一种发泡板生产系统及其生产方法与流程
发明涉及壳体生产,具体为一种发泡板生产系统及其生产方法。
背景技术:
1、大型家电如冰箱、冷柜等,壳体是必要的组件,其生产过程通常包括:中空壳体制备、注入发泡料、模压和发泡,此外壳体的大小和形状往往根据批次不同而各异,因而现有技术中壳体通常置于矩形模具中,并通过在模具中嵌入定位块进行辅助定位,同时模具下方有底托盘,方便进行转运,此外发泡生产的各环节所用设备往往相互独立,转运过程费时费力,不利于提高生产效率,而且转运过程中的不平稳性还易导致发泡效果参差不齐;其中,层压机是模压工序中的重要设备,借助模架单元可将模具内的壳体定型,以保证充分且均匀的发泡效果,频繁转运不仅会损伤模具影响发泡效果,而且还不利于降低生产成本。
技术实现思路
1、本发明公开了一种发泡板生产系统及其生产方法,它解决了现有技术中壳体生产效率低、发泡效果参差不齐、设备使用成本高的技术问题,具有结构合理,设备集成度高、生产效率高且有利于提高发泡效果降低使用成本的技术效果。所采用技术方案如下:
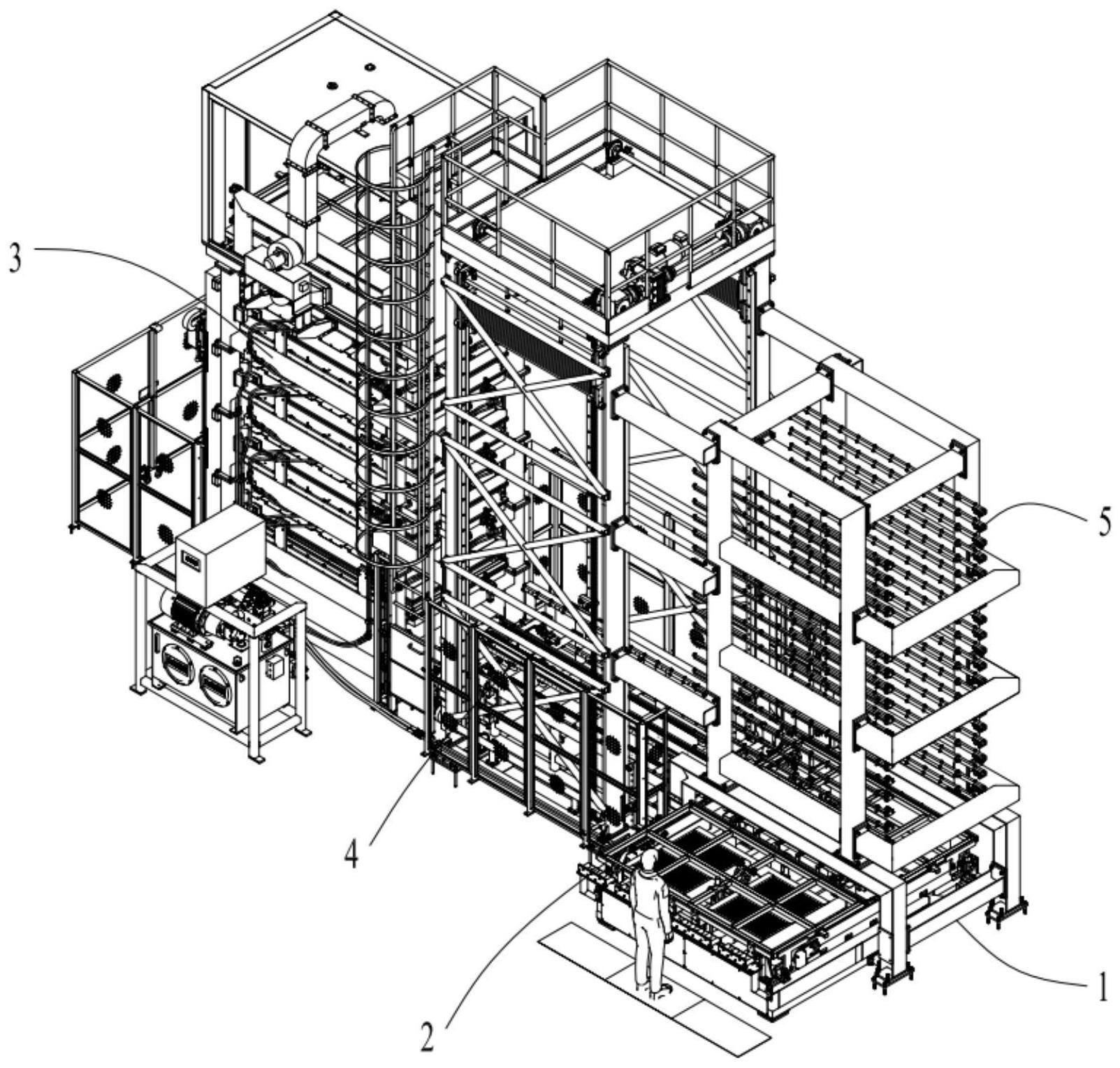
2、一种发泡板生产系统,包括:
3、机架,所述机架固设于地面;
4、预装车,所述预装车包括预装输送组件,且所述预装车的工作台面包括并列设置的第一区域和第二区域,所述预装输送组件用于将底托板及其上的模具从第一区域输送至第二区域;
5、层压机,包括层压架和若干模架单元,若干所述模架单元竖向设于层压架上且包括模压驱动、上模架、下模架和第一模压滚轮,所述下模架固设在层压架上,所述下模架上设有若干容置第一模压滚轮的槽口,所述第一模压滚轮通过连接件与上模架连接,使与上模架同步动作,所述上模架与层压架活动连接且可在模压驱动作用下位移,当所述模压驱动驱动上模架向下将模具及底托盘压紧在下模架时,所述第一模压滚轮位移至下模架顶面之下,当所述模压驱动驱动上模架上移松开模具时,所述第一模压滚轮伸出至下模架顶面之上,以向上支撑底托盘及模具,且提供滚动摩擦;
6、注料机,可滑移地设于层压架上,且可对模具内的壳体进行注料;
7、提升机,包括提升架、转运架、牵引机构和提升驱动,所述转运架上下可滑移地与提升架滑动连接,所述提升驱动设于提升架上且可驱动转运架上下滑移,所述牵引机构设于转运架上且可驱动底托板滑进滑出转运架,以在第二区域与层压机间转运底托盘及模具;
8、在上述技术方案的基础之上,所述转运架包括上层转运架和下层转运架,所述上层转运架和下层转运架竖向固接且均与提升架滑动连接,所述上层转运架和下层转运架上均设有牵引机构,以同时对多个底托板及模具进行转运。
