一种四合一无溶剂复合机及复合工艺控制方法与流程
本发明涉及无溶剂复合领域,尤其是一种四合一无溶剂复合机及复合工艺控制方法。
背景技术:
1、软包装复合膜有许多四层复合结构,而目前还没有能够一次性完成四种基材复合在一起的复合机,大多数生产厂家都是采用两层复合机进行复合,这样要经过三次复合工序才能完成四层复合结构,复合生产效率很低。
技术实现思路
1、本发明所要解决的技术问题是提供一种四合一无溶剂复合机及复合工艺控制方法,能通过变换放卷位置,完成最常用的两层复合结构的生产,也可以完成三层和四层复合结构的复合生产,复合生产效率高。
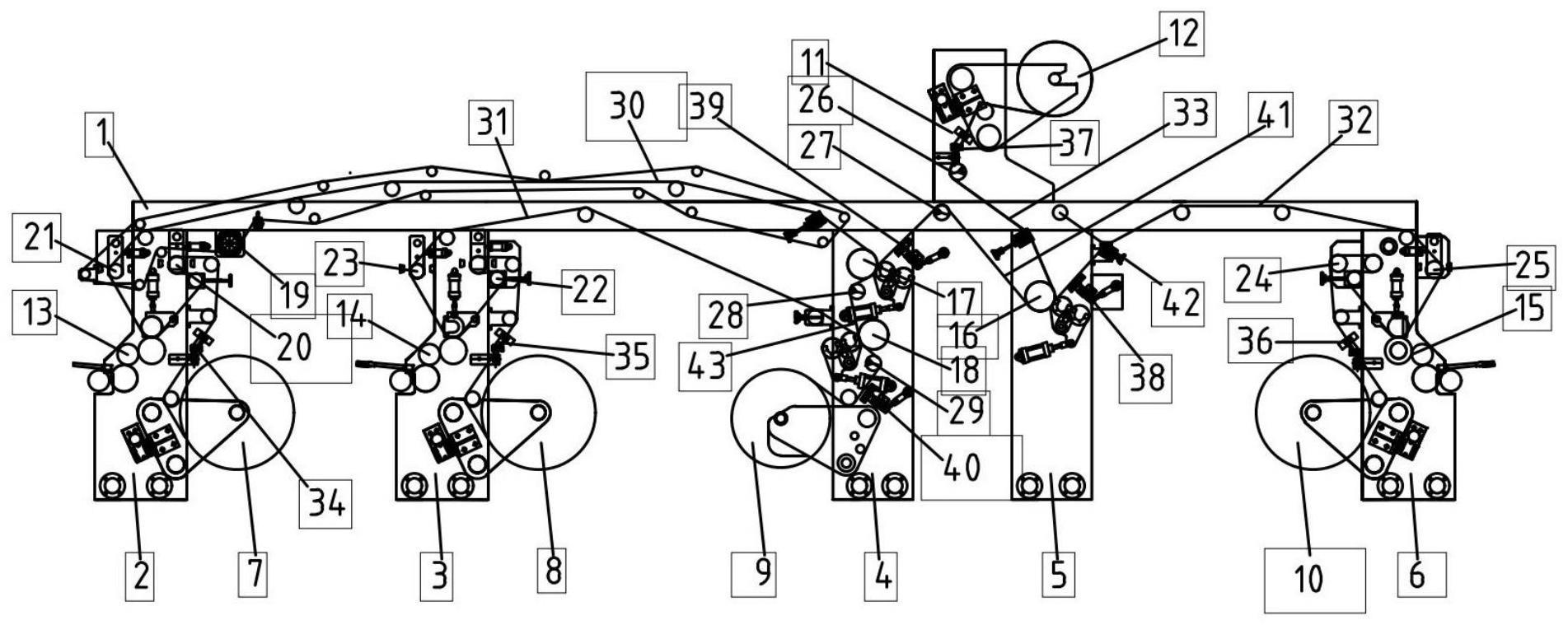
2、为解决上述技术问题,本发明的技术方案是:一种四合一无溶剂复合机,依次排列有第一涂布机组、第二涂布机组、第二复合机组、第一复合机组及第三涂布机组,所述第一涂布机组、第二涂布机组、第二复合机组、第一复合机组及第三涂布机组的顶部通过横梁相互连接;所述横梁的顶部设有高位放卷机组;所述第一涂布机组的左侧和右下侧分别设有第一五辊涂布单元和第一放卷单元;所述第二涂布机组的左侧和右下侧分别有第二五辊涂布单元和第二放卷单元;所述第二复合机组自上而下依次设有第二复合单元、第三复合单元及收卷单元,所述第二复合单元的钢辊在左侧,压辊在右侧,所述第三复合单元的钢辊在右侧,压辊在左侧;所述第一复合机组上设有第一复合单元,所述第一复合单元的钢辊在左侧,压辊在右侧;所述第三涂布机组的右侧和左下侧分别设有第三五辊涂布单元和第三放卷单元;所述高位放卷机组上设有第四放卷单元;
3、所述第一涂布机组上部的右侧和左侧分别设有第五张力单元和第四张力单元,第五张力单元用于控制第一放卷单元到第一五辊涂布单元路径段料带张力,第四张力单元用于控制第一五辊涂布单元到第二复合单元路径段料带张力;所述第二涂布机组上部的右侧和左侧分别设有第七张力单元和第六张力单元,第七张力单元用于控制第二放卷单元到第二五辊涂布单元路径段料带张力,第六张力单元用于控制第二五辊涂布单元到第三复合单元路径段料带张力;所述第三涂布机组上部的左右两侧分别设有第九张力单元和第八张力单元,第九张力单元用于控制第三放卷单元到第三五辊涂布单元路径段料带张力,第八张力单元用于控制第三五辊涂布单元到第一复合单元路径段料带张力;所述高位放卷机组的下部设有第十张力单元,第十张力单元用于控制第四放卷单元到第一复合单元段路径料带张力;所述横梁上处于第一复合单元和第二复合单元位置之间设有第三张力单元,第三张力单元用于控制第一复合单元到第二复合单元段路径料带张力;所述第二复合机组的第二复合单元和第三复合单元之间设有第二张力单元,第二张力单元用于控制第二复合单元到第三复合单元段路径料带张力;所述第三复合单元和收卷单元之间设有第一张力单元,第一张力单元用于控制收卷张力;
