硬聚氯乙烯用注射螺杆的制作方法
本发明涉及一种用于硬聚氯乙烯的注射成型的注射螺杆。
背景技术:
1、树脂产品通过挤压成型法、注射成型法来广泛制造。
2、在挤压成型法中,从挤压机挤压树脂材料。挤压机由加热筒、挤压螺杆与螺杆旋转机构构成。向加热筒投入的树脂材料通过由旋转的挤压螺杆进行的混匀以及来自加热筒的加热而可塑化。
3、在将有效螺杆长度设为l、外径(以下,简称为直径。)设为d时,挤压成型法中的挤压螺杆的l/d为35左右。
4、在注射成型法中,从注射机向模具注射树脂材料。注射机由加热筒、注射螺杆、螺杆旋转机构以及螺杆移动机构构成。
5、向加热筒投入的树脂材料通过由旋转的注射螺杆进行的混匀与来自加热筒的加热而被可塑化。被可塑化后的树脂材料蓄积在加热筒的前部,由于该蓄积而注射螺杆后退。如果后退了一定距离,则使注射螺杆前进而注射树脂材料。
6、注射螺杆在前进时承受轴向的反作用力。当该轴向的反作用力超过一定值时,注射螺杆压曲。因此,为了不产生压曲,注射成型法中的注射螺杆的l/d被设定为22左右。
7、各种注射螺杆被实用(例如,参照专利文献1(图1))。
8、基于下图对专利文献1进行说明。
9、图3是以往的注射螺杆的侧视图,注射螺杆110能够旋转且能够沿轴向移动地收纳于加热筒101。
10、加热筒101在前端具备喷嘴102,在外周具备加热器103。
11、可塑化所需的热的一部分由加热器103供给。可塑化后的树脂材料通过注射螺杆110的前进动作而从喷嘴102注射。
12、注射螺杆110具备螺旋状的相当于螺纹牙的刮板111、以及相当于螺纹的谷的槽112。
13、将注射螺杆110的有效螺杆长度设为l、直径设为d。l/d被设定为19~21.5(专利文献1、段落号0021)。
14、这种注射螺杆110被用于作为一种树脂材料的间同立构聚合物(syndiotacticpolymer)的注射。
15、本发明人等使用与注射螺杆110等同的注射螺杆,尝试了硬聚氯乙烯(rigidpolyvinyl chloride)的注射。
16、[模型1]
17、将与注射螺杆110等同的注射螺杆120作为模型1。注射螺杆120如图4所示。
18、如图4所示,注射螺杆120具备刮板121以及槽122,刮板121的宽度t以及螺距p为一定。d为直径,l为有效螺杆长度。
19、有效螺杆长度l为供给部的长度lf、压缩部的长度lc、以及计量部的长度lm之和。
20、将供给部的槽的深度设为hf,压缩部的槽的深度设为hc,计量部的槽的深度设为hm。
21、注射螺杆120的各要素如表1所示。
22、最下行的压缩比是压缩部的压缩比。
23、由于螺距p为一定、刮板121的宽度t为一定,因此通过(供给部的槽的深度hf)/(计量部的槽的深度hm)=10.5÷5.0=2.10的计算而压缩比成为2.10。
24、【表1】
25、
26、使用以上所述的螺杆120试验性地对硬聚氯乙烯进行了注射。此时,对与螺杆120的旋转相关的回路压力、喷嘴(图3、符号102)的温度进行计测。
27、另外,在注射的初期,由于变动要素较多,因此对认为大致稳定的第8次注射中的数据以及状况进行了调查。
28、【表2】
29、
30、即使在第8次注射中,所注射的硬聚氯乙烯确认到变色。由此,在模型1中,成为不满足的结果。另外,第8次注射中的喷嘴的温度为171.3℃。
31、在详细调查的情况下,硬聚氯乙烯与其他通用树脂材料相比较粘性更高,在搅拌时由于剪切而自发热。除此之外,可知硬聚氯乙烯与其他通用树脂材料相比较热敏性更强且热分解,因此发生变色。该变色无法被容忍。
32、作为变色对策,降低树脂材料的温度是有效的,因此本发明人等作为降低温度的方法之一而考虑加深槽。通过附图对该想法进行说明。
