电池盖板与下塑胶板超声波焊接装置的制作方法
本发明涉及电池生产,特别是涉及电池盖板与下塑胶板超声波焊接装置。
背景技术:
1、超声波焊接是利用高频振动波传递到两个需焊接的物体表面,在加压的情况下,使两个物体表面相互摩擦而形成分子层之间的熔合,其具有自动化操作、成本低效率高、焊接特性好等优点,因而可运用在动力电池模块焊接、汽车线束焊接等场合;
2、如图13所示,电池加工生产线中,电池盖板910是电池模块重要的组成部分,即其能保障电池模块的稳定工作、以及有效减少过流电流;电池盖板910在经过生产线加工后需要与下塑胶板920焊接在一起;
3、现有的电池盖板910与下塑胶板920焊接时,存在以下问题:1、电池盖板910往往由上道工序加工完成后直接引入,其输送比较均匀、上料比较快,而下塑胶板920在上料时需要现场人员及时补料,不然会出现下塑胶板920的数量不足造成机械手臂抓取上的“失效”,从而导致后续缺少下塑胶板920与电池盖板910匹配焊接;
4、2、电池盖板910与下塑胶板920叠放在一起,并输送至焊接机构时,现有结构主需要操作人员将其整理放置在焊接板820处、或者采用机械手臂将其抓取放置,这两种方式在实际生产线系统中操作不便,比如机械手臂方式,其在抓放过程中需要一定的运动空间,而超声波焊接机构600对接焊点位置空间较小,适用性较小;
5、3、电池盖板910与下塑胶板920在焊接前要保障其贴合在一起,避免成品不符合要求或者其之间存在偏差造成焊接精度的下降;现有一些机构是将电池盖板910持续输送,机械手臂在抓取下塑胶板920后要保障对电池盖板910的定位并同步动作、使得下塑胶板920能够准确叠放在电池盖板910上,这就要求机械手臂精度等级要高,因此这种情况下成本较大、并且结构较为复杂。
技术实现思路
1、基于此,有必要针对上述的问题,提供一种电池盖板与下塑胶板超声波焊接装置。
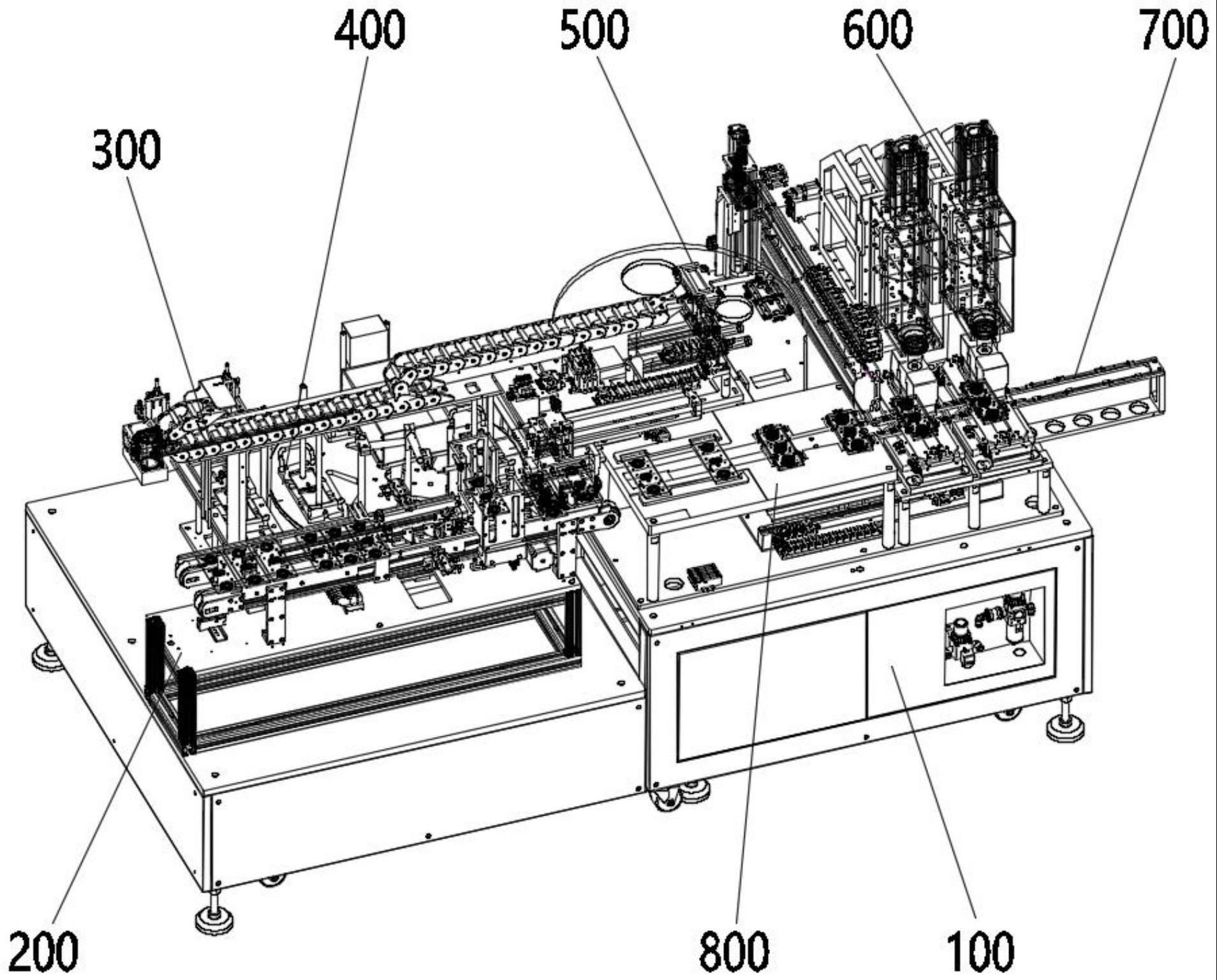
2、一种电池盖板与下塑胶板超声波焊接装置,包括:均布置在支撑箱体上的:
3、第一上料机构,具有横向输送电池盖板的传送带,传送带的末端设有承接电池盖板的支撑架;
4、第二上料机构,设置在第一上料机构同侧,具有绕中心自转的上料板,上料板上拆装有多个周向均匀布置的模具板;每个模具板中部设有贯穿槽、两侧设有对其上叠放下塑胶板限位的导向杆,第二顶料板位于上料板的下方、并能够穿过贯穿槽将下塑胶板从下往上顶起;
