一种用于模制瓶坯的成型组件及注坯模具的制作方法
本发明属于瓶坯成型,具体涉及一种用于模制瓶坯的成型组件及注坯模具。
背景技术:
1、在现有技术中,由于瓶坯口部具有螺纹结构,沿瓶坯轴向脱模会因干涉无法脱出,因此,成型组件中需要设置包含由两个半模唇部件配合的模唇来成型口部。在瓶坯脱模时,两个半模唇部件同时背向移动,使瓶坯口部的螺纹脱离模唇,而后瓶坯可沿其轴向移动,完成脱模。由于模唇成型的瓶坯口部或者附加突出结构与成型腔具有较大的接触面,在模唇背向移动时可能会出现粘连现象,极易引起瓶坯受力后产生周向转动,影响瓶坯品质。例如突出结构为瓶坯把手时,模唇主要限定把手瓶坯口部、把手及部分坯身的成型,当把手瓶坯在注塑模具中注塑成型后,把手易与模唇相应成型面产生粘连,使把手瓶坯在脱离模唇限定的成型腔时发生脱模不畅,引起把手瓶坯周向转动,甚至部分成型面损坏等影响品质的后果。脱模时,往往存在坯身部分完成脱模,瓶坯把手部分依然粘连在模唇相应成型曲面中的现象。现有的模唇结构进行把手瓶坯注塑成型时,存在瓶坯把手部分容易出现脱模不完全,瓶坯把手粘附在模唇相应的成型曲面中,影响把手瓶坯脱模等问题。
技术实现思路
1、为了克服现有技术的不足,本发明提供一种用于模制瓶坯的成型组件及注坯模具。
2、本发明解决其技术问题所采用的技术方案是:
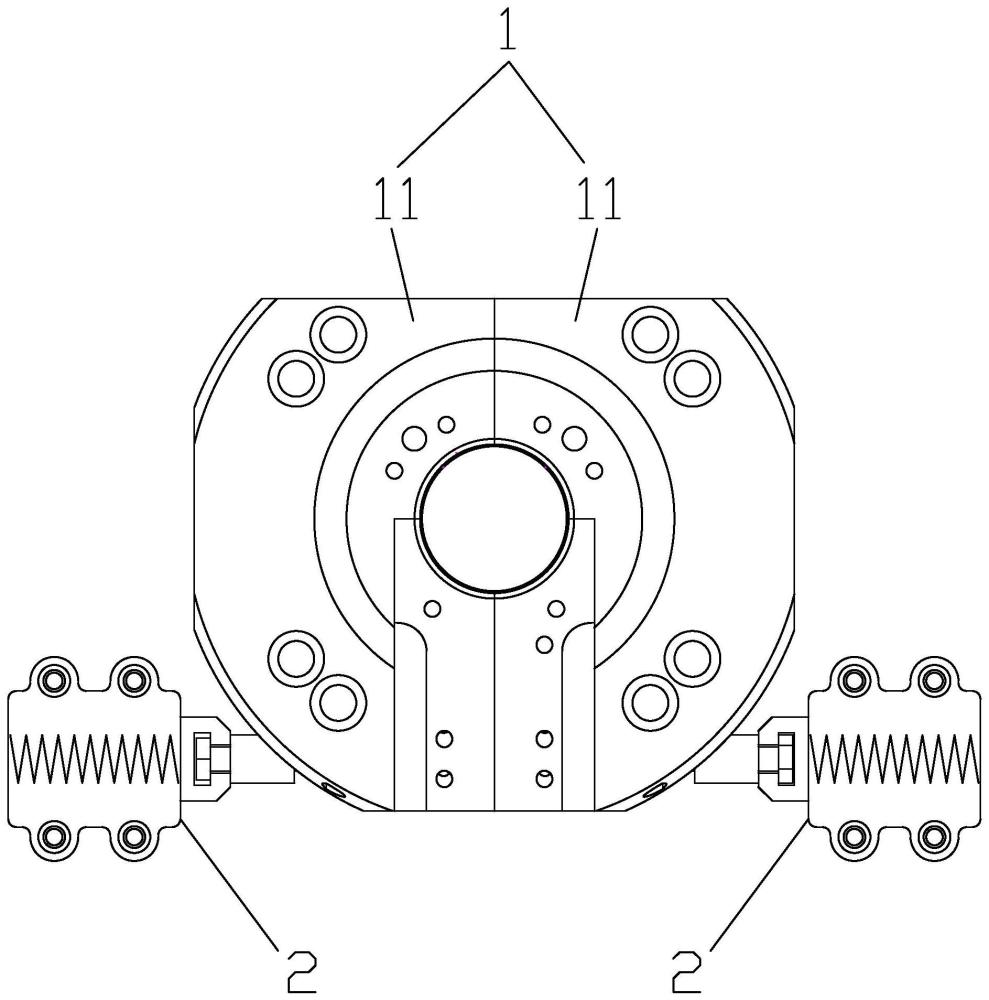
3、一种用于模制瓶坯的成型组件,包括由两个半模唇配合而成的模唇,还包括脱模机构,所述脱模机构包括位于所述模唇的配合面两侧的活动镶块,所述活动镶块面向所述配合面的端部构成所述半模唇的第一成型面;所述活动镶块经配置:在所述模唇闭合以及打开后的第一行程内时,所述活动镶块处于限定所述第一成型面的成型位置;在所述模唇打开后的第二行程,所述活动镶块随所述半模唇同向移动。
4、在本发明中,位于所述模唇配合面两侧的所述活动镶块关于所述模唇配合面镜像对称。
5、在本发明中,所述第一成型面限定所述瓶坯部分支撑环面或部分螺纹面;或者,所述瓶坯为把手瓶坯,所述第一成型面限定所述瓶坯的部分把手面。
6、在本发明中,所述脱模机构包括与所述活动镶块关联的保持结构,所述保持结构在所述模唇闭合及打开后的第一行程内,保持所述活动镶块位于所述成型位置。
7、在本发明中,所述保持结构包括第一限位部和与所述活动镶块连接的活动部,所述第一限位部限定所述活动部的停止位置,使所述活动镶块在所述模唇闭合及打开后的第一行程内,位于所述成型位置。
8、在本发明中,所述第一限位部包括挡板和弹性件,所述活动部包括滑动块,所述弹性件抵压所述滑动块于所述挡板。
9、在本发明中,所述脱模机构包括驱动所述活动镶块移动的驱动部,所述驱动部与所述半模唇相关联;所述驱动部和所述半模唇经配置,在所述模唇闭合以及打开后的第一行程内,所述驱动部与所述半模唇保持非接触状态,以使所述活动镶块处于所述成型位置;在所述模唇打开后的第二行程,所述半模唇经所述驱动部驱动所述活动镶块随所述半模唇同向移动。
