一种颗粒拼图的模具批量冲压制作方法与流程
本发明涉及一种颗粒拼图的制作方法,特别是指一种利用冲压式模具批量生产制作颗粒拼图的制作方法。
背景技术:
1、作为一种益智玩具颗粒拼图玩具,目前已经广泛的被人们所接受,颗粒拼图玩具也叫拼图拼板玩具,其是指在一个平板上按设计要求切割成若干个不同规则小块,各小块按一定的组合后,可以组装成不同的形状模型及场景的一种玩具。作为一种益智玩具其能够锻炼儿童解决问题的能力,其还能够提高儿童的观察能力、动手能力,另外,在多人同时进行游戏时,其还能够锻炼儿童的团队协作能力。
2、颗粒拼图玩具由大量的零部件组成,但是其零部件一般具有统一的或类似的外形尺寸,目前制作颗粒拼图玩具一般通过两种方式进行。第一种为切割式,其原理为利用激光或者其它切割设备在原料板上逐一切割形成数个零部件,其主要缺点是生产成本较高、生产效率较低,第二种为模具冲压式,其原理为利用多套冲压模具逐一进行零部件加工,举例说明,当颗粒拼图玩具包括三种零部件时,则配置三套模具分别进行生产,但是其模具中需要预留“出血位”,其主要缺点是原材料损耗较大,且批量化生产产量有限。(“出血位”是指冲压时为保留部件有效位置预留出的方便裁切以及进行原材料物理延伸的原材料预留部分)。如上所述为现有技术中存在的主要缺点。
技术实现思路
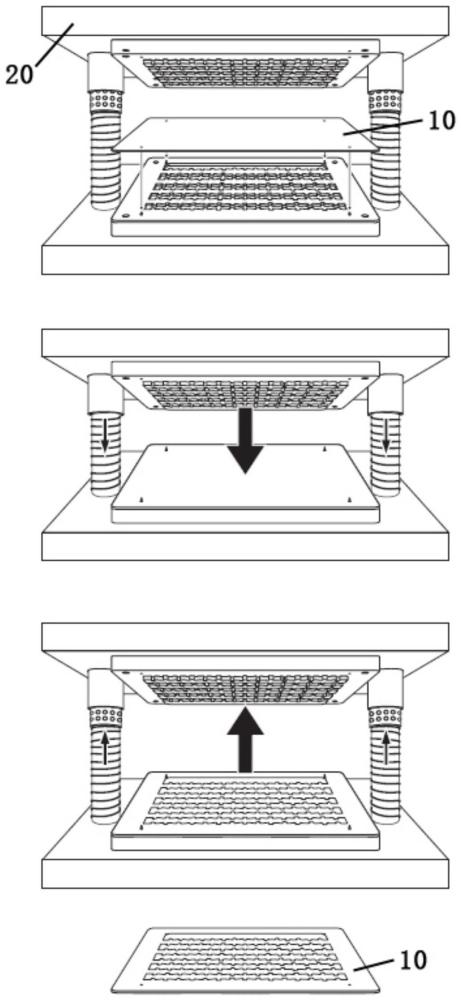
1、本发明所采用的技术方案为:一种颗粒拼图的模具批量冲压制作方法,其包括如下步骤:第一步、制作原材料板,该原材料板上设置有图案层,第二步、将该原材料板固定在第一套冲压模具上,进行第一次冲压,在该原材料板上形成第一次冲压区域,该第一次冲压区域具有第一次冲压边界,第三步、将该原材料板固定在第二套冲压模具上,进行第二次冲压,在该原材料板上形成第二次冲压区域,该第二次冲压区域具有第二次冲压边界,该第二次冲压区域与该第一次冲压区域相交错,借助该第一次冲压边界与该第二次冲压边界围绕形成数个零部件区域,第四步、将该原材料板固定在第三套冲压模具上,进行第三次冲压,将该原材料板上的数个该零部件区域同时从该原材料板上分离下来,将数个该零部件区域打散形成数个成品颗粒拼图部件。
2、该第一套冲压模具包括第一顶模以及第一底模,该第一顶模的底面上凸设有第一横向冲压块,该第一底模的顶面上凹设有第一横向冲压槽,该第一横向冲压块与该第一横向冲压槽相对应,该第一次冲压区域横向设置在该原材料板上,该第二套冲压模具包括第二顶模以及第二底模,该第二顶模的底面上凸设有第二纵向冲压块,该第二底模的顶面上凹设有第二纵向冲压槽,该第二纵向冲压块与该第二纵向冲压槽相对应,该第二次冲压区域纵向设置在该原材料板上。
3、该第三套冲压模具包括第三顶模以及第三底模,该第三顶模的底面上凸设有第三分离冲块,该第三底模的顶面上凹设有第三分离冲槽,该第三分离冲块与该第三分离冲槽相对应。
4、该原材料板四周设置有数个定位孔,与数个该定位孔相对应,在该第一套冲压模具上设置有第一定位针,该定位孔与该第一定位针一一对应,该第一定位针穿设在该定位孔中以将该原材料板固定在第一套冲压模具上,与数个该定位孔相对应,在该第二套冲压模具上设置有第二定位针,该定位孔与该第二定位针一一对应,该第二定位针穿设在该定位孔中以将该原材料板固定在第二套冲压模具上,与数个该定位孔相对应,在该第三套冲压模具上设置有第三定位针,该定位孔与该第三定位针一一对应,该第三定位针穿设在该定位孔中以将该原材料板固定在第三套冲压模具上。
