一种轻型载重轮胎专用的四复合胎侧挤出预口型的制作方法
本技术涉及轮胎生产装置领域,更具体地,本技术涉及一种轻型载重轮胎专用的四复合胎侧挤出预口型。
背景技术:
1、轻型载重轮胎在日常使用过程中,因为载重或者路况等原因,容易提前损坏,主要变现为轮胎胎肩脱空和胎唇鼓包,对于这种轮胎胎唇早期出现鼓包,分析轮胎胎唇部位应力情况,结果显示通常都是车辆超载情况下,轮胎胎唇防水线部分受力较大,应力比较集中,长时间运转后,轮胎胎唇部分生热过大,导致材料间扶着力下降,最终导致鼓包脱层。
2、为了解决这个问题,目前行业里面有两种解决方案,一种是采用了在胎唇部位增加贴合一层或两层补强纱,从而增加胎唇强度,分散胎唇应力;另外一种是采用了在胎唇部位增加一种补强胶条,这种胶条是需要用小的挤出机单独挤出备料的;这两种方案都是需要增加了成型作业工序,即需要在帘布翻包后,在加贴一层或两层帘布或者加贴补强胶条,成型作业工序增加,导致作业时间增加,同时增加成型材料种类,生产效率下降。
技术实现思路
1、本实用新型克服了现有技术的不足,提供一种轻型载重轮胎专用的四复合胎侧挤出预口型,以期望可以解决现有技术中增加补强胶条工序复杂的问题。
2、为解决上述的技术问题,本实用新型采用以下技术方案:
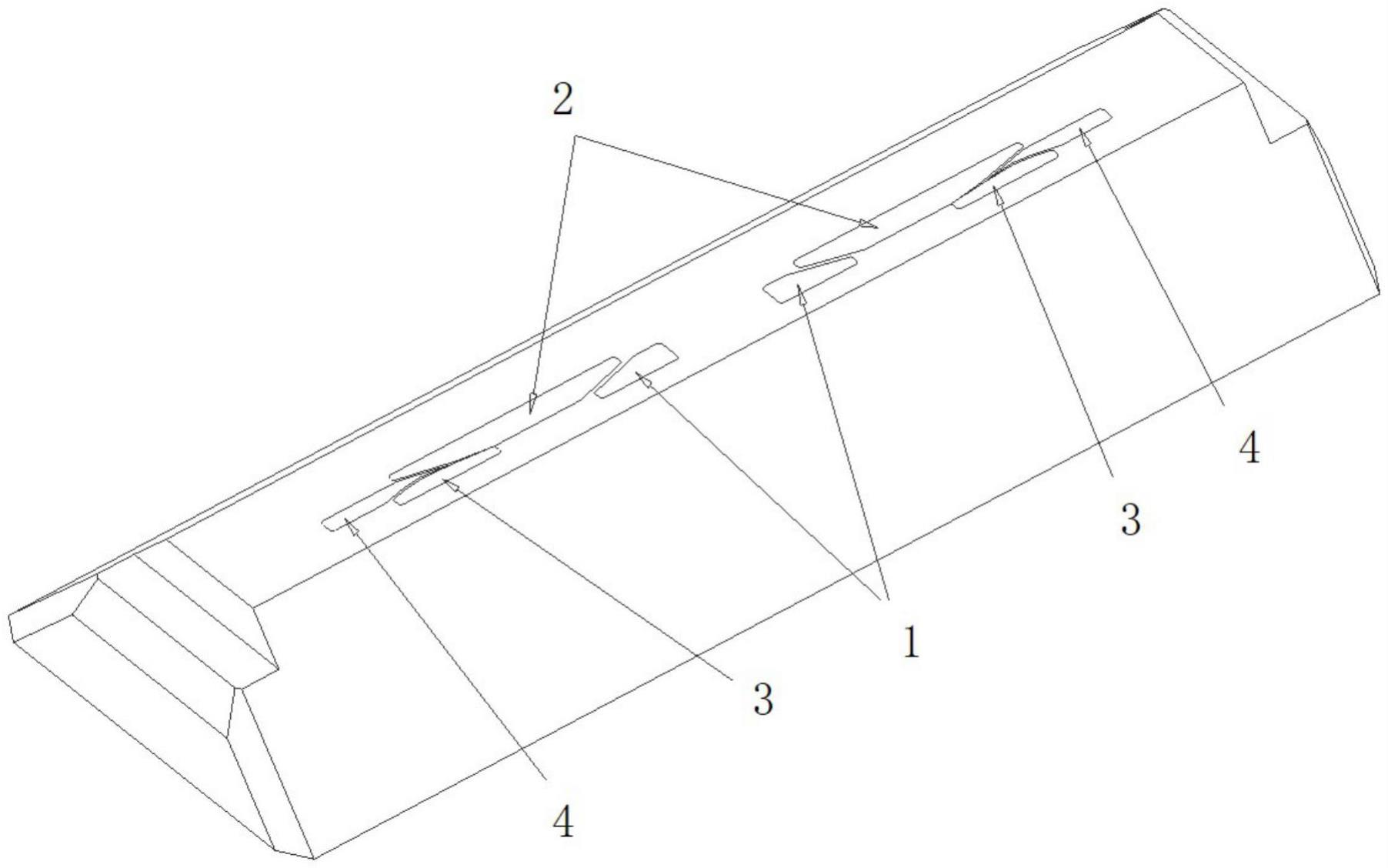
3、一种轻型载重轮胎专用的四复合胎侧挤出预口型,所述预口型包括两个胎侧硬胶通道、两个胎侧主胶通道、两个胎侧补强胶通道、两个胎侧垫胶通道;
4、所述胎侧硬胶通道连通胎侧硬胶出胶口、胎侧硬胶入胶口;
5、所述胎侧主胶通道连通胎侧主胶出胶口、胎侧主胶入胶口;
6、所述胎侧补强胶通道连通胎侧补强胶出胶口、胎侧补强胶入胶口;
7、所述胎侧垫胶通道连通胎侧垫胶出胶口、胎侧垫胶入胶口;
8、所述胎侧硬胶出胶口、胎侧主胶出胶口、胎侧补强胶出胶口、胎侧垫胶出胶口设置于所述预口型正前面,呈对称分布;
9、所述胎侧硬胶入胶口、胎侧主胶入胶口、胎侧补强胶入胶口、胎侧垫胶入胶口设置于所述预口型正后面,呈对称分布。
10、本实用新型只需在四复合挤出生产线上增加一个胎侧预口型,就可以直接押出宽度不同的具有胎侧垫胶、胎侧主胶、胎侧补强胶、胎侧硬胶四种胶料的胎侧胶,胎唇防水线处具有一层耐生热、耐撕裂的胶料。
11、进一步的技术方案为,所述胎侧硬胶出胶口近似梯形,胎侧主胶出胶口近似梯形,胎侧补强胶出胶口近似长方形,胎侧垫胶出胶口近似呈月牙与梯形结合状。
12、更进一步的技术方案为,所述胎侧硬胶出胶口长度范围为30-72mm,上下宽度为7-9mm;