4、所述复合机机架上共设置六条料带路径:第一放卷料带路径从第一放卷单元开始,经第五张力单元、第一五辊涂布单元、第四张力单元及横梁上设置的第一导辊组到第二复合单元;第二放卷料带路径从第二放卷单元开始,经第七张力单元、第二五辊涂布单元、第六张力单元及横梁上设置的第二导辊组到第三复合单元;第三放卷料带路径从第三放卷单元开始,经第九张力单元、第三五辊涂布单元、第八张力单元及横梁上设置的第三导辊组到第一复合单元;第四放卷料带路径从第四放卷单元开始经第十张力单元到第一复合单元;第五料带路径从第一复合单元开始,经第三张力单元到第二复合单元;第六料带路径从第二复合单元开始,经第二张力单元、第三复合单元及第一张力单元到收卷单元;第三放卷料带路径可经路径转换导辊从第三放卷单元进入第二复合单元;
5、所述第一涂布机组上于第一放卷单元上方的第一放卷料带路径上设有第一零位集控式纠偏电眼;所述第二涂布机组上于第二放卷单元上方的第二放卷料带路径上设有第二零位集控式纠偏电眼;所述第三涂布机组上于第三放卷单元上方的第三放卷料带路径上设有第三零位集控式纠偏电眼;所述高位放卷机组上于第四放卷单元下方的第四放卷料带路径上设有第四零位集控式纠偏电眼;所述第一复合机组上于第一复合单元前方的第四放卷料带路径的下方设有第一排气装置;所述第二复合机组上于第二复合单元前方的第五料带路径的下方设有第二排气装置;所述第二复合机组上于第三复合单元下方的第六料带路径的下方设有第三排气装置。
6、作为改进,当四层复合结构为pet/al/ny/rcpp类型时,pet、al、ny、rcpp四种复合基材按顺序分别装料于第三放卷单元、第四放卷单元、第一放卷单元及第二放卷单元中,pet基材在第三五辊涂布单元涂胶后经第三放卷料带路径进入第一复合单元,al基材经第四放卷料带路径进入第一复合单元,al基材靠在第一复合单元的钢辊上作为复合基准与pet基材进行第一次复合,复合后的双层基材经第五料带路径进入第二复合单元,ny基材在第一五辊涂布单元涂胶后经第一放卷料带路径进入第二复合单元,ny基材靠在第二复合单元的钢辊上作为复合基准与双层基材进行第二次复合,复合后的三层基材经第六料带路径进入第三复合单元,rcpp基材在第二五辊涂布单元涂胶经第二放卷料带路径进入第三复合单元,三层基材靠在第三复合单元的钢辊上作为复合基准与rcpp基材进行第三次复合,并经第六料带路径到收卷单元完成复合。
7、作为改进,当四层复合结构为pet/ny/al/rcpp类型时,pet、ny、al、rcpp四种复合基材按顺序分别装料于第二放卷单元、第一放卷单元、第四放卷单元及第三放卷单元中,rcpp基材在第三五辊涂布单元涂胶后经第三放卷料带路径进入第一复合单元,al基材经第四放卷料带路径进入第一复合单元,al基材靠在第一复合单元的钢辊上作为复合基准与rcpp进行第一次复合;复合后的双层基材经第五料带路径进入第二复合单元,ny基材在第一五辊涂布单元涂胶后经第一放卷料带路径进入第二复合单元,ny基材靠在第二复合单元的钢辊上作为复合基准与双层基材进行第二次复合,复合后的三层基材经第六料带路径进入第三复合单元,pet基材在第二五辊涂布单元涂胶经第二放卷料带路径进入第三复合单元,三层基材靠在第三复合单元的钢辊上作为复合基准与pet基材进行第三次复合,并经第六料带路径到收卷单元完成复合。