10、在本发明中,所述半模唇背向所述配合面的一侧设有抵触端面,所述驱动部包括活动杆,所述活动杆设有与所述抵触端面关联的驱动端面;所述抵触端面和所述驱动端面经配置,在所述模唇闭合以及打开后的第一行程内,所述抵触端面和所述驱动端面处于非接触状态;在所述模唇打开后的第二行程,所述抵触端面经接触所述驱动端面驱动所述活动镶块随所述半模唇同向移动。
11、在本发明中,所述半模唇背向所述配合面的一侧设有抵触端面;
12、所述脱模机构包括与所述活动镶块关联的保持结构和驱动所述活动镶块移动的驱动部,所述保持结构包括第一限位部和活动部,所述第一限位部包括挡板和弹性件,所述活动部包括滑动块,所述弹性件抵压所述滑动块于所述挡板,使所述活动镶块在所述模唇闭合及打开后的第一行程内,位于所述成型位置;
13、所述脱模机构包括驱动所述活动镶块移动的驱动部,所述驱动部包括设有驱动端面的活动杆,所述活动镶块、所述活动杆和所述滑动块依次相连;
14、所述抵触端面和所述驱动端面经配置,在所述模唇闭合以及打开后的第一行程内,所述抵触端面和所述驱动端面处于非接触状态;
15、在所述模唇打开后的第二行程,所述抵触端面经接触所述驱动端面驱动所述活动镶块随所述半模唇同向移动。
16、基于上述提供的一种用于模制瓶坯的成型组件,本发明还提供一种注坯模具,包括多个安装板和若干成型组件,所述成型组件为上述的用于模制瓶坯的成型组件;所述成型组件还包括模芯、模芯冷却管、模腔和模腔底,所述模芯、所述模芯冷却管、所述模腔、所述模腔底和所述成型组件的模唇经配置对应安装于所述安装板,所述模芯、所述模唇、所述模腔和所述模腔底经配置至少限定部分所述瓶坯。
17、本发明的有益效果是:本发明的成型组件通过配置脱模机构,使瓶坯脱模顺畅,解决瓶坯脱模不完全的问题;脱模机构辅助瓶坯脱模时,在模唇闭合以及打开后的第一行程内,活动镶块处于限定所述第一成型面的成型位置,此时活动镶块支撑固定瓶坯,使瓶坯其余部分脱离模唇,再进行模唇打开后的第二行程,此时活动镶块随半模唇同向移动,活动镶块脱离瓶坯,从而使瓶坯完全脱模,保证瓶坯脱模顺利,避免因瓶坯粘连模唇而影响瓶坯品质。
技术特征:
1.一种用于模制瓶坯的成型组件,包括由两个半模唇配合而成的模唇,其特征在于,还包括脱模机构,所述脱模机构包括位于所述模唇的配合面两侧的活动镶块,所述活动镶块面向所述配合面的端部构成所述半模唇的第一成型面;所述活动镶块经配置:在所述模唇闭合以及打开后的第一行程内时,所述活动镶块处于限定所述第一成型面的成型位置;在所述模唇打开后的第二行程,所述活动镶块随所述半模唇同向移动。
2.根据权利要求1所述的一种用于模制瓶坯的成型组件,其特征在于,位于所述模唇配合面两侧的所述活动镶块关于所述模唇配合面镜像对称。
3.根据权利要求1或2所述的一种用于模制瓶坯的成型组件,其特征在于,所述第一成型面限定所述瓶坯部分支撑环面或部分螺纹面;或者,所述瓶坯为把手瓶坯,所述第一成型面限定所述瓶坯的部分把手面。
