一种基于光照的复杂分支血管结构的4D打印方法
本发明属于4d打印,具体是一种基于光照的复杂血管结构的4d打印方法。
背景技术:
1、功能性人造组织和器官的工程,在生物学上与体内的对应物相似,对于治愈或替换受损或坏死的组织/器官至关重要,并可能填补器官短缺与移植需求之间的空白。现在,3d打印技术可制造可精确控制组分的组织工程产品,得到具有空间分布和结构的仿生体,以实现具有目标组织和器官特性和生物学功能的有效替代。这些生理替代物最终将促进疾病的预防、诊断和分子治疗的发展。
2、尽管3d打印在制造复杂的生物替代品方面具有巨大的潜力,但制造血管系统仍然存在挑战,作为血管系统基本结构的中空管状结构难以打印。现有制造空心管状结构的通用方法有:1.使用牺牲材料;2.打印具有互连通道的支架;3.使用同轴针头进行3d打印。虽然这些技术可以形成中空的管状结构,但仍存在一些问题需要解决:首先,打印成本高;其次,结构是静态的,不具有仿生性;而且现有的方法还不能打印具有复杂分支血管形态的可流通性结构。
3、4d打印可以打破3d打印制造管状结构的局限性。“4d打印”的概念是skylartibits在ted上提出的,将第四维度定义为“时间”。在组织工程领域,4d打印意味着结构在暴露于预定刺激(例如光、温度、磁场、ph值和一些特殊化学物质)时可以自我改变形状。4d打印近年来取得了长足的进步,成为组织工程领域的新热点,血管移植物是4d打印在组织工程领域的第一个生物学相关应用,因为管状结构可以通过滚动或自拉伸过程简单地获得。在最近的一篇文章中,来自拜罗伊特大学的ionov教授的实验室使用基于diw的打印,利用光交联梯度通过自折叠获得了内径低至20μm的管状结构。由于相同的自折叠机制,他们的实验室还实现了可缩放直径的t形接头形式的中空管状结构的形成,t型管管道连接处使用连接桥进行打印。尽管这些研究在血管移植物方面取得了可喜的成果,但以一体成型的方式4d打印复杂的小直径闭合分支管状结构仍然具有挑战性,以一体成型的方式4d打印复杂的闭合分支管状结构存在以下问题:(1)由于存在边界曲率不相容性,模型连接处卷曲后曲率不受控,卷曲后难以封闭复杂管状连接处,灌流时连接处易渗漏;(2)利用4d打印后的形成的管状结构卷曲后边缘部分难以形成交联形成彻底闭合管状结构;(3)现有复杂管道设计不具有普适性,只能适用于某种具体的管状结构。
技术实现思路
1、为了解决背景技术中存在的问题,本发明提供了一种基于光照的复杂分支血管结构的4d打印方法,该方基于光交联的可制备复杂中空闭合管道的模型设计,通过3d打印对应模型的形状转换,获得了具有复杂闭合分支管状结构,本发明通过梯度形成与二次交联相结合以实现复杂的分支血管结构。
2、为了达到上述技术目的,本发明提供了一种基于光照的复杂分支血管结构的4d打印方法,其特征在于:所述打印方法包括如下步骤:
3、(1)配制打印原料:将具有邻硝基苄基的四臂聚乙二醇和甲基丙烯酸酯化透明质酸采用pbs溶解混合得到4d打印的前体溶液,其中具有邻硝基苄基四臂聚乙二醇的质量浓度为10~15%,甲基丙烯酸酯化透明质酸的质量浓度为2~4%;
4、(2)采用shapr3d三维建模软件创建复杂分支血管的管模型,所述管模型包括y型管模型、t型管模型、一级分叉管模型和二级分叉管模型;
5、(3)将步骤(1)中配制的前体溶液放入dlp打印机料槽中,按照设计方案基于待打印的管模型进行材料打印成型为管片结构,所述管片结构的厚度500μm,打印参数如下:光照强度20mw/cm2,模型切片厚度500μm,曝光时间:960~2100s;所述光照强度与曝光时间为一层模型结构固化参数,基层层数一层,片层层数一层;
6、(4)步骤(3)中的模型整体打印后的管片结构取出,并将管片结构完全浸泡在pbs溶液中,结构完成自卷曲形成复杂分支血管结构,在pbs溶液中进行紫外光二次交联,形成闭合的复杂分支血管结构;所述复杂分支血管结构包括y型管、t型管、一级分叉管或二级分叉管。
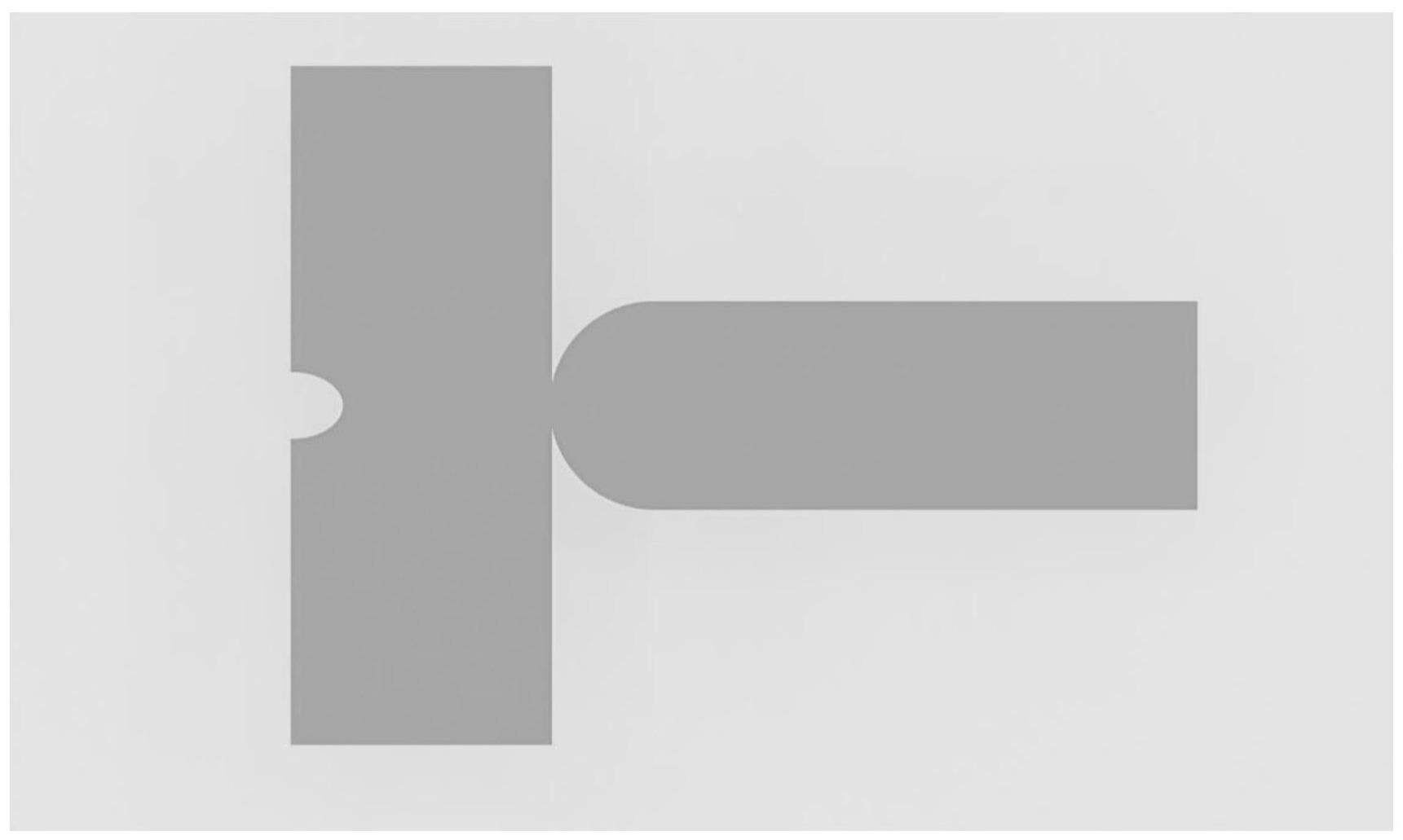
7、本发明较优的技术方案所述y型管模型是由三片主管管片拼接而成,三片主管管片的连接部位均设置有大小相同的半圆形衔接片,且三片主管片的半圆形衔接片外凸区域相互连接;所述t型管模型是由两片主管管片拼接成t字型,其中竖向区域的主管管片拼接部位设有半圆形衔接片,横向区域的主管管片上对应设有与t型管直径相匹配的半椭圆形接口。
8、本发明较优的技术方案所述一级分叉管模型是由主管管片和一级分支管管片拼接而成,所述一级分支管管片连接主管管片的一侧,并在其端部设有与待打印一级分叉管的主管道与一级分支管道之间夹角相同角度的半圆形衔接片,在主管管片对侧设有半椭圆形接口,所述半椭圆形接口与一级分支管管片卷曲后的一级分支管道相容,所述半椭圆形接口的长径为对侧一级分支管管片卷曲后与主管道重叠部分等长,与主管道长轴平行,半椭圆形接口的短径为一级分支管道的外径,与主管道长轴垂直;所述二级分叉管模型在一级分叉管模型的一级分支管管片一侧设有二级分支管管片,所述二级分支管管片的端部设有二级分支管倾斜角度相匹配的半圆形衔接片,在一级分支管管片的另一侧设有二级分支管管片卷曲后的二级分支管道相容的半椭圆形接口。
9、本发明较优的技术方案:所述步骤(1)的前体溶液中具有邻硝基苄基四臂聚乙二醇质量浓度10%,甲基丙烯酸酯化透明质酸的质量浓度为2%;所述步骤(3)中打印时曝光时间960s。
10、本发明较优的技术方案所述步骤(4)中在pbs溶液中进行紫外光二次交联,是采用的紫外光对浸泡在pbs溶液中的自卷曲形成复杂分支血管结构照射5~6min。
