判定当前光泽度低于预设光泽度标准,且第一温度传感器、第三温度传感器和第一压力传感器检测到的当前参数符合参数标准,挤出速率传感器检测到的当前参数不符合参数标准时,控制机构控制冷却水循环通道关闭循环阀门,控制第二加热器提高推料仓温度,控制第一动力装置提高搅拌转速,并控制第二动力装置降低推料转速,直至当前光泽度符合预设光泽度标准;当第一摄像检测传感器判定当前光泽度低于预设光泽度标准,且第一温度传感器、第三温度传感器、第一压力传感器和挤出速率传感器检测到的当前参数符合参数标准时,控制机构控制搅拌机构、加热机构和挤出机构停止工作,并输出母粒挤出光泽度异常需检查的提示。
14.控制机构根据物料混合物硬度对各所述传感器调整指令的二次修正包括,当第三压力传感器判定当前剪切压力低于预设剪切压力标准,且第一摄像检测传感器和第二摄像检测传感器检测到的当前参数符合参数标准时,控制机构控制冷却水循环通道关闭循环阀门,控制第二加热器提高推料仓温度,控制第二动力装置降低推料转速;当第三压力传感器判定当前剪切压力高于预设剪切压力标准,且第一摄像检测传感器和第二摄像检测传感器检测到的当前参数符合参数标准时,控制机构控制冷却水循环通道开启循环阀门,控制第二加热器降低推料仓温度,控制第二动力装置提高推料转速。
15.与现有技术相比,本发明的有益效果在于,其一,通过在物料搅拌箱设置的温度传感器,可以实时对当前物料箱内物料的熔融状态进行检测,严格把控塑化质量;进一步地,通过在物料搅拌箱设置的转速传感器,可以实时对当前物料箱内物料的混合状态进行检测,进一步把控塑化质量;进一步地,通过在挤出机构设置的温度传感器和压力传感器,可以实时对当前物
料在挤出工序中的温度和压力进行检测,使系统对物料挤出工序中的塑化程度做到更精准的把控;进一步地,通过在挤出机构设置的转速传感器,可以实时对当前物料在挤出工序中的挤出速度进行检测,可以更好的根据物料当前状态控制挤出工序中物料的挤出速度配合整体母粒生产进度;进一步地,通过在挤出机头设置的压力传感器,可以使系统可以根据挤出机构的内外压力,实时判定当前物料塑化程度及机头的阻塞程度,第一时间发现问题并解决问题,减少因故障或原料缺陷造成的经济损失;进一步地,通过在冷却机构中设置的温度传感器,可以更好的把控物料在冷却阶段的冷却效果和冷却周期,使冷却阶段的可降解塑料受不稳定冷却因素的影响降至最低,同时保证可降解塑料在冷却阶段的质量,提高成品率,降低废品带来的经济成本;进一步地,通过在挤出机头和冷却机构中设置的摄像检测传感器,可以利用机器视觉对关键工序所生产的物料进行智能识别,打破以往仅能根据人工经验进行人工判断的较高的人工成本及人工判断失误造成经济损失的传统局面,使可降解塑料在生产过程中更加智能、精确,并以此降低经济成本,提高经济效益;进一步地,通过在切粒工序中利用压力传感器对切粒压力的检测,使可降解塑料在生产过程可以根据最终产品的关键质量参数进行源头性质的溯源和二次调整,扩大可降解塑料的生产智能化水平,提高成品率,降低经济成本。
附图说明
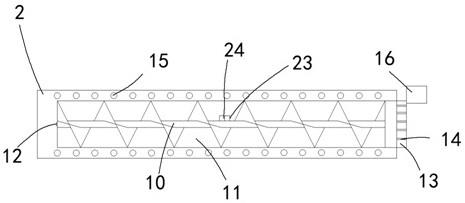
