一种新能源储能电池隔热片封装制作工艺的制作方法
本发明涉及新能源储能电池,具体涉及一种新能源储能电池隔热片封装制作工艺。
背景技术:
1、热失控是新能源电池发生安全事故的主要原因,碰撞、针刺、过充过放等都会引起锂电池热失控,如何控制热失控是衡量锂电池企业制造水平的关键因素。气凝胶是新一代高效节能隔热材料。气凝胶是一种具有纳米多孔网络结构、并在孔隙中充满气态分散介质的固体材料,是世界上最轻的固体。由于独特的结构,气凝胶在热学、声学、光学、电学、力学等多个领域都展示出优异的性能。
2、由此提出气凝胶作为芯材的新能源储能电池隔热片封装制作工艺,来解决新能源电池的热失控问题。
技术实现思路
1、为解决上述技术问题,本发明所采用的技术方案是:
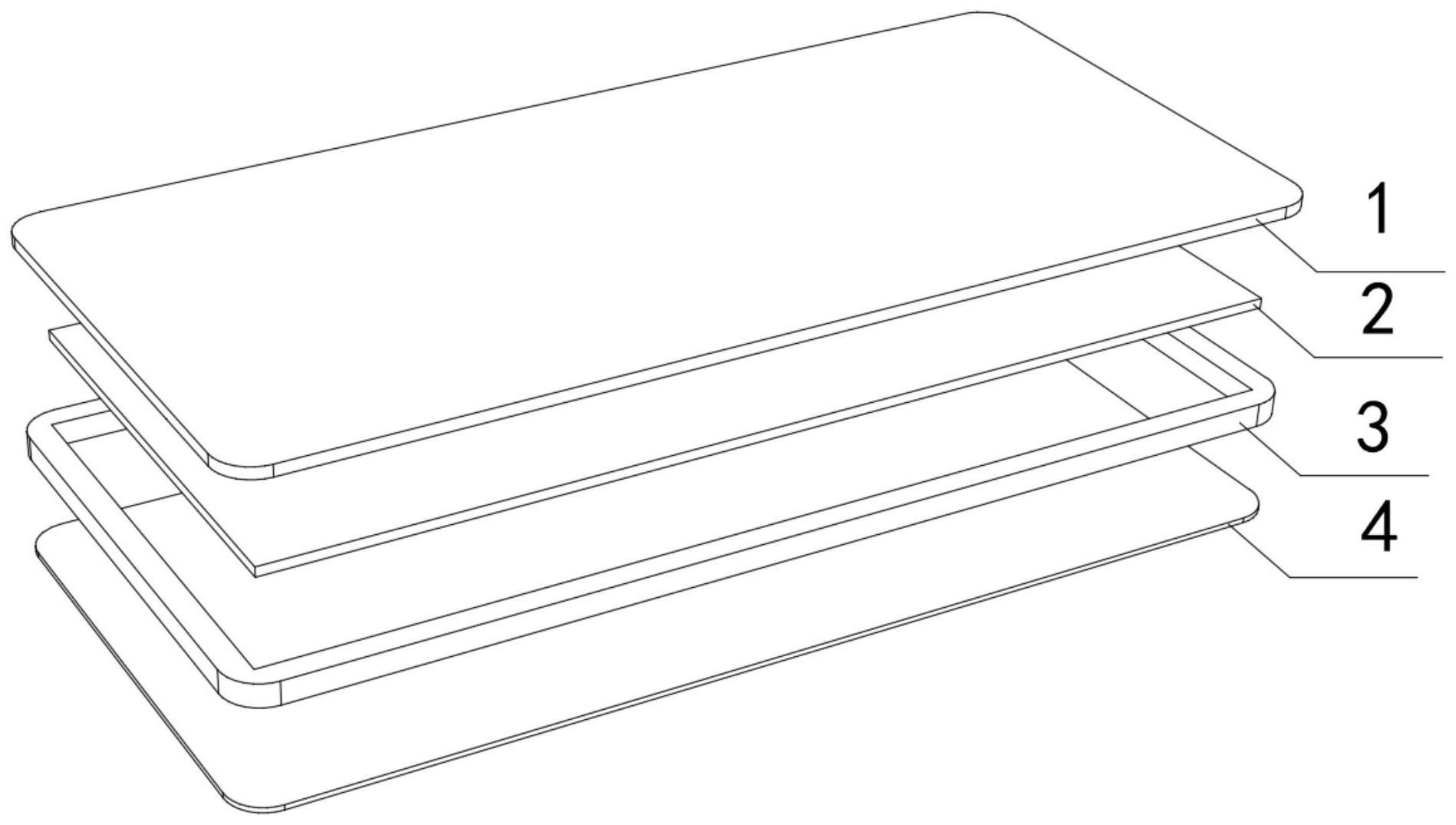
2、一种新能源储能电池隔热片封装制作工艺,新能源储能电池隔热片包括第一封装层,气凝胶、硅胶框、第二封装层、镂空、定位孔、治具,新能源储能电池隔热片封装制作工艺包括以下流程,
3、s1、硅胶硫化成型:根据产品规格,硅胶框规格:(a+c+3)mm*(b+c+3)mm;
4、s2、膜材贴胶:根据电池隔热片是否贴胶,是否整版贴胶或局部贴胶,
5、s3、裁片:芯材规格:amm*bmm,根据芯材片材规格,使用裁切刀,将芯材裁成一片片;
6、s4、治具装载:根据电池隔热片大小及真空快压机设备加工范围,合理排版电池隔热片,然后装载膜材+芯材+硅胶框;
7、规格设计:根据真空快压机设备大小合理排版电池隔热片,厚度允许误差0.5mm区间。
8、镂空槽大小:(a+c+3)mm*(b+c+3)mm。
9、s5、真空快压:转载完成后,根据膜材固化要求,设置预压时间10s,快压10s,温度80℃;
10、s6、外框模切成型;快压固化后,治具放置在模切冲型设备之上,依照治具的定位孔,定位模具位置,调试后冲切外框。
11、本发明技术方案的进一步改进在于:产品制作详细参数步骤:气凝胶规格amm*bmm,硅胶框大小cmm,厚度h。
12、本发明技术方案的进一步改进在于:s2可以在此工序提前贴好胶,利用贴合设备进行卷对卷贴胶,避免后工序人工一张张手工对贴,提升效率。
13、本发明技术方案的进一步改进在于:s2膜材卷材宽度可以根据材料整支规格择取(a+c+5)mm(b+c+5)mm。
