一种汽车喷漆门槛装饰板顶块印调配的工艺方法与流程
本发明涉及汽车外饰件,特别涉及一种汽车喷漆门槛装饰板顶块印调配的工艺方法。
背景技术:
1、随着人们对汽车外饰件产品外观及质量的要求逐步提高,以及汽车价格整体的优惠,产品的生产成本压力非常大,常规的模具及生产模式已经满足不了现阶段的开发要求。
技术实现思路
1、本发明的目的在于至少解决现有技术中存在的技术问题之一,提供一种汽车喷漆门槛装饰板顶块印调配的工艺方法,主要的创新点提高斜顶与直顶的研配精度,减少注塑坯件的缺陷,提高了产品喷漆合格率。
2、本发明还提供具有上述一种汽车喷漆门槛装饰板顶块印调配的工艺方法,包括以下步骤:
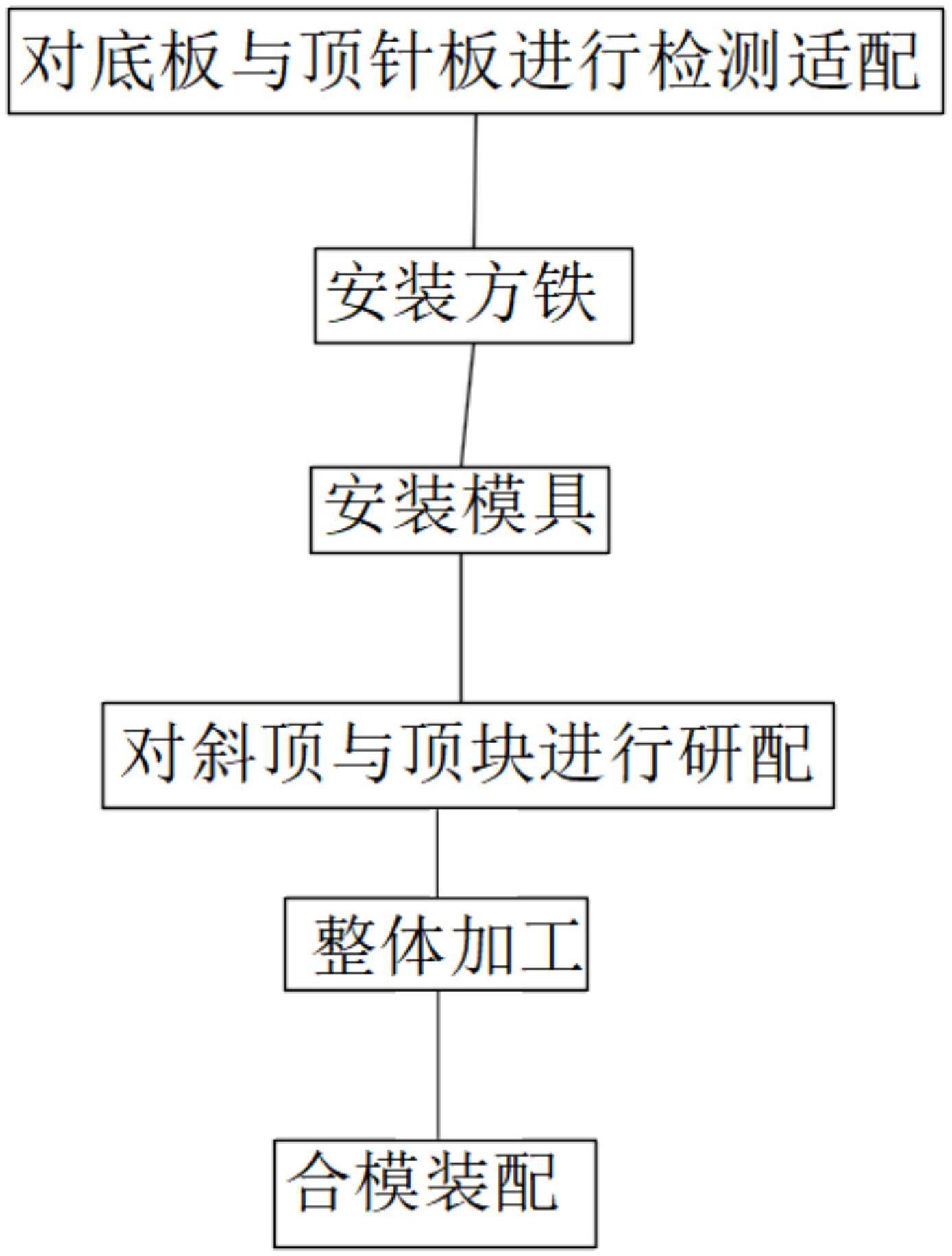
3、s1.对底板与顶针板进行检测适配:将底板与顶针板用百分表检测,使其精度控制在0.1mm以内,精度满足后,顶针板底面装上垃圾钉,再将顶针板装在底板上,用顶针板导柱进行定位,垃圾钉底面涂上红单进行实配,直至每个垃圾钉都到红单;
4、s2.安装方铁:将模具方铁安装在底板上,测量每个方铁的高度,将高度误差控制在0.1mm,依次装上后模斜顶、顶块等模具配件;
5、s3.安装模具:将s2中装配好的模具放在平整的平面上,在四个油缸处用螺丝柱撑住顶针板,模拟生产状态,将顶针板撑住使其紧贴底板面;
6、s4.对斜顶与顶块进行研配:研配斜顶和顶块长度时,采用斜顶底部垫橡皮泥,在将斜顶安装到后模斜顶槽中,用铜锤敲打斜顶头部,将斜顶拿出来后测量橡皮泥高度,根据测量的高度值,对斜顶杆底部进行加工,以此类推直至斜顶杆底部和斜顶底部到红单,对直顶同样操作;
7、s5.整体加工:在将装配好的斜顶与直顶后,整体上cnc加工,将其斜顶、直顶头部与模具接平,cnc加工完后,用油尺再把斜顶、直顶头部与后模推平;
