一种后外封盖的成型模具的制作方法
本发明涉及模具的加工与制造,特别是涉及一种后外封盖的成型模具。
背景技术:
1、注射成型就是将塑胶在注塑机的料筒内加热熔化,当呈流动状态时,在柱塞或螺杆加压下,熔融塑胶被压缩并向前移动,进而通过料筒前段的喷嘴以很快速度注入温度较低的闭合模具内,在型腔内成型、冷却、固化,脱模后得到制品,现有的后外封盖的成型模具存在成型工艺复杂、生产效率不高等问题。
技术实现思路
1、本发明主要解决的技术问题是提供一种后外封盖的成型模具,利用滑块和两组定位组件合围形成用于成形后外封盖轮廓的型腔,在完成两组后外封盖产品的注塑成型的同时也完成了后外封盖产品的侧抽芯操作,操作方便。
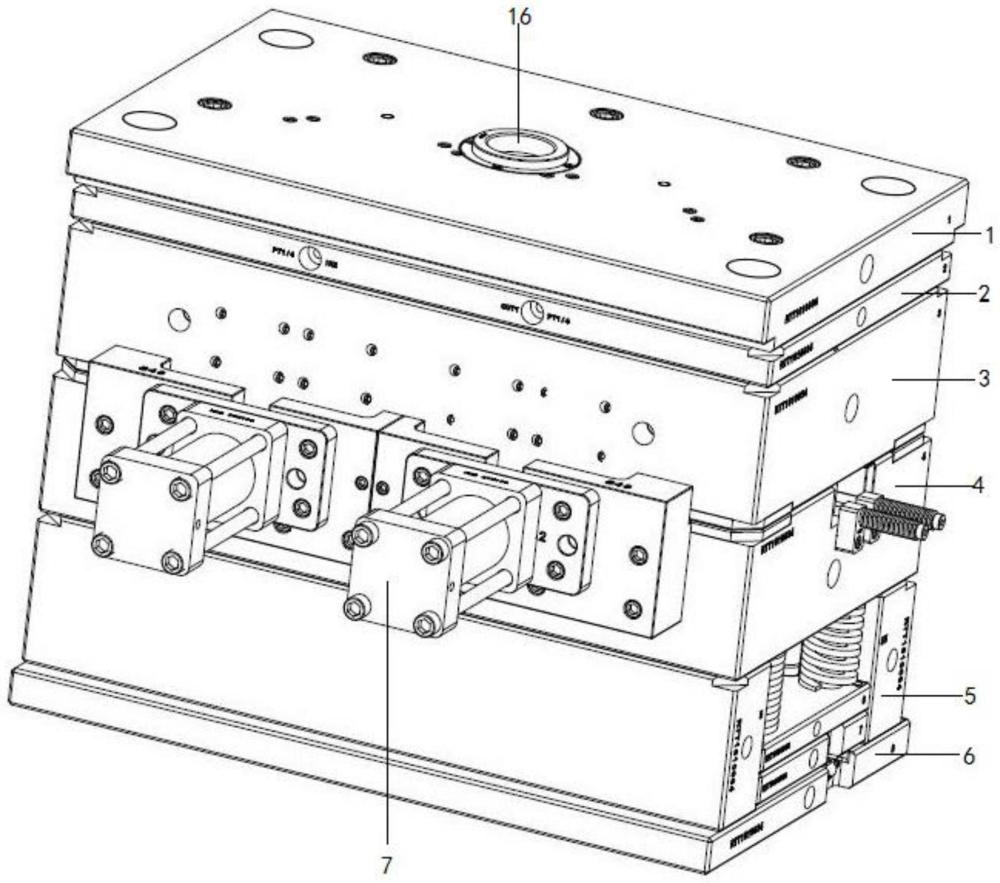
2、为解决上述技术问题,本发明采用的一个技术方案是:一种后外封盖的成型模具,包括:自上而下依次对应设置的上固定板、料头板、上模板、下模板、两个下模脚以及下固定板,所述上模板的下方通过导向柱与下模板上的导套对应定位,所述上模板上设置有上模仁,所述下模板上相对设置有下模仁,所述下模板的侧边设置有油缸,所述油缸的输出端贯穿至下模板内且连接有滑块,所述滑块内滑动设置有用于后外封盖侧抽芯的第一滑座,所述第一滑座内设置有拨杆,所述拨杆的上端与上模板相连接,所述拨杆的下端插设于所述第一滑座内,下模板上还设置有两组定位组件,所述滑块以及两组定位组件合围形成用于成型后外封盖轮廓的型腔。
3、在本发明一个较佳实施例中,所述型腔设置有两组。
4、在本发明一个较佳实施例中,所述下模板上设置有第一滑轨,所述滑块设置于第一滑轨上且与油缸的输出端相连接。
5、在本发明一个较佳实施例中,所述第一滑座内开设有下坡状的第一导向槽,所述拨杆的下端插设于所述第一导向槽内。
6、在本发明一个较佳实施例中,所述滑座的前端贯穿所述滑块伸入所述型腔内。
7、在本发明一个较佳实施例中,所述定位组件包括与下模板上第二滑轨相连接的第二滑座以及插设于第二滑座内的导向杆,所述第二滑座内开设有下坡状的第二导向槽,所述导向杆的上端与所述上模板固定连接,所述导向杆的下端插设于所述第二导向槽内。
8、在本发明一个较佳实施例中,所述上固定板顶部设置有注塑口,所述注塑口与上模板内的主路流道相连通,所述主路热流的两端通过支路流道与两组型腔相连通。
9、本发明的有益效果是:本发明的后外封盖的成型模具,利用滑块和两组定位组件合围形成用于成形后外封盖轮廓的型腔,在完成两组后外封盖产品的注塑成型的同时也完成了后外封盖产品的侧抽芯操作,操作方便,提高了注塑成型效率,节约了生产成本,增加产品的竞争力。