13、所述胎侧主胶出胶口长度范围50-135mm,上下宽度5-13mm;
14、所述胎侧补强胶出胶口长度范围52-62mm,上下宽度5-8mm;
15、所述胎侧垫胶出胶口长度范围46mm,上下宽度5-13mm;
16、所述胎侧补强胶通道分别与胎侧硬胶通道和胎侧主胶通道相邻。
17、更进一步的技术方案为,所述胎侧垫胶入胶口、胎侧主胶入胶口、胎侧硬胶入胶口、胎侧补强胶入胶口,在预口型正后面从上到下依次分布。
18、与现有技术相比,本实用新型至少具有以下有益效果:本实用新型只需在四复合挤出生产线上增加一个胎侧预口型,就可以直接押出宽度不同的具有胎侧垫胶、胎侧主胶、胎侧补强胶、胎侧硬胶四种胶料的胎侧胶,该方案在保证了轮胎胎唇防水线处具有一层耐生热、耐撕裂的胶料的同时,又不影响生产效率,备料不用单独备料补强胶条,成型不用增加作业工序,提高了产品质量和生成效率。
技术特征:
1.一种轻型载重轮胎专用的四复合胎侧挤出预口型,其特征在于,所述预口型包括两个胎侧硬胶通道、两个胎侧主胶通道、两个胎侧补强胶通道、两个胎侧垫胶通道;
2.如权利要求1所述的一种轻型载重轮胎专用的四复合胎侧挤出预口型,其特征在于,所述胎侧硬胶出胶口近似梯形,胎侧主胶出胶口近似梯形,胎侧补强胶出胶口近似长方形,胎侧垫胶出胶口近似呈月牙与梯形结合状。
3.如权利要求2所述的一种轻型载重轮胎专用的四复合胎侧挤出预口型,其特征在于,所述胎侧硬胶出胶口长度范围为30-72mm,上下宽度为7-9mm;
4.如权利要求1所述的一种轻型载重轮胎专用的四复合胎侧挤出预口型,其特征在于,所述胎侧垫胶入胶口、胎侧主胶入胶口、胎侧硬胶入胶口、胎侧补强胶入胶口,在预口型正后面从上到下依次分布。
技术总结
本技术公开了一种轻型载重轮胎专用的四复合胎侧挤出预口型,包括两个胎侧硬胶通道、两个胎侧主胶通道、两个胎侧补强胶通道、两个胎侧垫胶通道。本发明只需在四复合挤出生产线上增加一个胎侧预口型,就可以直接押出宽度不同的具有胎侧垫胶、胎侧主胶、胎侧补强胶、胎侧硬胶四种胶料的胎侧胶,该方案在保证了轮胎胎唇防水线处具有一层耐生热、耐撕裂的胶料的同时,又不影响生产效率,备料不用单独备料补强胶条,成型不用增加作业工序,提高了产品质量和生成效率。
技术研发人员:何凯,李中堂,兰金华,崔友明,牟伟
受保护的技术使用者:四川远星橡胶有限责任公司
技术研发日:20230109
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!