16.此处所说明的附图用来提供对本发明的进一步理解,构成本技术的一部分,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:图1为本发明实施例可降解塑料的造粒生产系统的结构示意图;图2为本发明实施例搅拌机构的结构示意图;图3为本发明实施例挤出机构的结构示意图;图4为本发明实施例水冷凹槽的结构示意图;图5为本发明实施例风冷凹槽的结构示意图;图6为本发明实施例剪切装置的结构示意图;图中:搅拌机构1,挤出机构2,水冷凹槽3,风冷凹槽4,剪切装置5,搅拌叶片6,第二温度传感器7,第一加热器8,第一转速传感器9,推料螺杆10,推料仓11,冷却水循环通道12,挤出机头13,挤出机头的限位孔14,第二加热器15,第一摄像检测传感器16,低温冷却水循环阀门17,第四温度传感器18,风扇19,第二摄像检测传感器20,切刀21,第二压力传感器22,第二转速传感器23,第一压力传感器24,第五温度传感器25。
具体实施方式
17.为了使本发明的目的和优点更加清楚明白,下面结合实施例对本发明作进一步描述;应当理解,此处所描述的具体实施例仅仅用于解释本发明,并不用于限定本发明。
18.下面参照附图来描述本发明的优选实施方式。本领域技术人员应当理解的是,这些实施方式仅仅用于解释本发明的技术原理,并非在限制本发明的保护范围。
19.需要说明的是,在本发明的描述中,术语“上”、“下”、“左”、“右”、“内”、“外”等指示的方向或位置关系的术语是基于附图所示的方向或位置关系,这仅仅是为了便于描述,而不是指示或暗示所述装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
20.此外,还需要说明的是,在本发明的描述中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域技术人员而言,可根据具体情况理解上述术语在本发明中的具体含义。
21.请参阅图1所示,其为本发明实施例可降解塑料的造粒生产系统的结构示意图,本实施例包括搅拌机构1、挤出机构2、加热机构、冷却机构和控制机构,其中,搅拌机构1包括物料箱、搅拌叶片6、第一动力装置和第一转速传感器9,物料箱设置在挤出机构2的进料口,用以承载物料混合物,搅拌叶片6设置在物料箱内,用以对物料混合物进行搅拌,第一动力装置连接搅拌叶片6,用以带动搅拌叶片6转动,第一转速传感器9用以对搅拌叶片6的实时转速进行检测,并根据当前转速与预设转速的对比结果判定当前搅拌叶片6的实时转速是否需要进行调整;挤出机构2包括推料螺杆装置、第二动力装置、第二转速传感器23、第一温度传感器、挤出机头13、第一压力传感器24和挤出速率传感器,推料螺杆装置包括冷却水循环通道12、推料螺杆10和与其相对应的推料仓11,冷却水循环通道12设置在推料螺杆10内部,用以对物料混合物进行降温,推料螺杆装置用以使物料混合物在预设压力下产生位移,第二动力装置连接推料螺杆10,用以带动推料螺杆10转动,第二转速传感器23设置在推料螺杆10上,用以对推料螺杆10的实时转速进行检测,并根据当前转速与预设转速的对比结果判定当前推料螺杆10的实时转速是否需要进行调整,第一温度传感器设置在冷却水循环通道12内,用以检测冷却水循环通道12内冷却水的温度,并根据当前温度与预设温度的对比结果判定当前冷却水的实时温度是否需要进行调整,挤出机头13设置在挤出机构2出料口,用以对被挤出所述挤出机构2的物料混合物的直径进行预设尺寸的限制,第一压力传感器24设置在推料仓11内,用以对推料仓11内物料混合物的挤出压力进行检测,并根据当前压力与预设压力的对比结果判定当前推料螺杆10的实时转速是否需要进行调整,挤出速率传感器设置在挤出机头13预设尺寸的限制孔14外,用以对物料混合物被挤出所述限制孔14时的速率进行检测,并根据当前速率与预设速率的对比结果判定当前推料螺杆10的实时转速是否需要进行调整;挤出机头13外侧还设置有第一摄像检测传感器16,用以利用机器视觉对挤出机头13挤出的物料混合