一种新型的进胶结构的制作方法
本技术涉及模具注塑的,具体为一种新型的进胶结构。
背景技术:
1、注塑模具是一种生产塑胶制品的工具,也是赋予塑胶制品完整结构和精确尺寸的工具,注塑成型是批量生产某些形状复杂部件时用到的一种加工方法,具体指将受热融化的塑料由注塑机高压射入模腔,经冷却固化后,得到成形品。
2、但是,传统的模具注塑存在以下缺点:
3、(1)操作繁琐,由人工取下注塑成型后产品,容易使得刚注塑成型的产品出现变形,降低了产品注塑的质量;
4、(2)进胶点容易接触到产品重要的外观面,需要通过人工进行打磨,增加了生产注塑的成本,适用性差。
技术实现思路
1、本实用新型的目的在于提供一种新型的进胶结构,以解决上述背景技术中提出的现有的模具注塑操作繁琐,由人工取下注塑成型后产品,容易使得刚注塑成型的产品出现变形,降低了产品注塑的质量,进胶点容易接触到产品重要的外观面,需要通过人工进行打磨,增加了生产注塑的成本,适用性差的问题。
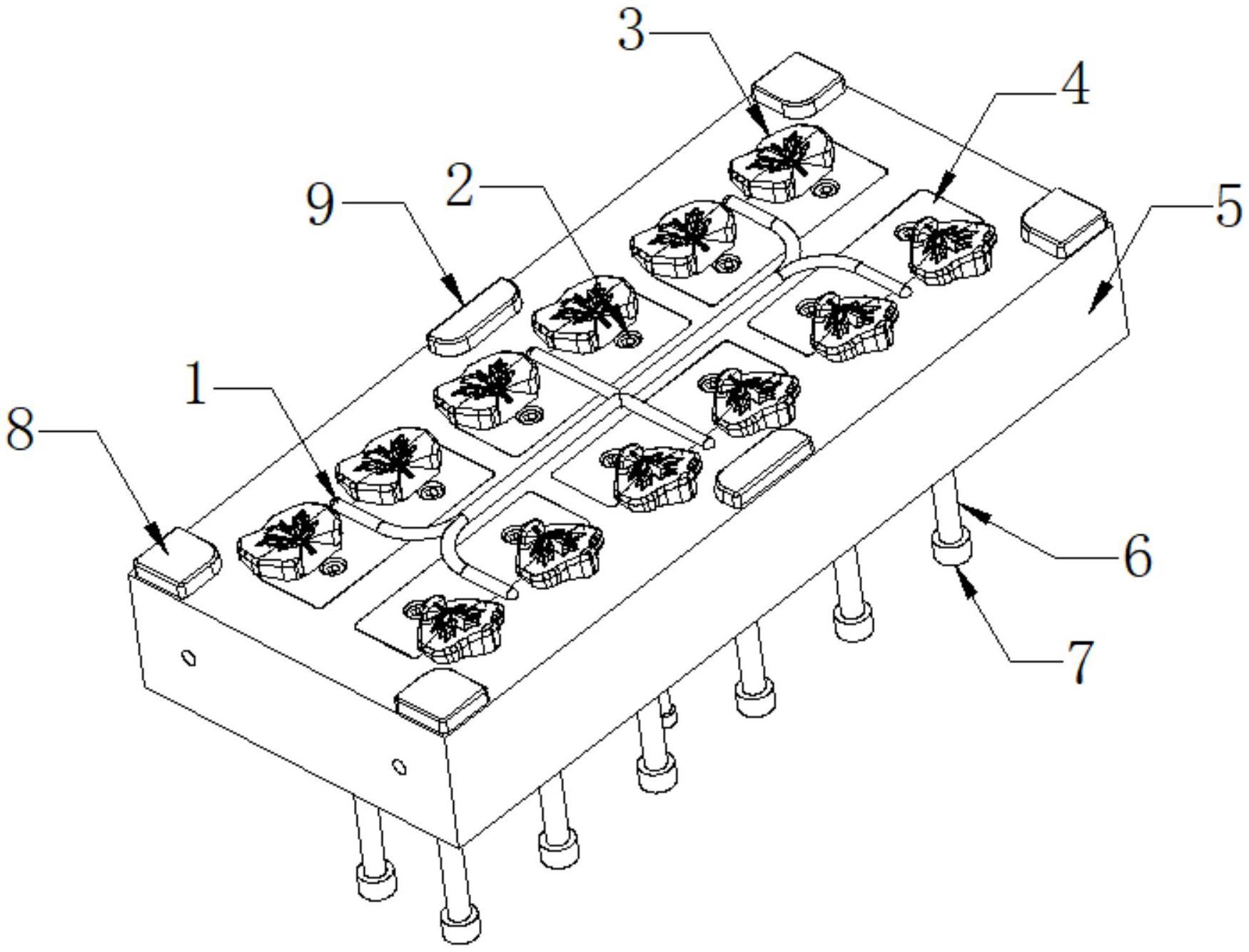
2、为实现上述目的,本实用新型提供如下技术方案:一种新型的进胶结构,包括后膜仁,所述后膜仁的顶部安装有六个直顶,所述直顶的中部连接有两个杯头螺丝,所述直顶的一侧设有产品,所述直顶的底部连接有两个圆顶针,且圆顶针的一端与杯头螺丝的一端螺纹连接,所述圆顶针的另一端固定连接有顶针底座,所述后膜仁顶端中部安装有流道。
3、本装置结构简单,操作简单,注胶通过流道、第一连接管道和第二连接管道流入到第一分支流道和第二分支流道内,再由第一分支流道和第二分支流道流入到对应的直顶内进行注塑,正常合模后,注胶冷却成型开模,通过圆顶针和杯头螺丝将产品顶出,产品完成顶出后,可以从直顶的侧面取下产品,圆顶针的一端通过杯头螺丝进行锁紧,可以依靠其同时完成正常复位,在此结构的辅助下,进胶点可以避免重要外观面,适用性更广泛。
