换模装置和轮胎硫化装备的制作方法
本公开涉及模具设备领域,尤其涉及一种换模装置和轮胎硫化装备。
背景技术:
1、轮胎厂在硫化不同规格、型号的轮胎时,所使用的轮胎模具也要进行频繁的更换。然而,现有模具的更换方式为将轮胎模具放正后,需要人工将安装螺钉穿过硫化机上热板连接轮胎模具。在螺钉紧固的过程中还需要借助扳手及其他工具进行操作。人工更换模具不仅操作繁琐、操作人员劳动强度大、换模速度慢、效率低,而且轮胎在硫化时硫化室温度很高,操作时存在极大的安全隐患。
技术实现思路
1、为了解决上述技术问题或者至少部分地解决上述技术问题,本公开提供了一种换模装置和轮胎硫化装备。
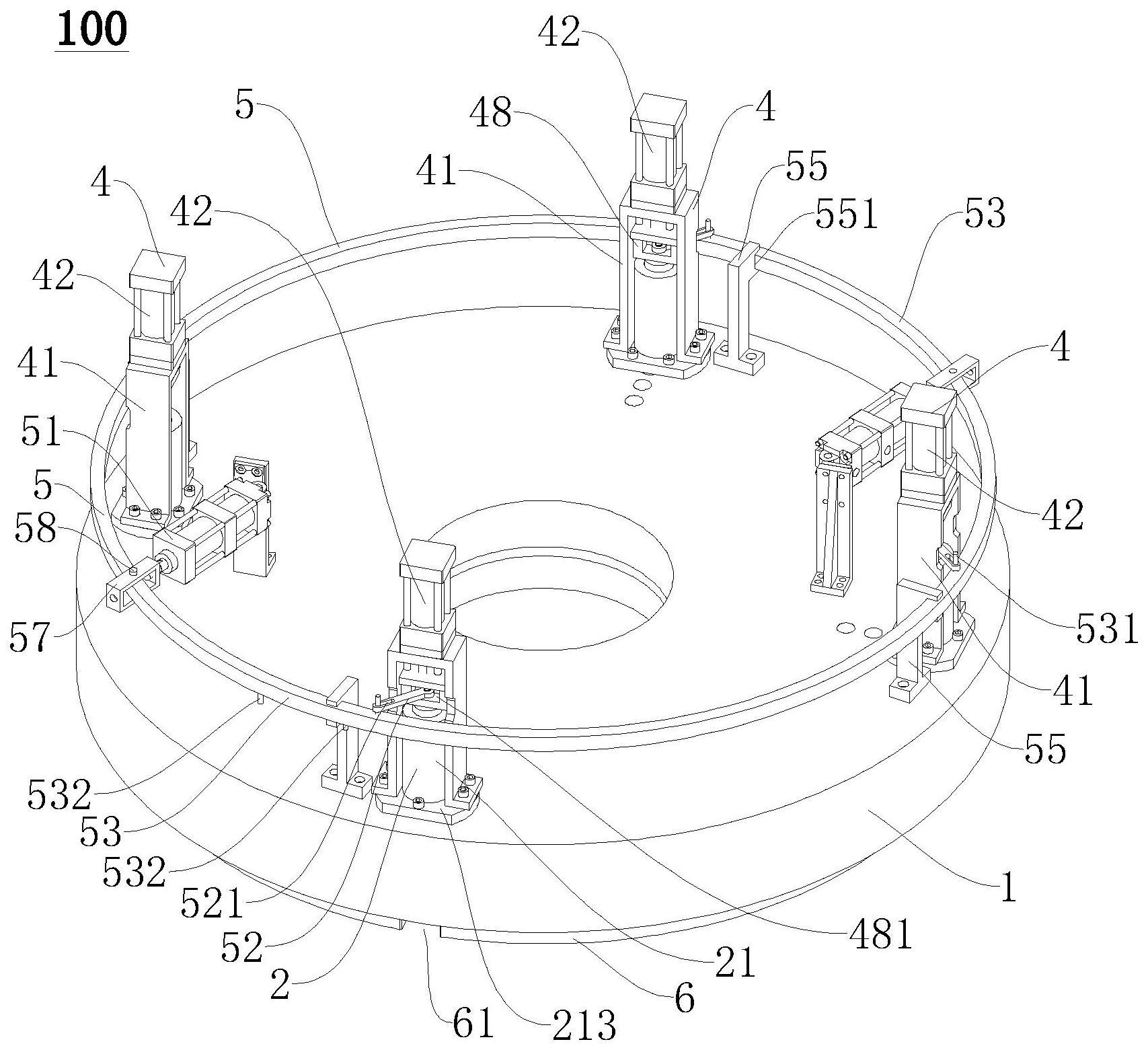
2、本申请公开了一种换模装置,包括:基板,所述基板具有安装孔;导向座组件,所述导向座组件设于所述基板上且具有导向孔;锁紧拉杆,所述锁紧拉杆穿设于所述导向孔与所述安装孔;位移驱动组件,所述位移驱动组件用于驱动所述锁紧拉杆上下运动,以带动所述锁紧拉杆插入和脱离模具安装环的锁紧槽;角度驱动组件,所述角度驱动组件包括角度驱动件、连接杆和旋转杆,所述旋转杆与所述锁紧拉杆相连且固定连接,所述旋转杆沿所述锁紧拉杆的径向延伸,且所述旋转杆的另一端伸出所述导向座组件;所述旋转杆伸出所述导向座组件的一端与所述连接杆相连,所述连接杆远离所述旋转杆的一端与所述角度驱动件的输出端相连,且所述连接杆用于将所述角度驱动件的输出端的运动转化为所述旋转杆绕所述锁紧拉杆的中心轴的旋转运动,以驱动所述锁紧拉杆旋转将所述模具安装环与所述基板锁紧和解锁。
3、可选地,所述导向座组件包括导向套筒和导向套,所述导向套筒与所述基板相连且具有导向孔,所述导向套设于所述锁紧拉杆上且与所述锁紧拉杆固定连接,所述导向套的外周侧与所述导向孔的侧壁抵接。
4、可选地,所述位移驱动组件包括固定座、位移驱动件和弹性件,所述固定座套设于所述导向套筒的外周侧且固定于所述基板上,所述位移驱动件设于所述固定座上,所述位移驱动件的输出端用于驱动所述导向套向下运动,所述弹性件套设于所述锁紧拉杆的外周侧且位于所述导向套与所述基板之间,所述弹性件与所述导向套抵接,以驱动所述导向套向上运动。
5、可选地,所述位移驱动组件还包括压紧环和第一轴承,所述压紧环设于所述弹性件与所述导向套之间,所述第一轴承设于所述压紧环与所述导向套之间。
6、可选地,所述位移驱动组件还包括滑动套和第二轴承,所述滑动套设于所述导向孔内且位于所述位移驱动件的输出端与所述导向套之间,所述第二轴承设于所述滑动套与所述导向套之间。
7、可选地,所述导向套的外周侧套设有润滑带,所述润滑带用于减小所述导向套与所述导向孔的侧壁之间的摩擦。
