一种复合材料板筋胶接加强的工艺方法与流程
本发明涉及航空航天,尤其涉及一种复合材料板筋胶接加强的工艺方法。
背景技术:
1、碳纤维增强树脂基复合材料是一种轻质高强的新型材料,其板筋结构具有更好的刚度和强度,广泛应用于汽车行业、航空航天领域。目前,复合材料板筋结构的制造主要采用共胶接和热压罐工艺,粘接剂以昂贵的胶膜为主,制造成本高,胶接质量不易控制,部件闭合后筋条两端与蒙皮之间的胶接强度不易保证。
技术实现思路
1、为了解决上述问题,本发明提出一种复合材料板筋胶接加强的工艺方法,采用了纤维对胶接位置进行加强,增加了胶接面积,保证了胶接强度;同时,可通过调节脱粘材料的厚度或可剥布的层数,来控制胶接厚度(即粘接剂厚度),从而保证其更好的胶接强度。
2、本发明采用的技术方案如下:
3、一种复合材料板筋胶接加强的工艺方法,包括以下步骤:
4、s1.通过粘接剂与定位工装或粘接剂与筋条占位线将筋条与蒙皮进行粘接;
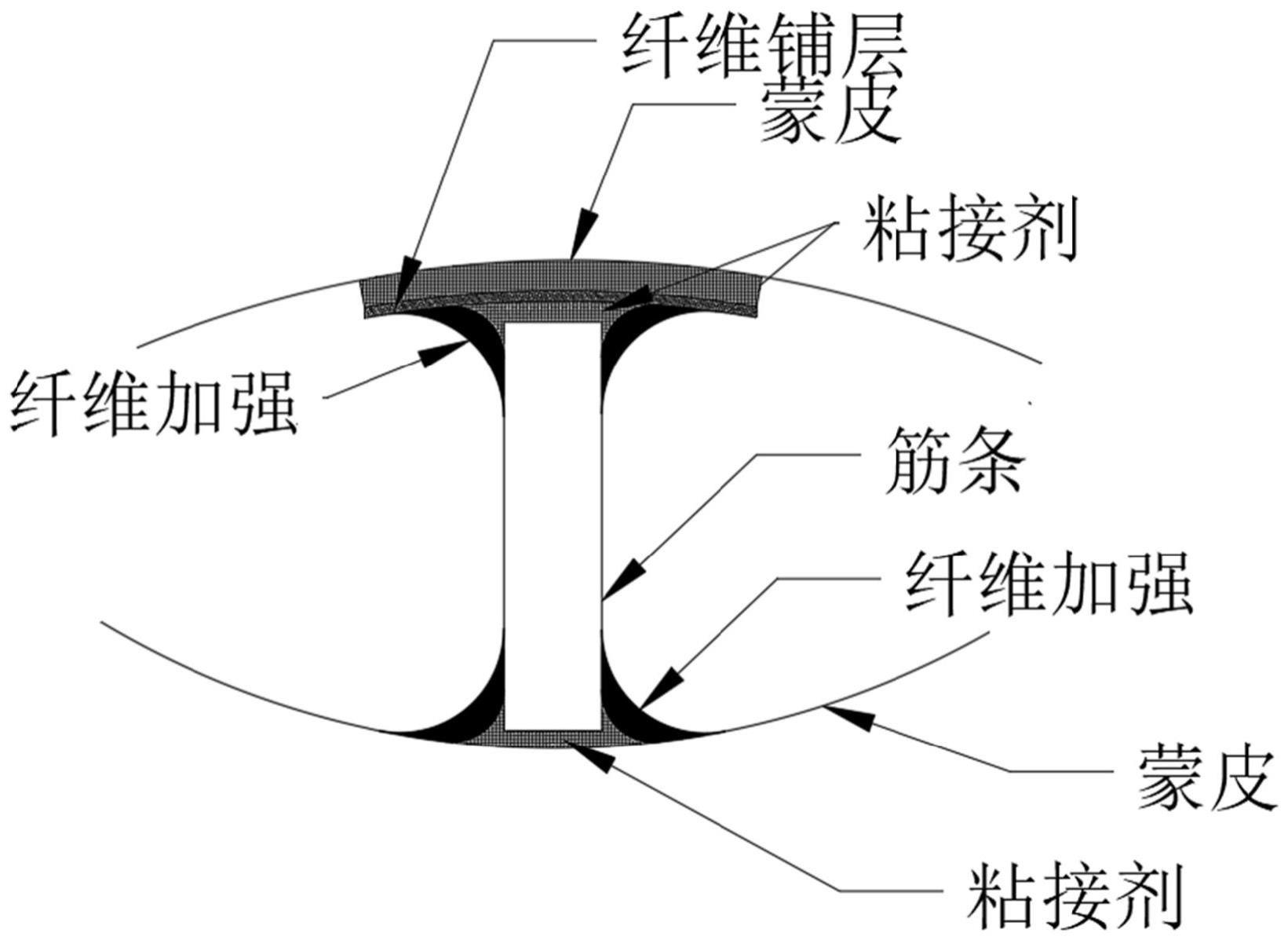
5、s2.在筋条与蒙皮粘接处进行加强处理,包括打磨r角、清洗干燥涂刷树脂以及纤维铺层加强;
6、s3.在对合蒙皮上放置脱粘材料,在脱粘材料上依次浸渍预设层数的可剥布和纤维铺层,固化成型;
7、s4.两个蒙皮通过定位对合将纤维铺层粘接在筋条上;
8、s5.在筋条与纤维铺层粘接处进行加强处理,包括打磨r角、清洗干燥涂刷树脂以及纤维铺层加强;
9、s6.在纤维铺层上施加粘接剂,进行蒙皮对合。
10、进一步地,步骤s1包括:通过砂纸分别对筋条和蒙皮的粘接位置进行打磨粗化,用清洗剂将粗化位置清洗干净并干燥,干燥后通过粘接剂与定位工装或粘接剂与筋条占位线将筋条与蒙皮进行粘接,再通过倒角工具将挤压出来的粘接剂在筋条两侧形成r角,固化成型。
11、进一步地,步骤s2包括:粘接剂固化后,通过砂纸打磨r角及两侧,并通过吸尘器配合清洗剂将粗化位置清洗干净并干燥,干燥后在r区涂刷树脂后浸渍纤维加强。
12、进一步地,步骤s4包括:两个蒙皮通过定位对合,对合之前在筋条与对合蒙皮接触的边缘截面上,施加一条具有预设厚度的粘接剂,合模将对合蒙皮上的纤维铺层粘接在筋条上,固化成型。