5、该原材料板由pp或pvc或ps材料制成。该原材料板的厚度在1.5mm至3mm之间。通过无影裱合技术将印刷材料和透明材料复合在一起形成该原材料板。
6、本发明的有益效果为:本发明采用两次冲压复位再进行外形冲压方式就可以把颗粒拼图产品加工成型,本发明不需要在每个颗粒再做外围“出血位”的方式进行冲压加工所以能够将1.5-3mmpp、pvc,、ps等材料经过印刷加工和无影裱合技术把印刷材料和其他厚度的透明材料复合在一起,裱合后用冲压模具加工出的颗粒拼图比传统的纸质的颗粒拼图耐用,拼接更加紧密。本发明的颗粒拼图材料耐水,不怕潮,可以重复多次拼装不掉色。本发明的模具经过特殊的设计改良了冲压顺序和方式,有助于图案的变换和排版,本发明的制作和加工方式是同类化产品中速度最快工艺最方便的,其比现有用的亚克力uv打印再用激光机和雕刻机加工的同类化产品提高了近6倍的效率,加工的产品更美观,拼图成品更牢固不易散,适合大批量生产,价格更具有优势。
技术特征:
1.一种颗粒拼图的模具批量冲压制作方法,其特征在于,包括如下步骤:
2.如权利要求1所述的一种颗粒拼图的模具批量冲压制作方法,其特征在于:该第一套冲压模具包括第一顶模以及第一底模,该第一顶模的底面上凸设有第一横向冲压块,该第一底模的顶面上凹设有第一横向冲压槽,该第一横向冲压块与该第一横向冲压槽相对应,该第一次冲压区域横向设置在该原材料板上,
3.如权利要求1所述的一种颗粒拼图的模具批量冲压制作方法,其特征在于:该第三套冲压模具包括第三顶模以及第三底模,该第三顶模的底面上凸设有第三分离冲块,该第三底模的顶面上凹设有第三分离冲槽,该第三分离冲块与该第三分离冲槽相对应。
4.如权利要求1所述的一种颗粒拼图的模具批量冲压制作方法,其特征在于:该原材料板四周设置有数个定位孔,与数个该定位孔相对应,在该第一套冲压模具上设置有第一定位针,该定位孔与该第一定位针一一对应,该第一定位针穿设在该定位孔中以将该原材料板固定在第一套冲压模具上,
5.如权利要求1所述的一种颗粒拼图的模具批量冲压制作方法,其特征在于:该原材料板由pp或pvc或ps材料制成。
6.如权利要求5所述的一种颗粒拼图的模具批量冲压制作方法,其特征在于:该原材料板的厚度在1.5mm至3mm之间。
7.如权利要求6所述的一种颗粒拼图的模具批量冲压制作方法,其特征在于:通过无影裱合技术将印刷材料和透明材料复合在一起形成该原材料板。
技术总结
本发明涉及一种颗粒拼图的模具批量冲压制作方法,其包括如下步骤:第一步、制作原材料板,该原材料板上设置有图案层,第二步、将该原材料板固定在第一套冲压模具上,进行第一次冲压,在该原材料板上形成第一次冲压区域,该第一次冲压区域具有第一次冲压边界,第三步、将该原材料板固定在第二套冲压模具上,进行第二次冲压,在该原材料板上形成第二次冲压区域,该第二次冲压区域具有第二次冲压边界,该第二次冲压区域与该第一次冲压区域相交错,借助该第一次冲压边界与该第二次冲压边界围绕形成数个零部件区域,第四步、进行第三次冲压,将该原材料板上的数个该零部件区域同时从该原材料板上分离下来。
技术研发人员:赵国锋
受保护的技术使用者:中山市鸿威鸣玩具有限公司
技术研发日:
技术公布日:2024/3/12
- 还没有人留言评论。精彩留言会获得点赞!