8、s6.合模装配:斜顶、直顶调整好后,模具进行整体合模,将分型面研配到红单,红单达到90%以上,再采用油尺继续研配,将分型面推平,直至到红单95%左右;这样模具就可以准备试制生产了。
9、根据本发明提供的一种汽车喷漆门槛装饰板顶块印调配的工艺方法,所述s1中百分表检测的方法是:底板、顶针板的横向与竖向进行打表检测,精度控制在0.1mm以内,精度如果超过0.1mm,需要重新上磨床进行加工。
10、有益效果
11、本发明,提高斜顶与直顶的研配精度,减少注塑坯件的缺陷,提高了产品喷漆合格率。
技术特征:
1.一种汽车喷漆门槛装饰板顶块印调配的工艺方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种汽车喷漆门槛装饰板顶块印调配的工艺方法,其特征在于,所述s1中百分表检测的方法是:底板(1)、顶针板(2)的横向与竖向进行打表检测,精度控制在0.1mm以内,精度如果超过0.1mm,需要重新上磨床进行加工。
技术总结
本发明公开了一种汽车喷漆门槛装饰板顶块印调配的工艺方法,其包括以下步骤:S1.对底板与顶针板进行检测适配;S1.对底板与顶针板进行检测适配;S3.安装模具;S4.对斜顶与顶块进行研配;S5.整体加工;S6.合模装配。通过上述步骤,调整顶块的高度,解决产品顶块印导致的喷漆后外观缺陷,此方法在实施阶段,需要多种工艺调配手法进行配合,经过几次调试后可以达到外观面顶块印不可视,喷漆质量可以满足要求。
技术研发人员:张峰,樊薇
受保护的技术使用者:武汉燎原模塑有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!