13、进一步地,步骤s5包括:打开对合蒙皮,在筋条与纤维铺层粘接处,通过砂纸打磨r角及两侧,并通过吸尘器配合清洗剂将粗化位置清洗干净并干燥,干燥后在r角上施加一条粘接剂形成圆角r,同时在r区涂刷树脂后浸渍纤维加强。
14、进一步地,步骤s6包括:在纤维铺层上与对合蒙皮接触的一侧,施加预设厚度的粘接剂,然后对合蒙皮,固化成型,实现胶接对合。
15、进一步地,所述粘接剂包括环氧结构胶和胶膜,所述筋条包括复合材料层压板、夹芯结构和金属板,所述蒙皮包括复合材料层压零件、夹芯零件和金属零件。
16、进一步地,所述脱粘材料包括脱模剂、脱模蜡、铁氟龙布和带胶脱模布。
17、进一步地,所述纤维铺层的纤维包括玻璃纤维预浸料、碳纤维预浸料,以及树脂浸渍的碳纤维和玻璃纤维。
18、进一步地,所述固化成型的方法包括常温固化成型、烘箱固化成型、烘房固化成型和热压罐固化成型。
19、本发明的有益效果在于:
20、本发明采用了纤维对胶接位置进行加强,增加了胶接面积,保证了胶接强度。同时,可通过调节脱粘材料的厚度或可剥布的层数,来控制胶接厚度(即粘接剂厚度),从而保证其更好的胶接强度。
技术特征:
1.一种复合材料板筋胶接加强的工艺方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的复合材料板筋胶接加强的工艺方法,其特征在于,步骤s1包括:通过砂纸分别对筋条和蒙皮的粘接位置进行打磨粗化,用清洗剂将粗化位置清洗干净并干燥,干燥后通过粘接剂与定位工装或粘接剂与筋条占位线将筋条与蒙皮进行粘接,再通过倒角工具将挤压出来的粘接剂在筋条两侧形成r角,固化成型。
3.根据权利要求1所述的复合材料板筋胶接加强的工艺方法,其特征在于,步骤s2包括:粘接剂固化后,通过砂纸打磨r角及两侧,并通过吸尘器配合清洗剂将粗化位置清洗干净并干燥,干燥后在r区涂刷树脂后浸渍纤维加强。
4.根据权利要求1所述的复合材料板筋胶接加强的工艺方法,其特征在于,步骤s4包括:两个蒙皮通过定位对合,对合之前在筋条与对合蒙皮接触的边缘截面上,施加一条具有预设厚度的粘接剂,合模将对合蒙皮上的纤维铺层粘接在筋条上,固化成型。
