一种利用废弃塑料及玻璃纤维的低温环保混合固废回收工艺的制作方法
本发明涉及固废回收,具体为一种利用废弃塑料及玻璃纤维的低温环保混合固废回收工艺。
背景技术:
1、目前,国内外废塑料处理方式主要有化学原料回收、物理填埋、复合改性、燃烧能源回收和机械物理回收等方式。传统对固废塑料进行回收的工艺大致包括分拣、水洗、粉碎、高温、搅拌成形等工艺,传统工艺会对环境产生严重污染。
2、传统废塑料回收行业在进行加工之前,必须对废塑料进行分拣、水洗,将不同类别的废塑料分别进行加工处理。这样,一方面增加了分拣成本,降低了加工效率,另一方面,在进行水洗的过程中,会产生大量污水排放,产生环境污染。分拣、水洗之后传统废塑料回收行业一般均采用300-500度左右高温工艺进行回收生产,将塑料完全熔化后,通过模具注塑或模压成型。这样的生产工艺有以下缺陷:第一,塑料在温度升高至270度以上时,会挥发对人体有害的致癌物质二噁英,产生严重环境污染;第二,二噁英是塑料材料保持塑性的关键物质,塑料材料在高温生产工艺下,材料中大部分二噁英挥发后,会使生产出的产品的物理性能如蠕变、模量、拉伸性能和韧性都会大降低。
3、固废产品还包括玻璃纤维,现在玻璃纤维生产过程中,会产生大量玻璃纤维废丝,现有处理玻璃纤维废丝的方法主要包括重新回炉制备低档玻璃纤维产品,同时分解出来的树脂可以作为燃料,但是本项方法对技术设备要求较高,同时树脂分解过程中会产生环境污染;除了回炉利用之外,玻璃纤维废丝还可以填埋处理,但是这种方法处理的玻璃纤维废丝几百年都不会分解,同时也会污染地下水。
4、农业生产过程中产生的生物废弃物例如秸秆,在处理过程中通常使用燃烧的方法,这样会产生大量的废烟并且容易污染环境。
5、针对现有固废利用过程中存在的问题,提供一种利用废弃塑料及玻璃纤维的低温环保混合固废回收工艺,本发明尝试将生物纤维、废弃塑料和废弃玻璃纤维在低温环保环境下进行固废利用,重新生成一种可循环利用的工业增强材料产品。
技术实现思路
1、本发明针对现有技术的不足,提供一种利用废弃塑料及玻璃纤维的低温环保混合固废回收工艺。
2、本发明通过以下技术手段实现解决上述技术问题:
3、步骤1:选取原料,原料包括固废塑料、玻璃纤维、生物质、去离子水、聚丙烯酰胺、甲基戊醇、胶粘剂;
4、步骤2:预处理,分别将固废塑料、玻璃纤维、生物质进行预处理,制备固废混合物;
5、步骤3:粉碎过筛,将步骤2得到的固废混合物送入粉碎机进行粉碎,然后进行过筛处理,过筛处理后得到固性粉末,将所述固性粉末落入原料储料箱;