8、作为改进,当进行复合结构为pet/al/rcpp类型的三层复合时,pet、al、rcpp三种复合基材按顺序分别装料于第三放卷单元、第四放卷单元及第二放卷单元中,pet基材在第三五辊涂布单元涂胶后经第三放卷料带路径进入第一复合单元,al基材经第四放卷料带路径进入第一复合单元,al基材靠在第一复合单元的钢辊上作为复合基准与pet进行第一次复合;复合后的双层基材经第五料带路径进入第二复合单元,双层基材在第二复合单元压合或者不压合通过进入第三复合单元,rcpp基材在第二五辊涂布单元涂胶经第二放卷料带路径进入第三复合单元,双层基材靠在第三复合单元的钢辊上作为复合基准与rcpp基材进行第三次复合,并经第六料带路径到收卷单元完成复合。
9、作为改进,当进行复合结构为pet/纸或vmpet/pe两类的三层复合时,pet、纸或vmpet、pe三类复合基材按顺序分别装料于第三放卷单元、第一放卷单元及第二放卷单元中,pet基材在第三五辊涂布单元涂胶后经第三放卷料带路径及路径转换导辊进入第二复合单元,纸或vmpet基材在第一五辊涂布单元涂胶后经第一放卷料带路径进入第二复合单元,纸或vmpet基材靠在第二复合单元的钢辊上作为复合基准与pet基材进行第一次复合,复合后的双层基材经第六料带路径进入第三复合单元,pe基材在第二五辊涂布单元涂胶经第二放卷料带路径进入第三复合单元,双层基材靠在第三复合单元的钢辊上作为复合基准与pe基材进行第二次复合,并经第六料带路径到收卷单元完成复合。
10、作为改进,第三复合单元钢辊的转速为主机设定速度,是全机基准速度,控制收卷电机速度匹配第三复合单元钢辊的转速来匹配张力t1,控制第二复合钢辊速度匹配第三复合单元钢辊的转速来匹配张力t2,控制第二涂布钢辊速度匹配第三复合单元钢辊的转速来匹配张力t6,t1、t2及t6为整机一级张力;控制第一复合钢辊速度匹配第二复合单元钢辊的转速来匹配张力t3,控制第一涂布钢辊速度匹配第二复合单元钢辊的转速来匹配张力t4,控制第二放卷速度匹配第二涂布钢辊的转速来匹配张力t7,t3、t4及t7为整机二组张力;控制第一放卷速度匹配第一涂布钢辊的转速来匹配张力t5,控制第三涂布钢辊速度匹配第一复合单元钢辊的转速来匹配张力t8,控制第四放卷速度匹配第一复合钢辊的转速来匹配张力t10,t5、t8、t10为整机三级张力;控制第三放卷速度匹配第三涂布钢辊的转速来匹配张力t9,t9为整机四级张力。