33、图5是图3的主要部分放大图。如图5所示,将槽112的深度设为h。由于加热筒101的温度较高、注射螺杆110的温度较低,因此热量从加热筒101向注射螺杆110移动,通过该移动的热量对树脂材料115进行加热。
34、当槽112的深度h较小时,树脂材料115的厚度变小,树脂材料115内的温度梯度变小,注射螺杆110的温度上升。结果,树脂材料115的平均温度变高。
35、与此相对,当槽112的深度h较大时,树脂材料115的厚度变大,树脂材料115内的温度梯度变大,注射螺杆110的温度降低。结果,树脂材料115的平均温度降低。
36、当加深槽112时,能够期待树脂材料115的平均温度降低。将加深了槽的模型设为模型2。
37、[模型2]
38、与注射螺杆120相比加深了槽的注射螺杆130如图6所示。
39、如图6所示,注射螺杆130具备刮板131以及槽132,刮板131的宽度t以及螺距p为一定。d为直径,l为有效螺杆长度。
40、注射螺杆130的各要素如表3所示。另外,作为参考而一并记载有模型1。
41、【表3】
42、
43、即,将供给部的槽的深度hf从10.5mm变更为12.8mm,将计量部的槽的深度hm从5.0mm变更为6.4mm。为了将压缩比维持为2.00左右,而将压缩部的长度lc从400mm变更为725mm。
44、结果如表4所示。
45、【表4】
46、
47、在模型1中喷嘴温度为171.3℃,但在模型2中喷嘴温度成为170.6℃,降低了0.7℃。结果,变色的程度减少。但是,确认到稍微变色,还是不满足。
48、变色不被允许,因此要求不产生变色那样的适合于硬聚氯乙烯的硬聚氯乙烯用注射螺杆。
49、现有技术文献
50、专利文献
51、专利文献1:日本专利第4124191号公报
技术实现思路
1、本发明的课题在于提供一种适合于硬聚氯乙烯的硬聚氯乙烯用注射螺杆。
2、用于解决课题的手段
3、本发明人考虑:当在加深槽的基础上减小压缩比时,是否可以降低温度。其原因在于,压缩比越小,则越能够抑制由于压缩而产生的发热。
4、图1是对刮板的宽度与槽的深度进行说明的示意图。
5、图1的(a)表示模型2中的供给部的槽12,该槽的长边面积sf为(p-t)×hf。
6、图1的(b)表示模型2中的计量部的槽12,该槽的长边面积sm为(p-t)×hm。
7、压缩比由sf/sm表示。
8、sf/sm=((p-t)×hf)/((p-t)×hm),从分母以及分子消去(p-t),成为sf/sm=hf/hm。
9、即,在p为一定、刮板的宽度t为一定时,压缩比成为hf/hm。
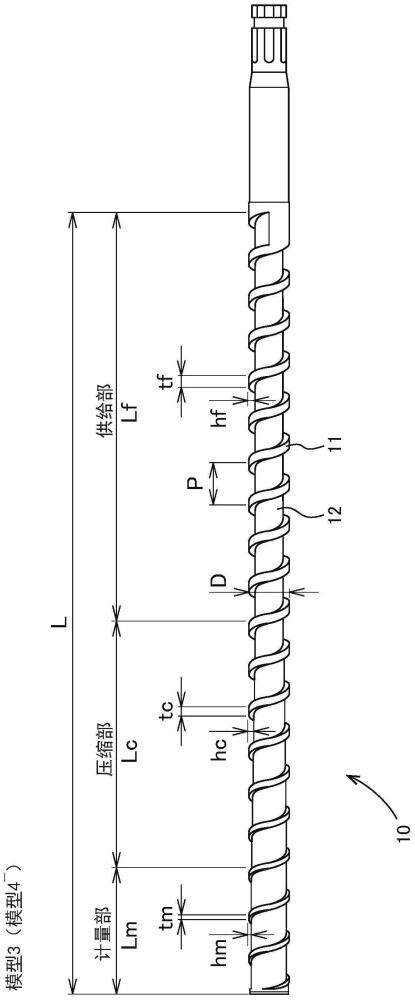
10、将改进了模型2的模型设为模型3。
11、图1的(c)表示模型3中的供给部的槽12,该槽的长边面积sf为(p-tf)×hf。
12、图1的(d)表示模型3中的计量部的槽12,该槽的长边面积sm为(p-tm)×hm。
13、压缩比由sf/sm表示。
14、压缩比=sf/sm=((p-tf)×hf)/((p-tm)×hm)。
15、在此,p为螺距。tf为供给部的刮板的宽度。hf为供给部的槽的深度。tm为计量部的刮板的宽度。hm为计量部的槽的深度。
16、在((p-tf)×hf)/((p-tm)×hm)中,当tf变大时,(p-tf)变小,压缩比变小。
17、即,通过变更供给部的刮板的宽度tf,能够变更压缩比。tf越大,则压缩比越变小。当压缩比变小时,树脂温度降低。
18、模型3的具体的方式、各要素将后述,但在模型3中变色消失,能够得到优选的结果。根据该见解得到的本发明如下所述。