6、步骤4:将固性粉末与去离子水、聚丙烯酰胺、甲基戊醇混合放入反应釜中,往反应釜中吹入氧气,然后进行搅拌,制备成混合物;
7、步骤5:加压,将步骤4中制备的所述混合物进行加压处理,经过加压处理之后,混合物形成碎颗粒状物质;
8、步骤6:注塑成型,将碎颗粒状物质与胶粘剂进行混合并放置在压热模具上,压热模具可以根据所要制备的形状进行选择,通过机械热压成形为塑料板形状。
9、进一步的,步骤1所述固废塑料包括塑料饮料瓶、包装袋、农用薄膜中的一种或者多种,所述生物质包括秸秆、甘蔗渣、椰子壳中的一种或者多种,所述玻璃纤维包括废弃玻璃纤维丝、玻璃纤维网格布、玻璃纤维纱、阻燃防火布中的一种或者多种。
10、进一步的,步骤2所述的预处理过程包括:
11、(1)生物质预处理,将生物质切削成段材,然后将段材放入粉碎机进行粉碎,粉碎后成生物质碎屑颗粒,将生物质碎屑颗粒放入烘干炉进行烘干,烘干后生物质碎屑颗粒的含水率不超过质量百分比2%,将生物质碎屑颗粒保持在干燥状态备用;
12、(2)固废塑料与玻璃纤维进行预处理,先进行消毒,然后放入粉碎机进行粉碎,制成纤维碎料;
13、(3)将所述生物质碎屑颗粒与所述纤维碎料进行混合搅拌,搅拌速度为50-100转/min,搅拌时间为20-30min,制备成固废混合物备用。
14、进一步的,步骤2所述段材长度不超过10cm,所述生物质碎屑颗粒不超过5mm,所述烘干温度保持在100-150℃之间,烘干时间为25-40min。
15、进一步的,所述原料质量百分比为固废塑料40-50%、玻璃纤维25-35%、生物质20-25%、去离子水0.2-1.3%、聚丙烯酰胺0.1-0.3%、甲基戊醇0.2-1%、胶粘剂2-5%。
16、进一步的,步骤6所述胶粘剂为聚甲基丙烯酸甲酯。
17、进一步的,步骤5所述压力为每平方米4-5t。
18、进一步的,步骤6所述注塑温度控制在150-250℃之间,注塑成型时间为5~10min,注塑压力为每平方米2-3t。
19、本发明的有益效果如下:
20、1、可以实现不同种类的固废利用,通过废弃塑料、废弃玻璃纤维、生物纤维、布料织物生成新的工业增强材料。
21、2、采用低温生产工艺,生产全过程温度控制在150-250℃之间,能有效减少塑料因高温产生有害物质释放,不会产生有毒有害气体。