物的光泽度进行检测,并根据当前光泽度与预设光泽度的对比结果判定当前物料混合物在推料仓11内的实时温度是否需要进行调整;加热机构分别设置在物料箱和挤出机构2的外部,用以对物料箱和挤出机构2内部的物料混合物进行加热,加热机构包括第一加热器8、第二加热器15、第二温度传感器7和第三温度传感器,加热机构用以将电能转化为热能,第一加热器8设置在物料箱外部,第二加热器15设置在挤出机构2外部,第二温度传感器7设置在物料箱内部,用以检测物料箱内物料混合物的温度,并根据当前温度与预设温度的对比结果判定第一加热器8的当前温度是
否需要进行调整,第三温度传感器设置在推料仓11的内部,用以对第二加热器15的当前温度进行检测,并根据当前温度与预设温度的对比结果判定第二加热器15的实时温度是否需要进行调整;冷却机构包括水冷凹槽3、风冷凹槽4、传送装置、第二摄像检测传感器20、第四温度传感器18、第五温度传感器25、剪切装置5和第二压力传感器22,水冷凹槽3连接挤出机头13,并设置有低温冷却水循环阀门17,用以对被挤出所述挤出机头13的物料混合物进行预设温度的浸水冷却,风冷凹槽4连接水冷凹槽3,风冷凹槽4设置有若干风扇19,用以对浸水冷却的物料混合物进行预设温度的风干和冷却,传送装置设置在水冷凹槽3和风冷凹槽4上,用以带动水冷凹槽3和风冷凹槽4上的物料混合物进行预设方向和速度的位移,第二摄像检测传感器20设置在风冷凹槽4上,用以利用机器视觉对风冷凹槽4上物料混合物的光泽度进行检测,并根据当前光泽度与预设光泽度的对比结果判定当前风扇19的实时转速是否需要进行调整,第四温度传感器18设置在水冷凹槽3上,用以对水冷凹槽3上物料混合物的温度进行检测,并根据当前温度与预设温度的对比结果判定当前水冷凹槽3的实时温度是否需要进行调整,第五温度传感器25设置在风冷凹槽4上,用以对风冷凹槽4上物料混合物的温度进行检测,并根据当前温度与预设温度的对比结果判定当前风扇19的实时转速是否需要进行调整,剪切装置5设置在风冷凹槽4末端,用以对预设温度和预设干燥程度的物料混合物进行切粒作业,第二压力传感器22设置在剪切装置5的切刀21上,用以对切刀21剪切物料混合物时的剪切压力进行检测,并根据当前压力与预设压力的对比结果判定当前物料混合物的硬度是否符合预设标准;各传感器包括第一转速传感器、第二转速传感器、挤出速率传感器、第一摄像检测传感器、第二摄像检测传感器、第一压力传感器、第二压力传感器、第一温度传感器、第二温度传感器、第三温度传感器、第四温度传感器和第五温度传感器,各所述传感器内分别设置有处理芯片和储存单元,所述储存单元内预设有各所述传感器对应的预设参数,所述处理芯片用以对各所述感传感器对应的预设参数和实时参数进行对比运算,控制机构包括中央处理器,中央处理器连接各所述传感器,用以收集各所述传感器的调整指令,并根据各所述传感器调整后的物料混合物品质对各所述传感器的调整指令进行二次修正,物料混合物品质包括挤出速率、光泽度和硬度;在本实施例中,第一动力装置、第二动力装置和传送装置的动力来源可以为伺服电机,也可以为步进电机,亦可以为线性电机,只要能够满足本实施例中对动力来源的需求即可,此不再赘述。
22.在本实施例中,各所述传感器内分别设置有处理芯片和储存单元,储存单元内预设有各所述传感器对应的预设参数,处理芯片用以对各所述感传感器对应的预设参数和实时参数进行对比运算。
23.在本实施例中,水冷凹槽3和风冷凹槽4的长度根据物料混合物配方的需求进行设置。