8、可选地,所述旋转杆上设有活动孔,所述连接杆上设有连接柱,所述连接柱穿设于所述活动孔内,所述连接杆用于驱动所述旋转杆绕所述锁紧拉杆的中心轴转动;所述连接柱沿上下方向延伸且所述连接柱的长度大于所述锁紧拉杆上下运动的距离,所述连接杆与所述旋转杆沿上下方向设置且所述连接杆位于所述旋转杆的行程之外。
9、可选地,所述锁紧拉杆为多个,每个所述锁紧拉杆对应一个所述旋转杆,每个所述旋转杆对应一个所述连接柱,所述连接杆呈环形,所有所述连接柱均设于所述连接杆上,所述角度驱动件用于驱动所述连接杆绕其环心转动。
10、可选地,所述锁紧拉杆包括连接拉杆和锁紧头,所述连接拉杆穿设于所述导向孔且与所述位移驱动组件相连,所述锁紧头的外轮廓为非圆形,所述模具安装环具有与所述锁紧头相适配的穿设孔,所述穿设孔连通所述锁紧槽,所述穿设孔与所述锁紧槽均沿所述模具安装环的径向开口。
11、本申请还公开了一种轮胎硫化装备,包括:模具安装环,所述模具安装环具有锁紧槽且用于连接模具;换模装置,换模装置为根据上述实施例所述的换模装置。
12、本公开实施例提供的技术方案与现有技术相比具有如下优点:
13、本公开实施例提供的换模装置,通过设置角度驱动组件及位移驱动组件驱动锁紧拉杆运动,以将基板与模具安装环锁紧与解锁,可以实现模具的自动化拆装,降低操作人员的工作强度,提高模具的安装效率以及拆卸效率,提高生产效率,降低生产成本。
14、本公开实施例提供的轮胎硫化装备,通过设置上述的换模装置,可以实现模具的自动化拆装,降低操作人员的工作强度,提高模具的安装效率以及拆卸效率,提高轮胎硫化装备的生产效率,降低轮胎硫化装备的生产成本。
技术特征:
1.一种换模装置(100),其特征在于,包括:
2.根据权利要求1所述的换模装置(100),其特征在于,所述导向座组件(2)包括导向套筒(21)和导向套(22),所述导向套筒(21)与所述基板(1)相连且具有导向孔(2111),所述导向套(22)设于所述锁紧拉杆(3)上且与所述锁紧拉杆(3)固定连接,所述导向套(22)的外周侧与所述导向孔(2111)的侧壁抵接。
3.根据权利要求2所述的换模装置(100),其特征在于,所述位移驱动组件(4)包括固定座(41)、位移驱动件(42)和弹性件(43),所述固定座(41)套设于所述导向套筒(21)的外周侧且固定于所述基板(1)上,所述位移驱动件(42)设于所述固定座(41)上,所述位移驱动件(42)的输出端用于驱动所述导向套(22)向下运动,所述弹性件(43)套设于所述锁紧拉杆(3)的外周侧且位于所述导向套(22)与所述基板(1)之间,所述弹性件(43)与所述导向套(22)抵接,以驱动所述导向套(22)向上运动。
4.根据权利要求3所述的换模装置(100),其特征在于,所述位移驱动组件(4)还包括压紧环(44)和第一轴承(45),所述压紧环(44)设于所述弹性件(43)与所述导向套(22)之间,所述第一轴承(45)设于所述压紧环(44)与所述导向套(22)之间。