5.根据权利要求1所述的复合材料板筋胶接加强的工艺方法,其特征在于,步骤s5包括:打开对合蒙皮,在筋条与纤维铺层粘接处,通过砂纸打磨r角及两侧,并通过吸尘器配合清洗剂将粗化位置清洗干净并干燥,干燥后在r角上施加一条粘接剂形成圆角r,同时在r区涂刷树脂后浸渍纤维加强。
6.根据权利要求1所述的复合材料板筋胶接加强的工艺方法,其特征在于,步骤s6包括:在纤维铺层上与对合蒙皮接触的一侧,施加预设厚度的粘接剂,然后对合蒙皮,固化成型,实现胶接对合。
7.根据权利要求1所述的复合材料板筋胶接加强的工艺方法,其特征在于,所述粘接剂包括环氧结构胶和胶膜,所述筋条包括复合材料层压板、夹芯结构和金属板,所述蒙皮包括复合材料层压零件、夹芯零件和金属零件。
8.根据权利要求1所述的复合材料板筋胶接加强的工艺方法,其特征在于,所述脱粘材料包括脱模剂、脱模蜡、铁氟龙布和带胶脱模布。
9.根据权利要求1所述的复合材料板筋胶接加强的工艺方法,其特征在于,所述纤维铺层的纤维包括玻璃纤维预浸料、碳纤维预浸料,以及树脂浸渍的碳纤维和玻璃纤维。
10.根据权利要求1-9任一项所述的复合材料板筋胶接加强的工艺方法,其特征在于,所述固化成型的方法包括常温固化成型、烘箱固化成型、烘房固化成型和热压罐固化成型。
技术总结
本发明公开了一种复合材料板筋胶接加强的工艺方法,包括以下步骤:通过粘接剂与定位工装或粘接剂与筋条占位线将筋条与蒙皮进行粘接;在筋条与蒙皮粘接处进行加强处理,包括打磨R角、清洗干燥涂刷树脂以及纤维铺层加强;在对合蒙皮上放置脱粘材料,在脱粘材料上依次浸渍预设层数的可剥布和纤维铺层,固化成型;两个蒙皮通过定位对合将纤维铺层粘接在筋条上;在筋条与纤维铺层粘接处进行加强处理,包括打磨R角、清洗干燥涂刷树脂以及纤维铺层加强;在纤维铺层上施加粘接剂,进行蒙皮对合。本发明采用了纤维对胶接位置进行加强,增加了胶接面积,保证了胶接强度。同时,可通过调节脱粘材料的厚度或可剥布的层数,来控制胶接厚度(即粘接剂厚度),从而保证其更好的胶接强度。
技术研发人员:徐青,刘志刚,邹建平,邓平,徐世超
受保护的技术使用者:四川腾凤科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!