24.搅拌机构1中,第一转速传感器9用以对搅拌叶片6的实时转速进行检测,并根据当前转速与预设转速的对比结果判定当前搅拌叶片6的实时转速是否需要进行调整,其中,当前搅拌转速设为ss0,预设搅拌转速ss包括ss1和ss2,ss1<ss2,当ss0<ss1时,第一转速传感器9判定当前搅拌转速低于预设转速标准,需控制第
一动力装置提高搅拌转速;当ss1≤ss0≤ss2时,第一转速传感器9判定当前搅拌转速符合预设转速标准,当前搅拌转速不需要调整;当ss0>ss2时,第一转速传感器9判定当前搅拌转速不符合预设转速标准,需控制第一动力装置降低搅拌转速;挤出机构2中,第二转速传感器23用以对推料螺杆10的实时转速进行检测,并根据当前转速与预设转速的对比结果判定当前推料螺杆10的实时转速是否需要进行调整,其中,当前推料转速设为ps0,预设推料转速ps包括ps1和ps2,ps1<ps2,当ps0<ps1时,第二转速传感器23判定当前推料转速低于预设转速标准,需控制第二动力装置提高推料转速;当ps1≤ps0≤ps2时,第二转速传感器23判定当前推料转速符合预设转速标准,当前推料转速不需要调整;当ps0>ps2时,第二转速传感器23判定当前推料转速不符合预设转速标准,需控制第二动力装置降低推料转速;挤出机构2中,第一温度传感器设置在冷却水循环通道12内,用以检测冷却水循环通道12内冷却水的温度,并根据当前温度与预设温度的对比结果判定当前冷却水的实时温度是否需要进行调整,其中,冷却水当前温度设为cwt0,预设冷却水温度cwt包括cwt1和cwt2,cwt1<cwt2,当cwt0<cwt1时,第一温度传感器判定冷却水当前温度低于预设温度标准,冷却水当前温度需要调整,并控制冷却水循环通道12关闭循环阀门;当cwt1≤cwt0≤cwt2时,第一温度传感器判定冷却水当前温度符合预设温度标准,冷却水当前温度不需要调整;当cwt0>cwt2时,第一温度传感器判定冷却水当前温度不符合预设温度标准,冷却水当前温度需要调整,并控制冷却水循环通道12开启循环阀门;在本实施例中,冷却水循环通道的循环阀门连接低温冷却水,通过控制循环阀门的开合来控制循环通道12内冷却水的温度。
25.挤出机构2中,第一压力传感器24设置在推料仓11内,用以对推料仓11内物料混合物的挤出压力进行检测,并根据当前压力与预设压力的对比结果判定当前推料螺杆10的实时转速是否需要进行调整,其中,当前挤出压力设为ep0,预设挤出压力ep包括ep1和ep2,ep1<ep2,当ep0<ep1时,第一压力传感器24判定当前挤出压力低于预设压力标准,需控制第二动力装置提高推料转速;当ep1≤ep0≤ep2时,第一压力传感器24判定当前挤出压力符合预设压力标准,当前推料转速不需要调整;当ep0>ep2时,第一压力传感器24判定当前挤出压力不符合预设压力标准,需控制第二动力装置降低推料转速;挤出机构2中,挤出速率传感器设置在挤出机头13预设尺寸的限制孔14外,用以对物料混合物被挤出所述限制孔14时的速率进行检测,并根据当前速率与预设速率的对比结果判定当前推料螺杆10的实时转速是否需要进行调整,其中,当前挤出速率设为re0,预设