4.根据权利要求1所述的一种用于模制瓶坯的成型组件,其特征在于,所述脱模机构包括与所述活动镶块关联的保持结构,所述保持结构在所述模唇闭合及打开后的第一行程内,保持所述活动镶块位于所述成型位置。
5.根据权利要求4所述的一种用于模制瓶坯的成型组件,其特征在于,所述保持结构包括第一限位部和与所述活动镶块连接的活动部,所述第一限位部限定所述活动部的停止位置,使所述活动镶块在所述模唇闭合及打开后的第一行程内,位于所述成型位置。
6.根据权利要求5所述的一种用于模制瓶坯的成型组件,其特征在于,所述第一限位部包括挡板和弹性件,所述活动部包括滑动块,所述弹性件抵压所述滑动块于所述挡板。
7.根据权利要求1所述的一种用于模制瓶坯的成型组件,其特征在于:所述脱模机构包括驱动所述活动镶块移动的驱动部,所述驱动部与所述半模唇相关联;所述驱动部和所述半模唇经配置,在所述模唇闭合以及打开后的第一行程内,所述驱动部与所述半模唇保持非接触状态,以使所述活动镶块处于所述成型位置;在所述模唇打开后的第二行程,所述半模唇经所述驱动部驱动所述活动镶块随所述半模唇同向移动。
8.根据权利要求7所述的一种用于模制瓶坯的成型组件,其特征在于,所述半模唇背向所述配合面的一侧设有抵触端面,所述驱动部包括活动杆,所述活动杆设有与所述抵触端面关联的驱动端面;所述抵触端面和所述驱动端面经配置,在所述模唇闭合以及打开后的第一行程内,所述抵触端面和所述驱动端面处于非接触状态;在所述模唇打开后的第二行程,所述抵触端面经接触所述驱动端面驱动所述活动镶块随所述半模唇同向移动。
9.根据权利要求1所述的一种用于模制瓶坯的成型组件,其特征在于,所述半模唇背向所述配合面的一侧设有抵触端面;
10.一种注坯模具,包括多个安装板和若干成型组件,其特征在于,所述成型组件为权利要求1-9任一项所述的用于模制瓶坯的成型组件;所述成型组件还包括模芯、模芯冷却管、模腔和模腔底,所述模芯、所述模芯冷却管、所述模腔、所述模腔底和所述成型组件的模唇经配置对应安装于所述安装板,所述模芯、所述模唇、所述模腔和所述模腔底经配置至少限定部分所述瓶坯。
技术总结
一种用于模制瓶坯的成型组件及注坯模具,属于瓶坯成型技术领域,成型组件包括由两个半模唇配合而成的模唇,还包括脱模机构,所述脱模机构包括位于所述模唇的配合面两侧的活动镶块,所述活动镶块面向所述配合面的端部构成所述半模唇的第一成型面;所述活动镶块经配置:在所述模唇闭合以及打开后的第一行程内时,所述活动镶块处于限定所述第一成型面的成型位置;在所述模唇打开后的第二行程,所述活动镶块随所述半模唇同向移动;使瓶坯完全脱模,保证瓶坯脱模顺利,避免因瓶坯粘连模唇而影响瓶坯品质。
技术研发人员:谢国基,姜晓平,董书生,罗国泉,梁灿棉,卢佳,杨建茁
受保护的技术使用者:广东星联精密机械有限公司
技术研发日:
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!