19、技术方案1的发明为一种硬聚氯乙烯用注射螺杆,该注射螺杆旋转自如且能够沿轴向移动地收容于加热筒,对硬聚氯乙烯进行混匀并注射,具有刮板以及槽,并且有效螺杆长度被划分为供给部、压缩部以及计量部,与上述计量部的刮板的宽度相比上述供给部的刮板的宽度被设定得更宽,与上述计量部的槽的深度相比上述供给部的槽的深度被设定得更大,其特征在于,
20、在上述有效螺杆长度为l、注射螺杆的直径为d时,l/d被设定为19.1,
21、在上述供给部的刮板的宽度为tf、上述计量部的刮板的宽度为tm时,tf/tm被设定为2.5,
22、在上述供给部的槽的深度为hf、上述计量部的槽的深度为hm时,hf/hm被设定为2.1,
23、在上述注射螺杆的螺距为p时,通过((p-tf)×hf)/((p-tm)×hm)计算出的压缩比被设定为1.74。
24、在以模型3为基础而对模型4以后的多个模型进行研究的情况下,在如下所述的技术方案2中也能够确认到接近技术方案1的作用、效果。
25、即,技术方案2的发明为一种硬聚氯乙烯用注射螺杆,该注射螺杆旋转自如且能够沿轴向移动地收容于加热筒,对硬聚氯乙烯进行混匀并注射,具有刮板以及槽,并且有效螺杆长度被划分为供给部、压缩部以及计量部,与上述计量部的刮板的宽度相比上述供给部的刮板的宽度被设定得更宽,与上述计量部的槽的深度相比上述供给部的槽的深度被设定得更大,其特征在于,
26、在上述有效螺杆长度为l、注射螺杆的直径为d时,l/d被设定为17.0~19.5的范围,
27、在上述供给部的刮板的宽度为tf、上述计量部的刮板的宽度为tm时,tf/tm被设定为2.3~3.0的范围,
28、在上述供给部的槽的深度为hf、上述计量部的槽的深度为hm时,hf/hm被设定为2.0~2.2的范围,
29、在上述注射螺杆的螺距为p时,通过((p-tf)×hf)/((p-tm)×hm)计算出的压缩比被设定为1.63~1.81的范围。
30、技术方案3的发明是技术方案2记载的硬聚氯乙烯用注射螺杆,其特征在于,上述l/d为17.0。
31、发明效果
32、在技术方案1的发明中,硬聚氯乙烯用注射螺杆为,l/d被设定为19.1,tf/tm被设定为2.5,hf/hm被设定为2.1,压缩比被设定为1.74。
33、以往大多压缩比为2.00前后,在技术方案1中设为1.74。由此,树脂温度降低,对温度敏感的硬聚氯乙烯变得不变色。
34、另外,在硬聚氯乙烯中,与其他树脂材料相比粘度(粘性)更高,用于使注射螺杆旋转的转矩变大。
35、在技术方案1中,将压缩比减小为1.74并且增大供给部的刮板的宽度tf,而降低了树脂材料的供给量。结果,能够使转矩降低。
36、如以上那样,根据技术方案1,提供适合于硬聚氯乙烯的硬聚氯乙烯用注射螺杆。
37、在技术方案2的发明中,硬聚氯乙烯用注射螺杆为,l/d被设定为17.0~19.5的范围,tf/tm被设定为2.3~3.0的范围,hf/hm被设定为2.0~2.2的范围,压缩比被设定为1.63~1.81的范围。
38、以往大多压缩比为2.00前后,在技术方案2中设为1.63~1.81。由此,树脂温度降低,对温度敏感的硬聚氯乙烯变得不变色。
39、另外,在硬聚氯乙烯中,与其他树脂材料相比粘度(粘性)更高,用于使注射螺杆旋转的转矩变大。
40、在技术方案2中,将压缩比减小为1.63~1.81且增大供给部的刮板的宽度tf,而降低了树脂材料的供给量。结果,能够使转矩降低。
41、以上那样,根据技术方案2,提供适合于硬聚氯乙烯的硬聚氯乙烯用注射螺杆。
42、在技术方案3的发明中,硬聚氯乙烯用注射螺杆为,l/d为17.0。
43、转矩与螺杆的长度l大致呈比例。在技术方案2中,l/d处于17.0~19.5的范围,当将l/d设定为19.5附近时,转矩增加。关于这一点,根据技术方案3,由于l/d为17.0,因此转矩成为最小。
- 还没有人留言评论。精彩留言会获得点赞!