挤出速率re包括re1和re2,re1<re2,当re0<re1,挤出速率传感器判定当前挤出速率低于预设挤出速率标准,需控制第二动力装置提高推料转速;当re1≤re0≤re2时,挤出速率传感器判定当前挤出速率符合预设挤出速率标准,当前推料转速不需要调整;当re0>re2时,挤出速率传感器判定当前挤出速率不符合预设挤出速率标准,需控制第二动力装置降低推料转速;所述控制机构在推料转速的调节控制中,选取当前推料转速与预设推料转速的差值、当前挤出压力与预设挤出压力的差值和当前挤出速率与预设挤出速率的差值中,当前参数与预设参数的差值最小的参数的推料转速调节控制作为控制机构二次调节推料转速的调节条件,其中,当当前推料转速与预设推料转速的差值均小于当前挤出压力与预设挤出压力的差值和当前挤出速率与预设挤出速率的差值时,所述控制机构选取根据当前推料转速与预设推料转速的对比结果得到的控制调节方式作为控制机构二次调节推料转速的调节方式;当当前挤出压力与预设挤出压力的差值均小于当前推料转速与预设推料转速的差值和当前挤出速率与预设挤出速率的差值时,所述控制机构选取根据当前挤出压力与预设挤出压力的差值的对比结果得到的控制调节方式作为控制机构二次调节推料转速的调节方式;当当前挤出速率与预设挤出速率的差值均小于当前推料转速与预设推料转速的差值和当前挤出压力与预设挤出压力的差值时,所述控制机构选取根据当前挤出压力与预设挤出压力的差值的对比结果得到的控制调节方式作为控制机构二次调节推料转速的调节方式。
26.挤出机头13外侧还设置有第一摄像检测传感器16,用以利用机器视觉对挤出机头13挤出的物料混合物的光泽度进行检测,并根据当前光泽度与预设光泽度的对比结果判定当前物料混合物在推料仓11内的实时温度是否需要进行调整,其中,当前光泽度设为gi0,预设光泽度gi包括gi1和gi2,gi1<gi2,当gi0<gi1,第一摄像检测传感器16判定当前光泽度低于预设光泽度标准,需控制第二加热器15提高推料仓11温度;当gi1≤gi0≤gi2时,第一摄像检测传感器16判定当前光泽度符合预设光泽度标准,当前推料仓11温度不需要调整;当gi0>gi2时,第一摄像检测传感器16判定当前光泽度不符合预设光泽度标准,需控制第二加热器15降低推料仓11温度;加热机构中,第二温度传感器7设置在物料箱内部,用以检测物料箱内物料混合物的温度,并根据当前温度与预设温度的对比结果判定第一加热器8的当前温度是否需要进行调整,其中,当前搅拌温度设为mt0,预设搅拌温度mt包括mt1和mt2,mt1<mt2,当mt0<mt1时,第二温度传感器7判定当前搅拌温度低于预设搅拌温度标准,需控制第一加热器8提高搅拌温度;当mt1≤mt0≤mt2时,第二温度传感器7判定当前搅拌温度符合预设搅拌温度标准,当前搅拌温度不需要调整;
当mt0>mt2时,第二温度传感器7判定当前搅拌温度不符合预设搅拌温度标准,需控制第一加热器8降低搅拌温度;加热机构中,第三温度传感器设置在推料仓11的内部,用以对第二加热器15的当前温度进行检测,并根据当前温度与预设温度的对比结果判定第二加热器15的实时温度是否需要进行调整,其中,当前推料仓温度设为pb0,预设推料仓温度pb包括pb1和pb2,pb1<pb2,当pb0<pb1时,第三温度传感器判定当前推料仓温度低于预设推料仓温度标准,需控制第二加热器15提高推料仓温度;当pb1≤pb0≤pb2时,第三温度传感器判定当前推料仓温度符合预设推料仓温度标准,当前推料仓温度不需要调整;当pb0>pb2时,第三温度传感器判定当前推料仓温度不符合预设推料仓温度标准,需控制第二加热器15降低推料仓温度;冷却机构中,第二摄像检测传感器20设置在风冷凹槽4上,用以利用机器视觉对风冷凹槽4上物料混合物的光泽度进行检测,并根据当前风冷光泽度与预设风冷光泽度的对比结果判定当前风扇19的实时转速是否需要进行调整,其中,当前风冷光泽度设为cgi0,预设风冷光泽度cgi包括cgi1和cgi2,cgi1<cgi2,当cgi0<cgi1,第二摄像检测传感器20判定当前风冷光泽度低于预设风冷光泽度标准,需控制风扇19降低当前转速