5.根据权利要求3所述的换模装置(100),其特征在于,所述位移驱动组件(4)还包括滑动套(46)和第二轴承(47),所述滑动套(46)设于所述导向孔(2111)内且位于所述位移驱动件(42)的输出端与所述导向套(22)之间,所述第二轴承(47)设于所述滑动套(46)与所述导向套(22)之间。
6.根据权利要求2所述的换模装置(100),其特征在于,所述导向套(22)的外周侧套设有润滑带(23),所述润滑带(23)用于减小所述导向套(22)与所述导向孔(2111)的侧壁之间的摩擦。
7.根据权利要求1所述的换模装置(100),其特征在于,所述旋转杆(52)上设有活动孔(521),所述连接杆(53)上设有连接柱(531),所述连接柱(531)穿设于所述活动孔(521)内,所述连接杆(53)用于驱动所述旋转杆(52)绕所述锁紧拉杆(3)的中心轴转动;
8.根据权利要求7所述的换模装置(100),其特征在于,所述锁紧拉杆(3)为多个,每个所述锁紧拉杆(3)对应一个所述旋转杆(52),每个所述旋转杆(52)对应一个所述连接柱(531),所述连接杆(53)呈环形,所有所述连接柱(531)均设于所述连接杆(53)上,所述角度驱动件(51)用于驱动所述连接杆(53)绕其环心转动。
9.根据权利要求1所述的换模装置(100),其特征在于,所述锁紧拉杆(3)包括连接拉杆(31)和锁紧头(32),所述连接拉杆(31)穿设于所述导向孔(2111)且与所述位移驱动组件(4)相连,所述锁紧头(32)的外轮廓为非圆形,所述模具安装环(6)具有与所述锁紧头(32)相适配的穿设孔(62),所述穿设孔(62)连通所述锁紧槽(61),所述穿设孔(62)与所述锁紧槽(61)均沿所述模具安装环(6)的径向开口。
10.一种轮胎硫化装备,其特征在于,包括:
技术总结
本发明提供了一种换模装置和轮胎硫化装备,换模装置包括具有安装孔的基板、具有导向孔且设于基板上的导向座组件、穿设于导向孔与安装孔且适于插入和脱离模具安装环的锁紧槽的锁紧拉杆、用于驱动锁紧拉杆上下运动的位移驱动组件及用于将模具安装环与基板锁紧和解锁的角度驱动组件,角度驱动组件包括角度驱动件、与锁紧拉杆固定连接且沿锁紧拉杆的径向伸出导向座组件的旋转杆以及用于连接旋转杆与角度驱动件的输出端并将角度驱动件的输出端的运动转化为旋转杆绕锁紧拉杆的中心轴的旋转运动的连接杆。本公开实施例提供的换模装置,可以实现模具的自动化拆装,降低操作人员的工作强度,提高模具的安装效率以及拆卸效率,提高生产效率,降低生产成本。
技术研发人员:李东绪,王海强,刘志兰,赵阳,刘代平,程祥勋
受保护的技术使用者:山东豪迈机械科技股份有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!