14、本发明技术方案的进一步改进在于:s1硅胶硫化成型内框规格amm*bmm,厚度h。
15、本发明技术方案的进一步改进在于:s4根据电池隔热片大小及真空快压机设备加工范围来合理排版电池隔热片,可提升快压效率。
16、本发明技术方案的进一步改进在于:s4治具装载时电池隔热片排版数量:根据设备加工范围排版电池隔热片。
17、本发明技术方案的进一步改进在于:所述气凝胶达到建筑a1级作为新能源储能电池隔热片,当电芯过热发生燃烧时,不燃的性能可以够有效阻断或延缓火势蔓延,可以保障电池组在5分钟内不燃烧,不爆炸,为逃生提供足够的时间。
18、本发明技术方案的进一步改进在于:所述气凝胶作为芯材的隔热片应用在锂离子动力电池模组中时,低的导热系数可以有效阻隔电芯在大倍率下充放电急剧产生的热量扩散,当新能源储能电池电芯发生热失控时可以起到隔热作用,延缓或阻断事故发生。
19、由于采用了上述技术方案,本发明相对现有技术来说,取得的技术进步是:
20、本发明提供一种新能源储能电池隔热片封装制作工艺,气凝胶是新一代高效节能隔热材料。气凝胶是一种具有纳米多孔网络结构、并在孔隙中充满气态分散介质的固体材料,是世界上最轻的固体。由于独特的结构,气凝胶在热学、声学、光学、电学、力学等多个领域都展示出优异的性能。由气凝胶作为芯材的隔热片应用在锂离子动力电池模组中时,低的导热系数可以有效阻隔电芯在大倍率下充放电急剧产生的热量扩散;当电芯发生热失控时可以起到隔热作用,延缓或阻断事故发生;当电芯过热发生燃烧时,气凝胶隔热片达到建筑a1级不燃的性能也能够有效阻断或延缓火势蔓延,可以保障电池组在分钟内不燃烧,不爆炸,为逃生提供足够的时间。因此,气凝胶隔热片在提高新能源汽车动力电池组安全性能方面能够发挥重大作用。
技术特征:
1.一种新能源储能电池隔热片封装制作工艺,新能源储能电池隔热片包括第一封装层(1),气凝胶(2)、硅胶框(3)、第二封装层(4)、镂空(5)、定位孔(6),新能源储能电池隔热片封装制作工艺包括以下流程,其特征在于:
2.根据权利要求1所述的一种新能源储能电池隔热片封装制作工艺,其特征在于:产品制作详细参数步骤:气凝胶(2)规格amm*bmm,硅胶框(3)大小cmm,厚度h。
3.根据权利要求1所述的一种新能源储能电池隔热片封装制作工艺,其特征在于:s2可以在此工序提前贴好胶,利用贴合设备进行卷对卷贴胶,避免后工序人工一张张手工对贴,提升效率。