;当cgi1≤cgi0≤cgi2时,第二摄像检测传感器20判定当前风冷光泽度符合预设风冷光泽度标准,当前风扇19转速不需要调整;当cgi0>cgi2时,第二摄像检测传感器20判定当前风冷光泽度不符合预设风冷光泽度标准,需控制风扇19提高当前转速;在本实施例中,当条状物料混合物上的冷却水尚未完全风干时,其上水珠或/和水面在光线照射条件下,在摄像头拍摄的图像中,会呈现异常高亮度,导致条状物料混合物的光泽度高于冷却水完全风干时条状物料混合物的光泽度,故而,当第二摄像检测传感器20检测到条状物料混合物光泽度高于预设光泽度标准时,表示其条状物料混合物表面尚未完全风干。
27.冷却机构中,第四温度传感器18分别设置在水冷凹槽3上,用以对水冷凹槽3上物料混合物的温度进行检测,并根据实时温度与预设温度的对比结果判定当前水冷凹槽3的实时温度是否需要进行调整,其中,当前物料水冷温度设为wmt0,预设物料水冷温度wmt包括wmt1和wmt2,wmt1<wmt2,当wmt0<wmt1时,第四温度传感器18判定当前水冷凹槽3上物料混合物的温度低于预设物料水冷温度标准,需控制水冷凹槽3关闭低温冷却水循环阀门17;当wmt1≤wmt0≤wmt2时,第四温度传感器18判定当前水冷凹槽3上物料混合物的温度符合预设物料水冷温度标准,当前水冷凹槽3温度不需要调整;当wmt0>wmt2时,第四温度传感器18判定当前水冷凹槽3上物料混合物的温度不符合预设物料水冷温度标准,需控制水冷凹槽3开启低温冷却水循环阀门17;在本实施例中,低温冷却水循环阀门17连接低温冷却水,通过控制循环阀门的开合来控制水冷凹槽3内冷却水的温度。
28.冷却机构中,第五温度传感器25设置在风冷凹槽4上,用以对风冷凹槽4上物料混合物的温度进行检测,并根据实时温度与预设温度的对比结果判定当前风扇19的实时转速是否需要进行调整,其中,当前物料风冷温度设为fmt0,预设物料风冷温度fmt包括fmt1和fmt2,fmt1<fmt2,当fmt0<fmt1时,第五温度传感器25判定当前风冷凹槽4上物料混合物的温度低于预设物料风冷温度标准,需控制风扇19关闭;当fmt1≤fmt0≤fmt2时,第五温度传感器25判定当前风冷凹槽4上物料混合物的温度符合预设物料风冷温度标准,当前风扇19转速不需要调整;当fmt0>fmt2时,第五温度传感器25判定当前风冷凹槽4上物料混合物的温度不符合预设物料风冷温度标准,需控制风扇19提高当前转速;冷却机构中,第二压力传感器22设置在剪切装置5的切刀21上,用以对切刀21剪切物料混合物时的剪切压力进行检测,并根据实时压力与预设压力的对比结果判定当前物料混合物的硬度是否符合预设标准,其中,当前剪切压力设为sp0,预设剪切压力sp包括sp1和sp2,sp1<sp2,当sp0<sp1时,第二压力传感器22判定当前剪切压力低于预设剪切压力标准,物料混合物硬度低于预设硬度标准;当sp1≤sp0≤sp2时,第二压力传感器22判定当前剪切压力符合预设剪切压力标准,物料混合物硬度符合预设硬度标准;当sp0>sp2时,第二压力传感器22判定当前剪切压力不符合预设剪切压力标准,物料混合物硬度超出预设硬度标准;控制机构包括中央处理器,中央处理器连接各所述传感器,用以收集各所述传感器的调整指令,并根据各所述传感器调整后的物料混合物品质对各所述传感器的调整指令进行二次修正,物料混合物品质包括挤出速率、光泽度和硬度,其中,控制机构根据物料混合物挤出速率对各所述传感器调整指令的二次修正包括,当挤出速率传感器检测到的当前挤出速率低于预设挤出速率标准,且第一转速传感器9、