一种碳纤维助行器的一体成型方法与流程
本发明涉及一种新材料的应用技术,尤其是一种碳纤维助行器的一体成型方法。
背景技术:
1、助行器是可以通过器械的支撑,让腿脚不放便的老人及病人等腿脚不灵活甚至失去行走能力的人能够自理,能够和正常人一样外出散步,传统助行器大都采用金属材质制备而成,容易塑性变形,容易导致折叠和打开困难,形位尺寸变化,不耐酸碱腐蚀、易生锈等缺点,且由于金属件造型简单,没法实现曲面和美观造型,重量较重,造成安装难度大,不利于伸缩展开。
技术实现思路
1、本发明要解决的技术问题在于针对现有技术的不足提供一种可设计强、工艺简单、减重效果明显的碳纤维助行器的一体成型方法。
2、本发明要解决的技术问题是通过以下技术方案来实现的,一种碳纤维助行器的一体成型方法,其特点是:
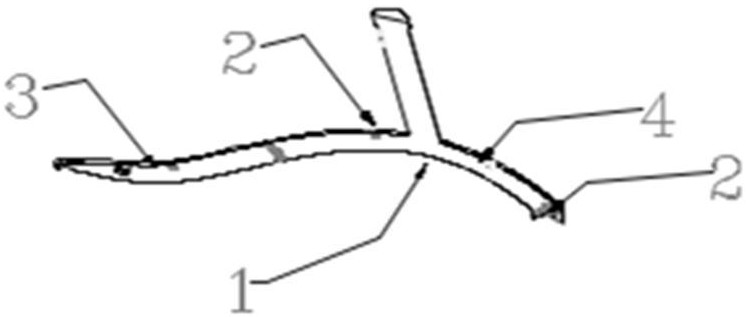
3、助行器是由前轮组件、后轮组件以及金属件组成,前轮组件、后轮组件设计为等壁厚造型卷制预型一体成型而成,再与金属件进行粘接,
4、其制备步骤如下:
5、1)卷料芯模准备:依照助行器的外形,需制作一付助行器的卷料芯模;
6、2)卷料芯模成型:将成型模具加热至60℃,在模腔里均匀的刷上脱模剂,并将生矽胶填满模腔内后,放入平板热压台固化成型,1-2h得到预型模;
7、3)削制卷料芯模:按照工艺设定壁厚,用刀具及特殊工具削制芯模,得到所需要的尺寸要求;
8、4)原材料准备:以碳纤维预浸料为原材料,将单向碳纤维预浸布按c45/c0/c30/c0/3k顺序铺贴,然后裁剪出助行器展型,
9、5)卷料:按照步骤3)得到的芯模进行卷制助行器的组件,分为前轮组件、后轮组件的卷制,
10、a)前轮组件卷制:拿到芯模跟原材料确认无误进行操作,根据结构图所示的宽与长的方向把碳纤维预浸料按顺序依次手工缠绕在芯模上,缠绕的时候注意料与料之间的紧密度,完成后将卷料芯模按照大小依次抽出,称出其重量,作为公接头,待预型;
11、b)后轮组件卷制:拿到芯模跟原材料进行操作,根据结构图所示的宽与长的方向把碳纤维预浸料按顺序依次手工缠绕在芯模上,缠绕的时候注意料与料之间的紧密度,完成后将卷料芯模按照大小依次抽出,称出其重量,作为母接头,待预型;
12、6)预型:依照助行器的外形,需制作一付助行器的预型壳,得到预型壳,穿气袋前先检查确保长条内无死角,气袋须完全布置到够长,布置到长条孔内的每个角落,将前轮组件公端放入后轮组件母端组合搭接,搭接完需检查各个部位的搭接状况,搭接长度10-20mm,组合完成后将气袋穿入,下一步气袋多余的长度按照气嘴长度进行裁切,包气嘴时将裹好胶带的气嘴放入叠成扇形气袋内,用透明胶带封紧,然后将气嘴用美纹胶包裹,在长条上搭接5-10mm,得到卷料预型;
13、7)一体成型:将成型模具加热至60℃,在模腔里均匀的刷上脱模剂,将步骤6)得到的卷料预型放入成型模腔内,同时盖模,放入平板热压台,插气嘴固化成型;
14、8)固化完成后,将模具放置冷却台降温至60±5℃,然后打开模具,将成型好的助行器组件毛坯取出;
15、9)助行器后处理:去除助行器组件毛坯多余的部分,并根据成品尺寸及组装要求进行加工孔位;
16、10)金属构件粘接:将所需要粘接的位置进行粗化和适配,适合满足图纸要求后,将贴合面涂抹双组分环氧结构胶,进行金属构件粘接;再在治具的作用下使结构胶充分固化;