9、在上述技术方案的基础之上,所述底托板上固接有相对设置的两第一钩头,所牵引机构包括牵引块、第一牵引驱动和第二牵引驱动,所述牵引块可滑移地设于转运架上且可在第一牵引驱动作用下滑移,所述牵引块包括对称设置的两第二钩头,所述第二牵引驱动设于牵引块上且可驱动两第二钩头开合,以接合或脱离第一钩头。
10、在上述技术方案的基础之上,所述转运架上设有限位块,当所述牵引块驱动底托盘向前滑移时,设于所述底托盘后方的限位块动作,可与底托板侧壁抵接以起限位作用;所述转运架上包括若干第一转运滚轮和若干第二转运滚轮,若干第一转运滚轮分设于转运架的相对的两侧且可与转运架的两侧壁抵接,以起轴向导向作用,若干所述第二转运滚轮分设于转运架相对的两侧且可与底托盘的底面抵接,以提供滚动摩擦。
11、在上述技术方案的基础之上,还包括设于第二区域上方的缓存库,所述缓存架包括竖向设置的若干缓存架,所述缓存架用于暂存底托板及其上的模具,且所述缓存架、转运架和模架单元轴线平行且轴线共面地设置。
12、在上述技术方案的基础之上,所述缓存架上还设有若干第一缓存滚轮和若干第二缓存滚轮,若干所述第一缓存滚轮分设于缓存架相对的两侧且可与模具的两侧壁抵接,以起轴向导向作用;若干所述第二缓存滚轮分设于缓存架相对的两侧且与缓存架且可与底托盘底面抵接,以提供滚动摩擦。
13、在上述技术方案的基础之上,所述预装车还包括翻转组件,所述翻转组件与第一区域位置对应且包括翻板和翻转驱动,所述翻板远离第二区域的一侧与预装车铰接,所述翻转驱动设于预装车上且可驱动翻板翻转,以方便工人将待发泡壳体置于模具内。
14、在上述技术方案的基础之上,还包括若干第二模压滚轮,所述第二模压滚轮通过连接件与上模架连接,且所述第二模压滚轮可与底托盘上模具侧壁抵接以起导向作用。
15、在上述技术方案的基础之上,所述模压驱动包括模压油缸、模压框架板、多个第一模压连杆和多个第二模压连杆,所述模压框架板向上通过若干第一模压连杆与层压架铰接,所述框架板向下通过若干第二模压连杆与上模架铰接,所述模压油缸的缸体铰接于层压架上,且所述模压油缸的活塞杆与模压框架板铰接,以驱动上模架位移。
16、在上述技术方案的基础之上,所述第一模压连杆和第二模压连杆上下相对设置且位置一一对应。
17、一种发泡板生产方法,应用如上所述的发泡板生产系统,所述转运架包括上层转运架和下层转运架,所述上层转运架和下层转运架竖向固接且均与提升架滑动连接,所述上层转运架和下层转运架上均设有牵引机构,包括如下步骤:
18、预装输送组件将底托板及其上的模具从第一区域输送至第二区域;
19、提升驱动驱使转运架沿提升架滑移至下层转运架与第二区域高度平齐;
20、在下层转运架的牵引机构作用下,底托板及模具首先从第二区域被牵引至下层转运架上,之后牵引机构复位;
21、提升驱动驱使下层转运架沿提升架滑移至与一模架单元平齐,之后下层转运架的牵引机构将下层转运架上底托盘及模具推送至该模架单元内;
22、提升驱动驱使上层转运架沿提升架滑移至与另一模架单元平齐,之后上层转运架的牵引机构将该模架单元内的底托盘及模具牵拉至上层转运架,之后牵引机构复位;
23、提升驱动驱使下层转运架沿提升架滑移至与再一模架单元平齐,之后下层转运架的牵引机构将模架单元内的底托盘及模具牵拉直下层转运架,之后牵引机构复位:或提升驱动驱使上层转运架沿提升架滑移至与一缓存架或第二区域平齐,之后牵引机构将底托盘及模具推送至该缓存架或第二区域内。
24、有益效果
25、本发明机构设计合理,包括预装车、层压机、注料机和提升机,可完成壳体从放置到发泡成型后取出的全过程,自动化程度高,设备集成度高,避免长距离转运,避免转运中对发泡液流动产生影响,有利于大大降低劳动强度且有利于提高发泡效果。此外还设有暂存库,可方便地存储和选用模具,充分利用纵向空间,有利于避免长距离转运,
26、本发明的模架单元设计精巧,第一模压滚轮和上模架同步动作,当上模架上移时,第一模压滚轮将模具托起并与模具滚动连接,方便牵引机构推进或牵拉出模具,避免磨损模具和层压机,同时操作更轻便,大大降低了人工劳动强度,有利于提高生产效率,此外还包括第二模压滚轮,起导向作用,有利于提高模具推进或拉出的平稳性。此外模压驱动设计合理,可柔性地使上模架向下位移,模压框架板、多个第一模压连杆和多个第二模压连杆形成连杆机构,模压框架板分别和第一模压连杆和第二模压连杆形成平行连杆机构,不仅结构稳定性好,而且可柔性地将模具压紧在下模架上,有利于提高成型效果。
27、本发明中转运架至少包括上层和下层转运架,可在一次转运行程中完成多个转运任务,大大提高了转运效率,同时有利于提高生产效率。此外转运架中牵引机构可在一次行程中先牵拉后推出,如此可大大缩短转运架上滑轨长度,有利于进一步缩小转运架的空间占用量。
28、本发明还包括预装车,考虑到壳体幅面大且需借助多个定位块在模具中定位的情况,还设有翻板和翻板驱动,可方便工人在减少移动的情况下完成大幅面壳体在模具中的定位,操作方便且劳动强度低,且安全性更好。
- 还没有人留言评论。精彩留言会获得点赞!