技术特征:
1.一种后外封盖的成型模具,包括:自上而下依次对应设置的上固定板、料头板、上模板、下模板、两个下模脚以及下固定板,所述上模板的下方通过导向柱与下模板上的导套对应定位,所述上模板上设置有上模仁,所述下模板上相对设置有下模仁,其特征在于,所述下模板的侧边设置有油缸,所述油缸的输出端贯穿至下模板内且连接有滑块,所述滑块内滑动设置有用于后外封盖侧抽芯的第一滑座,所述第一滑座内设置有拨杆,所述拨杆的上端与上模板相连接,所述拨杆的下端插设于所述第一滑座内,下模板上还设置有两组定位组件,所述滑块以及两组定位组件合围形成用于成型后外封盖轮廓的型腔。
2.根据权利要求1所述的一种后外封盖的成型模具,其特征在于,所述型腔设置有两组。
3.根据权利要求1所述的一种后外封盖的成型模具,其特征在于,所述下模板上设置有第一滑轨,所述滑块设置于第一滑轨上且与油缸的输出端相连接。
4.根据权利要求1所述的一种后外封盖的成型模具,其特征在于,所述第一滑座内开设有下坡状的第一导向槽,所述拨杆的下端插设于所述第一导向槽内。
5.根据权利要求4所述的一种后外封盖的成型模具,其特征在于,所述滑座的前端贯穿所述滑块伸入所述型腔内。
6.根据权利要求1所述的一种后外封盖的成型模具,其特征在于,所述定位组件包括与下模板上第二滑轨相连接的第二滑座以及插设于第二滑座内的导向杆,所述第二滑座内开设有下坡状的第二导向槽,所述导向杆的上端与所述上模板固定连接,所述导向杆的下端插设于所述第二导向槽内。
7.根据权利要求1所述的一种后外封盖的成型模具,其特征在于,所述上固定板顶部设置有注塑口,所述注塑口与上模板内的主路流道相连通,所述主路热流的两端通过支路流道与两组型腔相连通。
技术总结
本发明公开了一种后外封盖的成型模具,包括:上固定板、料头板、上模板、下模板、两个下模脚以及下固定板,上模板上设置有上模仁,下模板上相对设置有下模仁,下模板的侧边设置有油缸,油缸的输出端贯穿至下模板内且连接有滑块,滑块内滑动设置有用于后外封盖侧抽芯的第一滑座,第一滑座内设置有拨杆,拨杆的上端与上模板相连接,拨杆的下端插设于第一滑座内,下模板上还设置有两组定位组件,滑块以及两组定位组件合围形成用于成型后外封盖轮廓的型腔。本发明的模具,结构简单,可同时完成两组后外封盖的注塑成型,提高了注塑成型效率,节约了生产成本。
技术研发人员:罗词金
受保护的技术使用者:江苏荣腾精密组件科技股份有限公司
技术研发日:
技术公布日:2024/2/25
- 还没有人留言评论。精彩留言会获得点赞!