17、11)表面处理:对产品外表面进行修补、粗化、喷漆、打磨制备出碳纤维复合材料助行器。
18、本发明要解决的技术问题还可以通过以下技术方案来进一步实现,所述碳纤维助行器的壁厚为0.5-2mm。
19、本发明要解决的技术问题还可以通过以下技术方案来进一步实现,所述固化成型采用模压成型,成型温度为130~150℃,油压压力为80~120kg/cm²,气压压力为0.3~1.5mpa,固化时间为60~180min。
20、本发明要解决的技术问题还可以通过以下技术方案来进一步实现,所述的碳纤维预浸料,其增强体是碳纤维、玻璃纤维、玄武岩纤维,、石英纤维或芳纶纤维中的任意一种或其任意组合;其浸润树脂选用为耐高温环氧树脂、酚醛树脂、双马来酰亚胺树脂、不饱和树脂、热塑性树脂、热固性树脂中任意一种。
21、本发明要解决的技术问题还可以通过以下技术方案来进一步实现,所述的金属件是铝合金、镁铝合金、钛合金、铜合金、不锈钢等中的一种,表面做涂层或钝化处理。
22、本发明要解决的技术问题还可以通过以下技术方案来进一步实现,所述的气袋为pa材质、po材质、pe材质或乳胶材质中一种。
23、与现有技术相比,本发明的有益效果是:本发明的碳纤维复合材料助行器具有兼顾强度和刚性,重量更轻,不生锈、耐腐蚀、耐高低温,耐摩擦,抗疲劳性及静音效果等优点,更加便于安装折叠,使用寿命长。制备工艺简单,便于模块化流水线制作,生产效率高,非常适合高低温等其他环境下使用。
技术特征:
1.一种碳纤维助行器的一体成型方法,其特征在于:
2.根据权利要求1所述的碳纤维助行器的一体成型方法,其特征在于:所述碳纤维助行器的壁厚为0.5-2mm。
3.根据权利要求1所述的碳纤维助行器的一体成型方法,其特征在于:所述固化成型采用模压成型,成型温度为130~150℃,油压压力为80~120kg/cm²,气压压力为0.3~1.5mpa,固化时间为60~180min。
4.根据权利要求1所述的碳纤维助行器的一体成型方法,其特征在于:所述的碳纤维预浸料,其增强体是碳纤维、玻璃纤维、玄武岩纤维、石英纤维或芳纶纤维中的任意一种或其任意组合。
5.根据权利要求1所述的碳纤维助行器的一体成型方法,其特征在于:其浸润树脂选用为耐高温环氧树脂、酚醛树脂、双马来酰亚胺树脂、不饱和树脂、热塑性树脂、热固性树脂中任意一种。
6.根据权利要求1所述的碳纤维助行器的一体成型方法,其特征在于:所述的金属件是铝合金、镁铝合金、钛合金、铜合金、不锈钢等中的一种,表面做涂层或钝化处理。
7.根据权利要求1所述的碳纤维助行器的一体成型方法,其特征在于:所述的气袋为pa材质、po材质、pe材质或乳胶材质中一种。
技术总结
一种碳纤维助行器的一体成型方法,助行器是前轮组件、后轮组件及金属件组成,前轮组件、后轮组件设计等壁厚造型卷制预型一体成型而成,再与金属件进行粘接。本发明的碳纤维复合材料助行器具有兼顾强度和刚性,重量更轻,不生锈、耐腐蚀、耐高低温,耐摩擦,抗疲劳性及静音效果等优点,更加便于安装折叠,使用寿命长。制备工艺简单,便于模块化流水线制作,生产效率高,非常适合高低温等其他环境下使用。
技术研发人员:乔乃福,尚武林,夏晓冬,黄卫波,刘浩,徐士杰,罗明丰
受保护的技术使用者:连云港神鹰碳纤维自行车有限公司
技术研发日:
技术公布日:2024/2/25
- 还没有人留言评论。精彩留言会获得点赞!