4.根据权利要求1所述的一种新能源储能电池隔热片封装制作工艺,其特征在于:s2膜材卷材宽度可以根据材料整支规格择取(a+c+5)mm(b+c+5)mm。
5.根据权利要求1所述的一种新能源储能电池隔热片封装制作工艺,其特征在于:s1硅胶硫化成型内框规格amm*bmm,厚度h。
6.根据权利要求1所述的一种新能源储能电池隔热片封装制作工艺,其特征在于:s4根据电池隔热片大小及真空快压机设备加工范围来合理排版电池隔热片,可提升快压效率。
7.根据权利要求4所述的一种新能源储能电池隔热片封装制作工艺,其特征在于:s4治具装载时电池隔热片排版数量:根据设备加工范围排版电池隔热片。
8.根据权利要求1所述的一种新能源储能电池隔热片封装制作工艺,其特征在于:所述气凝胶(2)达到建筑a1级作为新能源储能电池隔热片,当电芯过热发生燃烧时,不燃的性能可以够有效阻断或延缓火势蔓延,可以保障电池组在5分钟内不燃烧,不爆炸,为逃生提供足够的时间。
9.根据权利要求1所述的一种新能源储能电池隔热片封装制作工艺,其特征在于:所述气凝胶(2)作为芯材的隔热片应用在锂离子动力电池模组中时,低的导热系数可以有效阻隔电芯在大倍率下充放电急剧产生的热量扩散,当新能源储能电池电芯发生热失控时可以起到隔热作用,延缓或阻断事故发生。
技术总结
本发明公开了一种新能源储能电池隔热片封装制作工艺,涉及新能源储能电池技术领域,公开了一种新能源储能电池隔热片封装制作工艺,包括以下流程:S1硅胶硫化成型;S2、膜材贴胶;S3、裁片;S4、治具装载;S5、真空快压;S6、外框模切成型。本发明由气凝胶作为芯材的隔热片应用在锂离子动力电池模组中,低的导热系数可以有效阻隔电芯在大倍率下充放电急剧产生的热量扩散;当电芯发生热失控时起到隔热作用,延缓或阻断事故发生;电芯过热发生燃烧气凝胶隔热片达到建筑A1级,不燃的性能能够有效阻断或延缓火势蔓延,保障电池组在分钟内不燃烧、不爆炸,为逃生提供足够时间。气凝胶隔热片在提高新能源汽车动力电池组安全性能方面能够发挥重大作用。
技术研发人员:曹飞飞,张云云,关智明
受保护的技术使用者:深圳市腾鑫精密电子芯材科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!