11、本发明较优的技术方案所述t型管模型的两片主管管片为矩形片,其中一片主管片上的半椭圆形缺的圆心与另一片主管管片的长轴在同一直线上;所述y型管模型的三片主管管片为矩形片,三片矩形主管管片长轴相互成角120°,各半圆形衔接片相交点构成密闭图形。
12、本发明较优的技术方案:所述管模型的分支管道为中间垂直型时,管片连接处使用半圆形衔接,主管管片上的半椭圆形缺口的长径为分支管道的1/4,长径垂直于主管道的长轴,短径为分支管道的外径,短径平行于主管道的长轴。
13、本发明使用具有邻硝基苄基的四臂聚乙二醇(pegnb)和具有双键的甲基丙烯酸酯化透明质酸(hama)混合作为打印材料,同时对打印模型进行了设计,通过dlp(digitallight projection)打印,实现了打印结构在溶液刺激下的复杂分支血管结构变形。该混合的打印材料未加入光交联剂进行打印,在打印结构进行溶液(pbs)刺激卷曲后因其具有的自近光源侧至远光源侧有光照能量的递减,远光源侧较近光源侧发生反应程度低,使卷曲后结构远光源侧具有能够二次光照交联的特性,4d打印的光固化材料经过光照交联后形成的打印结构具有径向扩张的特性。
14、因打印后结构具有径向扩张的特性,针对在4d打印复杂管道打印结构接受刺激卷曲时连接处的曲率不相容问题,本发明采取在打印的管道连接处使用半圆状的连接,使连接处的重叠部分尽可能小,利用其受溶液(pbs)刺激后,连接处产生径向扩张,使其连接处在受溶液(pbs)刺激自卷曲时所受卷曲力垂直于管道长轴,将连接处的自卷曲曲率解耦,使得两根管道几乎独立卷曲。因其打印的结构在受溶液刺激后仍能够进行二次光照交联的特性,使得卷曲后的管道可在溶液中进行光照交联以闭合管道卷曲的边缘处,使其形成闭合的复杂分支管道结构。
15、本发明的有益效果:
16、(1)本发明中的打印原料采用pegnb-hama体系,pegnb-hama体系固化后自近光源侧到远光源侧反应程度不同,浸入溶液中会产生不同程度的自发溶胀,使打印结构发生自卷曲,实现打印结构的自主变形。
17、(2)本发明中的pegnb-hama体系固化后,由于近光源侧和远光源侧反应程度不同,使得远光源侧还有残余材料可供反应,具有二次交联特性,可用于打印结构变形后的后处理,实现打印管道的密闭性。
18、(3)本发明的4d打印制备方法,可在温和溶液刺激下即可发生四维转化;根据4d材料接受刺激后的径向扩张特性,设计复杂管道的打印模型,一体化打印成形;不同类型复杂管状结构的连接处由不同的半圆形衔接和半椭圆形缺口的构成,当施加适当刺激时,管道连接处的卷曲曲率解耦,管道各自独立卷曲却相互连接,连接处卷曲后因其溶胀性能而贴合,再通过二次交联将复杂管道整体边缘密闭;因而,可通过4d材料的径向扩张特性更改连接处的模型设计解耦自卷曲曲率来实现复杂密闭管道的4d打印。
- 还没有人留言评论。精彩留言会获得点赞!