第一压力传感器24和第二温度传感器7检测到的当前参数符合参数标准时,控制机构控制第二动力装置提高推料转速,并控制第二加热器15提高推料仓11温度,直至当前挤出速率符合预设挤出速率标准,此时物料混合物可能存在受热不均的情况,物料塑化程度较低;当挤出速率传感器检测到的当前挤出速率低于预设挤出速率标准,且第一转速传感器9、第一压力传感器24和第二温度传感器7检测到的当前参数不符合参数标准时,控制机构控制第二动力装置停机,并控制第二加热器15停机,并输出挤出机头13异常需检查的提示,此时挤出机头13可能存在因物料塑化程度较低的情况而引起的阻塞;当挤出速率传感器检测到的当前挤出速率符合预设挤出速率标准,且第一转速传感器9、第一压力传感器24和第二温度传感器7检测到的当前参数不符合参数标准时,控制机构控制第二动力装置停机,并控制第二加热器15停机,并输出挤出机头13异常需检查的提示,此时挤出机头13可能存在因物料塑化程度较低的情况而引起的阻塞。
29.控制机构根据物料混合物光泽度对各所述传感器调整指令的二次修正包括,当第一摄像检测传感器16判定当前光泽度低于预设光泽度标准,且第一温度传感
器、第三温度传感器和挤出速率传感器检测到的当前参数符合参数标准时,控制机构控制冷却水循环通道12关闭循环阀门,并控制第二加热器15提高推料仓11温度,直至当前光泽度符合预设光泽度标准,此时物料混合物可能存在塑化不良而导致的表面光泽度降低的情况;当第一摄像检测传感器16判定当前光泽度低于预设光泽度标准,且第一温度传感器、第三温度传感器和第一压力传感器24检测到的当前参数符合参数标准,挤出速率传感器检测到的当前参数不符合参数标准时,控制机构控制冷却水循环通道12关闭循环阀门,控制第二加热器15提高推料仓11温度,控制第一动力装置提高搅拌转速,并控制第二动力装置降低推料转速,直至当前光泽度符合预设光泽度标准,此时物料混合物可能存在塑化不良而导致的表面光泽度降低的情况;当第一摄像检测传感器16判定当前光泽度低于预设光泽度标准,且第一温度传感器、第三温度传感器、第一压力传感器24和挤出速率传感器检测到的当前参数符合参数标准时,控制机构控制搅拌机构1、加热机构和挤出机构2停止工作,并输出母粒挤出光泽度异常需检查的提示。
30.控制机构根据物料混合物硬度对各所述传感器调整指令的二次修正包括,当第三压力传感器判定当前剪切压力低于预设剪切压力标准,且第一摄像检测传感器16和第二摄像检测传感器20检测到的当前参数符合参数标准时,控制机构控制冷却水循环通道12关闭循环阀门,控制第二加热器15提高推料仓11温度,控制第二动力装置降低推料转速,此时物料混合物可能存在温度过高,物料焦化过重的情况;当第三压力传感器判定当前剪切压力高于预设剪切压力标准,且第一摄像检测传感器16和第二摄像检测传感器20检测到的当前参数符合参数标准时,控制机构控制冷却水循环通道12开启循环阀门,控制第二加热器15降低推料仓11温度,控制第二动力装置提高推料转速,此时物料混合物可能存在温度过低的情况,物料夹生而质脆。
31.至此,已经结合附图所示的优选实施方式描述了本发明的技术方案,但是,本领域技术人员容易理解的是,本发明的保护范围显然不局限于这些具体实施方式。在不偏离本发明的原理的前提下,本领域技术人员可以对相关技术特征做出等同的更改或替换,这些更改或替换之后的技术方案都将落入本发明的保护范围之内。
32.以上所述仅为本发明的优选实施例,并不用于限制本发明;对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1