5、最上层的下塑胶板通过抓取机构抓取至转运板处的电池盖板上;
6、转运机构,位于传送带的末端,具有通过驱动机构带动上下与横向移动的转运板,转运板上设有对下塑胶板、电池盖板固定的限位机构,并能够带动支撑架上的电池盖板横向移动至焊接板上;
7、超声波焊接机构,设置在转运机构一侧,用于将位于焊接板上的电池盖板与下塑胶板焊接在一起。
8、在一些实施例中,所述传送带为一对、纵向并列布置且联动输送,沿着输送方向上依次设有检测机构、顶料机构;
9、顶料机构具有上下贯穿的顶料箱体、以及将传送带输送的ng电池盖板从下顶入至顶料箱体内的第一顶料板,顶料箱体内侧上设有对最下层ng电池盖板支撑的抵挡机构。
10、在一些实施例中,所述抵挡机构为向上转动且回弹至水平的限位挡块,限位挡块为多个,并布置在顶料箱体的相对面上,限位挡块能够供电池盖板从下往上穿过且对穿过后的电池盖板进行支撑。
11、在一些实施例中,本实施例还包括:
12、整理机构,横向位于第二上料机构的一侧、具有绕中心自转的调整盘,调整盘以旋转中心对称的两侧分别设有定位块组;
13、每组定位块组包括多个能够对下塑胶板周侧定位的定位块;
14、所述抓取机构包括对下塑胶板抓取的第一取料盘和第二取料盘;
15、第一取料盘移动轨迹位于上料板与调整盘之间,第二取料盘移动轨迹位于调整盘与转运板之间。
16、在一些实施例中,所述第二取料盘安装在第二滑板上;
17、第四驱动缸固定在第二支板上、伸缩端与第二滑板连接并带动其在第二支板上上下滑动;第二支板安装在第一滑板上;
18、第三驱动缸固定在第一支板上、伸缩端与第一滑板连接并带动其在第一支板上纵向移动;
19、第一取料盘在横向、上下方向上进行移动。
20、在一些实施例中,所述第二取料盘上设有多个吸嘴,吸嘴一端与负压机构连接、一端朝下能够作用在下塑胶板上;
21、第二取料盘周侧设有定位杆;调整盘上设有与定位杆相匹配的定位孔。
22、在一些实施例中,所述第二上料机构还包括储料机构;
23、储料机构横向靠近上料板,包括:通过支撑板安装在支撑箱体上的另一模具板、以及位于模具板下方对叠放的下塑胶板从下往上顶起的另一第二顶料板。
24、在一些实施例中,所述驱动机构包括:
25、第五驱动缸,固定在第三支板上、伸缩端与第三滑板连接并带动其横在第三支板上横向移动;
26、第六驱动缸,固定在第三滑板上、伸缩端与转运板连接并带动其上下移动。
27、在一些实施例中,所述限位机构包括:
28、定位底板,具有承接电池盖板的凹槽;
29、顶杆,位于定位底板两侧,并固定在转运板上,顶杆自动伸缩端与滑动在转运板上的定位滑块连接,定位滑块将作用在电池盖板上的下塑胶板上。
30、在一些实施例中,所述转运板的一部分位于支撑架横向布置的条型槽内;条型槽的侧面设有对电池盖板侧面限位的限位板。
31、上述电池盖板与下塑胶板超声波焊接装置,具有以下有益的技术效果:
32、本实施例通过在上料板上设有多个模具板,利用上料板的转动调整不同位置的模具板,使得第二顶料板能够依次对不同的模具板中下塑胶板进行顶料,实现下塑胶板不断上料,并能够与均匀上料的电池盖板相匹配,避免单一叠放下塑胶板造成操作人员无法及时补料;
33、本实施例中转运板能够升降并横向移动,在承接电池盖板后能够通过横向移动至指定位置,包括焊接板处焊接位置、以及抓取机构放置下塑胶板的定点位置,利用上下移动对电池盖板进行承接与放置,实现不断、均匀的焊接送料,结构简单紧凑,保障电池盖板与下塑胶板的叠放、贴合紧密,避免采用机械手臂精度要求高、成本大的缺点;另外转运板将带动电池盖板与下塑胶板共同至焊接板处焊接位置,操作方便且简单,适用性更好;
34、一些实施例中设置顶料机构,第一顶料板向上移动、从一对传送带之间将经过的ng电池盖板从下往上顶入顶料箱体,并且可依次循环顶料,实现多个ng电池盖板叠放在顶料箱体内,避免ng电池盖板与下塑胶板焊接;
35、一些实施例中设置整理机构,第一取料盘横向与升降移动、将上料板最上层的下塑胶板抓取至调整盘上,调整盘上多个定位块位于下塑胶板的周侧实现对下塑胶板的定位、以保障每个下塑胶板处于相同的摆放位置;另外调整盘能够自转,并且定位块组以旋转中心对称布置,能够实现第一下塑胶板整理放置、抓取上料的同时进行,提高对下塑胶板整理、上料的效率;
36、一些实施例中,转运板上设有对下塑胶板、电池盖板固定的限位机构,
37、定位底板可对电池盖板进行承接,顶杆的自动伸缩端带动定位滑块移动、使得定位滑块作用在下塑胶板上,实现对下塑胶板的限位,避免转运板上的电池盖板、以及贴合的下塑胶板之间发生偏移。
- 还没有人留言评论。精彩留言会获得点赞!