22、3、本工艺可以利用未经分拣和水洗的废塑料直接进行加工,允许材料中含有不高于15%的生物质、金属屑等杂质。通过独有的配比方案,使各类混合的废塑料在低温生产工艺中转化成质量稳定的塑料增强板。
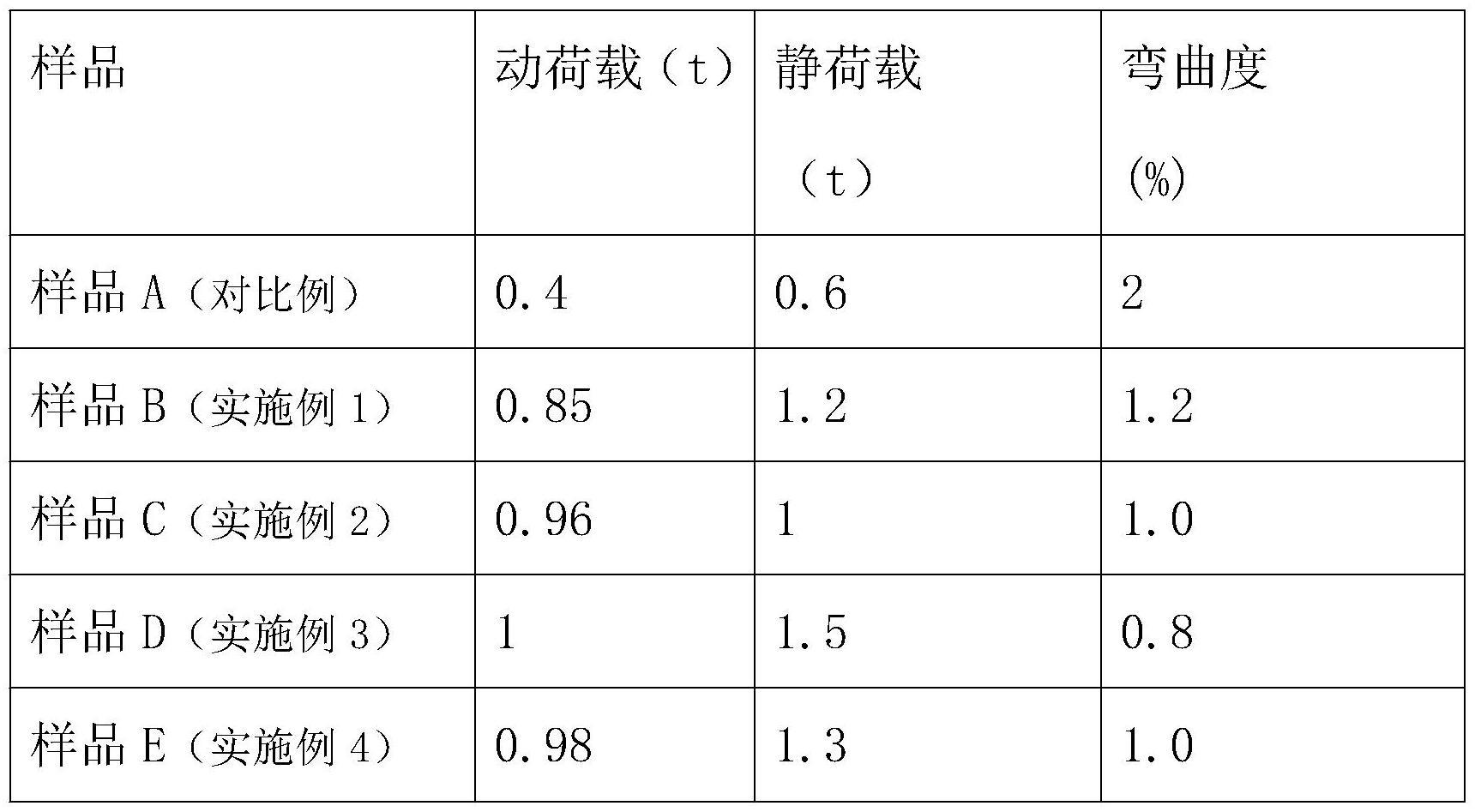
23、4、本发明制备的塑料增强板材荷载,抗拉伸性,弯曲度得到更好的改善。
技术特征:
1.一种利用废弃塑料及玻璃纤维的低温环保混合固废回收工艺,其特征在于:
2.根据权利要求1所述的混合固废回收工艺,其特征在于:步骤1所述固废塑料包括塑料饮料瓶、包装袋、农用薄膜中的一种或者多种,所述玻璃纤维包括废弃玻璃纤维丝、玻璃纤维网格布、玻璃纤维纱、阻燃防火布中的一种或者多种,所述生物质包括秸秆、甘蔗渣、椰子壳中的一种或者多种。
3.根据权利要求1所述的混合固废回收工艺,其特征在于:步骤2所述的预处理过程包括:
4.根据权利要求3所述的混合固废回收工艺,其特征在于:步骤2所述段材长度不超过10cm,所述生物质碎屑颗粒不超过5mm,所述烘干温度保持在100-150℃之间,烘干时间为25-40min。
5.根据权利要求1所述的混合固废回收工艺,其特征在于:所述原料质量百分比为:固废塑料40-50%、玻璃纤维25-35%、生物质20-25%、去离子水0.2-1.3%、聚丙烯酰胺0.1-0.3%、甲基戊醇0.2-1%、胶粘剂2-5%。
6.根据权利要求1或权利要求5所述的混合固废回收工艺,其特征在于:所述胶粘剂为聚甲基丙烯酸甲酯。
7.根据权利要求1所述的混合固废回收工艺,其特征在于:步骤5所述压力为每平方米4-5t。
8.根据权利要求1所述的混合固废回收工艺,其特征在于:步骤6所述注塑温度控制在150-250℃之间,注塑成型时间为5~10min,注塑压力为每平方米2-3t。
技术总结
本发明提供了一种利用废弃塑料及玻璃纤维的低温环保混合固废回收工艺,涉及固废回收领域,将固废塑料、玻璃纤维、生物质进行粉碎、搅拌处理形成固性粉末,然后将固性粉末添加去离子水、聚丙烯酰胺、甲基戊醇、胶粘剂形成混合物,再将混合物通过加压处理之后得到碎颗粒状物质,然后对碎颗粒状物质进行注塑成形,形成塑料增强板材,本发明反应温度控制在150‑250度之间,实现了低温固废回收,并且制备得到的塑料增强板材具有较好的荷载和抗弯曲度。
技术研发人员:王印芳
受保护的技术使用者:山东佳纳环保科技有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!