11、作为改进,所述第一排气装置、第二排气装置和第三排气装置均包括滑杆、若干安装在滑杆上的刀片组件、设在刀片组件上方的安全罩和用于驱动滑杆摆动的摆动机构,所述摆动机构包括设在滑杆两端的摆动组件,所述摆动组件包括气缸和摆臂,所述摆臂的一端与墙板铰接,摆臂的另一端与气缸的伸缩杆铰接,所述气缸的缸体与墙板铰接,所述滑杆的端部固定在摆臂上。
12、本发明复合工艺的控制方法:
13、开机合压步骤为:
14、1)第三复合压辊压合,收卷及第三复合钢辊电机启动;
15、2)第二复合压辊压合,第二复合钢辊电机开启,第二涂布压辊压合,第二放卷电机启动;
16、3)第一复合压辊压合,第一复合钢辊电机启动,第一涂布压辊压合,第一放卷电机启动;
17、4)第三涂布压辊压合,第四放卷电机启动,第三放卷电机启动;
18、临时停机离压步骤为:
19、1)第三复合钢辊电机停转,收卷电机停转;
20、2)第二放卷电机停转,第二复合钢辊电机停转;
21、3)第一放卷电机停转,第一复合钢辊电机停转;
22、4)第四放卷电要停转,第三放卷电机停转;
23、5)手动控制需要的各涂布压辊或复合压辊离压,离压后各放卷路径料带继续保持张力;
24、关机离压步骤为:
25、1)第三复合压辊离压,第三复合钢辊电机停转;
26、2)收卷电机停转,第二复合压辊离压,第二复合钢辊电机停转,第二涂布压辊离压,第二放卷电机停转;
27、3)第一复合压辊离压,第一复合钢辊停转,第一涂布压辊离压,第一放卷电机停转;
28、4)第四放卷电机停转,第三涂布压辊离压,第三放卷电机停转。
29、作为改进,所述第一零位集控式纠偏电眼、第二零位集控式纠偏电眼、第三零位集控式纠偏电眼均包括纠偏检测电眼、零位驱动电机及横向移动机构。
30、作为改进,由机器内置程序根据检测到的各涂布机组横向中心面对复合机组中心面的偏离值ebj,各匀胶辊涂胶面横向中心相对各自涂布机组中心面的偏离值efj,分析计算为使复合膜所有料带中心对齐的各放卷料带对其匀胶辊的横向调整量和各纠偏电眼横向零位位置,并由plc根据计算结果集中控制各纠偏电眼零位位置调整电机的运动并通过横向移动机构,使各纠偏检测电眼处于横向合理位置,满足各复合基材相互对正且胶层不外漏的目的。
31、本发明与现有技术相比所带来的有益效果是:
32、(1)可在一台复合机上同时完成四层结构的复合,极大地提高了生产效率;
33、(2)本复合机设置三个复合单元及合理的料带路径,可实现每次复合都是两个或两组基材分别复合,可重复以前的双层复合机的成熟工艺经验,对常见的四层及三层复合结构类型,通过变换基材放卷位置、走料路径及复合基准,实现最佳复合工艺,保证复合质量;
34、(3)在每个放卷单元后设置零位集控式纠偏电眼,避免多个料带纠偏难以相互协调对正的难题。
35、(4)在收卷路径中设置排气装置,避免了多层复合结构层间夹气的难题。
- 还没有人留言评论。精彩留言会获得点赞!