一种汽车模具脱模流道内切机构的制作方法
本技术涉及脱模流道内切机构,具体涉及一种汽车模具脱模流道内切机构。
背景技术:
1、现有的注塑模具多采用起到对注塑口的流道进行切除,避免注塑后脱模注塑口对产品形成残留,如现有技术经过检索(公告号:cn208867487u)模内切注塑模具,在文中记载了“上述模内切注塑模具100,包括模架20、安装于模架20上的后模30、安装于后模30上的前模40及脱模内切组件50。由于脱模内切组件50包括小顶针板51、大顶针板52、切刀杆53、第一脱模杆54、第二脱模杆55及拉动杆56,可以实现产品61、水口料62在模具内自动切除,解决壁厚薄类型产品的注塑成型难点,注塑成型过程中自动裁切水口料62,裁切效果好且产品质量高。而且自动化批量生产,周期短,省去裁切产品61和水口料62的二次加工处理环节,节省人力成本。该模内切注塑模具100在模内切水口料62只要一秒,而人工剪切水口料62至少需要五到十秒,而且机械化剪切的质量比人工手动剪切稳定性高”;
2、但是现有的模具虽然可以通过内切的对水口料进行切除,但是在生产过程中会发现,有部分水口料切割不掉,会出现残留。
技术实现思路
1、为克服现有技术所存在的缺陷,现提供一种汽车模具脱模流道内切机构,以解决背景技术文件中提出现有的模具虽然可以通过内切的对水口料进行切除,但是在生产过程中会发现,有部分水口料切割不掉,会出现残留的问题。
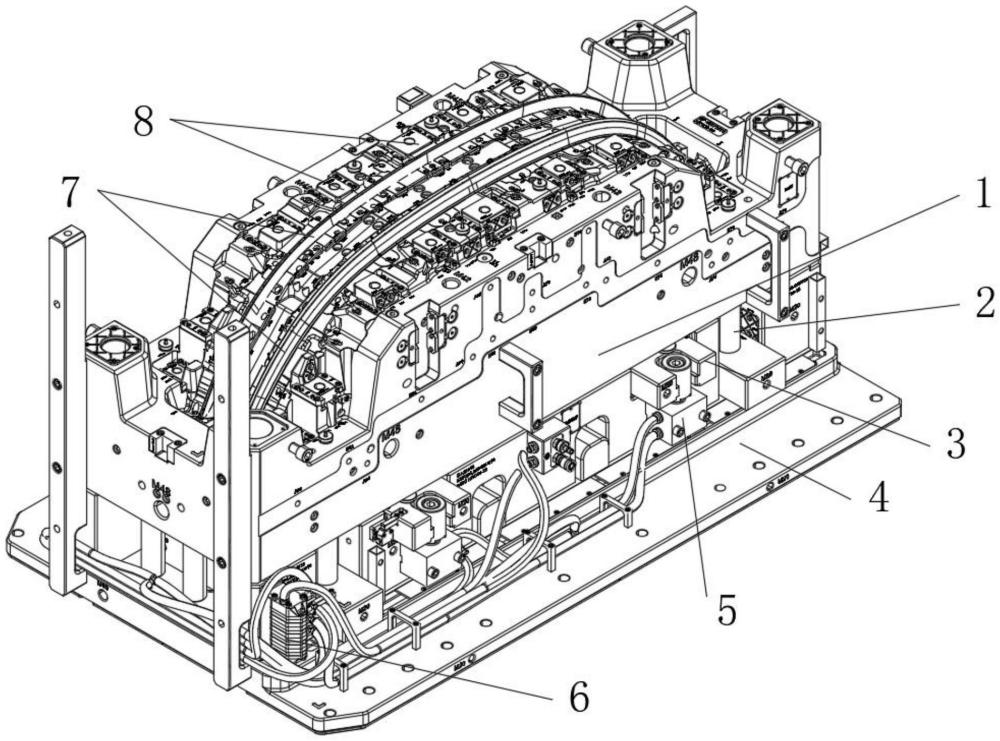
2、为实现上述目的,提供一种汽车模具脱模流道内切机构,包括流道滑块组件、脱模推板组件和顶杆组件,所述流道滑块组件安装在下模具上,且下模具上端均匀布置的流道滑块组件内侧的模腔中注塑有汽车部件,所述下模具通过导向杆安装在安装板上,且下模具和安装板之间安装有切刀板和垫板,所述垫板侧面安装有油缸,且油缸上端连接切刀板,且垫板两侧对应安装的四组油缸通过管道连接有油路平衡器,其特征在于:所述流道滑块组件包括动滑块和固定块,且固定块上端开设的流道与动滑块内部的流道连通;所述切刀板上安装有切刀组件,且切刀组件上端安插在动滑块前端流道口下方,切刀组件侧面对应设置有脱模推板组件,且脱模推板组件上端安装的推板位于动滑块侧面,固定块上安插有顶杆组件,且顶杆组件对应固定块上开设的流道位置,顶杆组件和脱模推板组件安装在安装板上方的脱模板上,且脱模板设置在垫板的下方位置。
3、进一步的,所述下模具上设置的多组流道滑块组件,下模具上设置有两组用于注塑汽车部件的模腔,两组模腔外侧均安装有流道滑块组件,且流道滑块组件的个数不少于十二个。
4、进一步的,每个所述流道滑块组件内侧均设置有脱模推板组件,脱模推板组件包括推杆和推板,推杆穿过切刀板和垫板安装在脱模板上,且推杆上端通过螺栓安装有推板,且下杆上端安插在垫板内部的t型孔内部,且推杆下端安装在垫板内部的t型孔内部,下杆的上端头与推杆的下端位置相对应,并且下杆和推杆之间留有运动行程缓冲间隔。
5、进一步的,所述切刀组件包括切刀安装杆和切刀,切刀安装杆底部安装在切刀板上,且切刀安装杆上端安装切刀。
6、进一步的,所述顶杆组件包括下顶杆和顶杆组件导向杆,下顶杆下端安装在脱模板上。
7、进一步的,每个所述流道滑块组件上设置的固定块和动滑块是相互独立的个体,且紧贴动滑块流道孔位置的固定块侧面开设通孔,且通孔内部安插顶杆组件,并且顶杆组件与流道在同一平面上。
8、本实用新型的有益效果在于:该汽车模具脱模流道内切机构,通过四组油缸同步推动切刀板,对所有的切刀进行水口料的切除,同时通过顶杆组件对水口料进行顶出,通过推板进行产品的脱模,之后形成拉扯力,形成二次去除水口料,将未切掉的口水料进行拉扯掉。
技术特征:
1.一种汽车模具脱模流道内切机构,包括流道滑块组件(8)、脱模推板组件(10)和顶杆组件(11),所述流道滑块组件(8)安装在下模具(1)上,且下模具(1)上端均匀布置的流道滑块组件(8)内侧的模腔中注塑有汽车部件(7),所述下模具(1)通过导向杆(2)安装在安装板(4)上,且下模具(1)和安装板(4)之间安装有切刀板(3)和垫板(9),所述垫板(9)侧面安装有油缸(5),且油缸(5)上端连接切刀板(3),且垫板(9)两侧对应安装的四组油缸(5)通过管道连接有油路平衡器(6),其特征在于:所述流道滑块组件(8)包括动滑块(81)和固定块(83),且固定块(83)上端开设的流道(82)与动滑块(81)内部的流道连通;所述切刀板(3)上安装有切刀组件(12),且切刀组件(12)上端安插在动滑块(81)前端流道口下方,切刀组件(12)侧面对应设置有脱模推板组件(10),且脱模推板组件(10)上端安装的推板(102)位于动滑块(81)侧面,固定块(83)上安插有顶杆组件(11),且顶杆组件(11)对应固定块(83)上开设的流道(82)位置,顶杆组件(11)和脱模推板组件(10)安装在安装板(4)上方的脱模板上,且脱模板设置在垫板(9)的下方位置。
2.根据权利要求1所述的一种汽车模具脱模流道内切机构,其特征在于,所述下模具(1)上设置的多组流道滑块组件(8),下模具(1)上设置有两组用于注塑汽车部件(7)的模腔,两组模腔外侧均安装有流道滑块组件(8),且流道滑块组件(8)的个数不少于十二个。
3.根据权利要求2所述的一种汽车模具脱模流道内切机构,其特征在于,每个所述流道滑块组件(8)内侧均设置有脱模推板组件(10),脱模推板组件(10)包括推杆(101)和推板(102),推杆(101)穿过切刀板(3)和垫板(9)安装在脱模板上,且推杆(101)上端通过螺栓安装有推板(102),且下杆(100)上端安插在垫板(9)内部的t型孔内部,且推杆(101)下端安装在垫板(9)内部的t型孔内部,下杆(100)的上端头与推杆(101)的下端位置相对应,并且下杆(100)和推杆(101)之间留有运动行程缓冲间隔。
4.根据权利要求1所述的一种汽车模具脱模流道内切机构,其特征在于,所述切刀组件(12)包括切刀安装杆(121)和切刀(122),切刀安装杆(121)底部安装在切刀板(3)上,且切刀安装杆(121)上端安装切刀(122)。
5.根据权利要求1所述的一种汽车模具脱模流道内切机构,其特征在于,所述顶杆组件(11)包括下顶杆(111)和顶杆组件(11)导向杆(2),下顶杆(111)下端安装在脱模板上。
6.根据权利要求2所述的一种汽车模具脱模流道内切机构,其特征在于,每个所述流道滑块组件(8)上设置的固定块(83)和动滑块(81)是相互独立的个体,且紧贴动滑块(81)流道孔位置的固定块(83)侧面开设通孔,且通孔内部安插顶杆组件(11),并且顶杆组件(11)与流道(82)在同一平面上。
技术总结
本技术提供了一种汽车模具脱模流道内切机构,包括流道滑块组件、脱模推板组件和顶杆组件,所述流道滑块组件包括动滑块和固定块,且固定块上端开设的流道与动滑块内部的流道连通;所述切刀板上安装有切刀组件,且切刀组件上端安插在动滑块前端流道口下方,切刀组件侧面对应设置有脱模推板组件,顶杆组件和脱模推板组件安装在安装板上方的脱模板上,且脱模板设置在垫板的下方位置。该汽车模具脱模流道内切机构,通过四组油缸同步推动切刀板,对所有的切刀进行水口料的切除,同时通过顶杆组件对水口料进行顶出,通过推板进行产品的脱模,之后形成拉扯力,形成二次去除水口料,将未切掉的口水料进行拉扯掉。
技术研发人员:卢英华,田群,李健
受保护的技术使用者:海纳川海拉(常州)车灯有限公司
技术研发日:20230321
技术公布日:2024/2/25
- 还没有人留言评论。精彩留言会获得点赞!