4、作为本实用新型的一种优选技术方案,所述流道的中部连接有第一连接管道,所述第一连接管道底部的两端均固定连通有第一分支流道,且两个第一分支流道分别安装在其中两个直顶的内部,便于注胶流入到其中两个直顶内进行注塑冷却成型。
5、作为本实用新型的一种优选技术方案,所述流道的两端均固定连通有第二连接管道,所述第二连接管道底部的两端均固定连通有第二分支流道,且四个第二分支流道分别安装在另外四个直顶的内部,便于注胶流入到另外四个直顶内进行注塑冷却成型。
6、作为本实用新型的一种优选技术方案,六个所述直顶对应排列成两列,且每列有三个,能够同时注塑冷却成型多个产品。
7、作为本实用新型的一种优选技术方案,所述后膜仁顶部的四个边角均固定连接有第一基座,所述后膜仁顶部的两个边侧均固定连接有第二基座,增加了后膜仁的稳定性,便于注塑成型。
8、与现有技术相比,本实用新型的有益效果是:
9、本实用新型结构简单,便于安装和使用,操作简单,注胶通过流道经第一连接管道和第二连接管道流入第一分支流道和第二分支流道内,再由第一分支流道和第二分支流道流入到对应的直顶内,直顶内安装有杯头螺丝和圆顶针,既方便顶出和进胶,又能减少后期人工打磨成本,保证了产品的外观,提高了注胶产品的质量,圆顶针的一端通过杯头螺丝进行锁紧,可以依靠其同时完成正常复位,在此结构的辅助下,进胶点可以避免重要外观面,适用性更广泛。
技术特征:
1.一种新型的进胶结构,包括后膜仁(5),其特征在于:所述后膜仁(5)的顶部安装有六个直顶(4),所述直顶(4)的中部连接有两个杯头螺丝(2),所述直顶(4)的一侧设有产品(3),所述直顶(4)的底部连接有两个圆顶针(6),且圆顶针(6)的一端与杯头螺丝(2)的一端螺纹连接,所述圆顶针(6)的另一端固定连接有顶针底座(7),所述后膜仁(5)顶端中部安装有流道(1)。
2.根据权利要求1所述的一种新型的进胶结构,其特征在于:所述流道(1)的中部连接有第一连接管道(10),所述第一连接管道(10)底部的两端均固定连通有第一分支流道(11),且两个第一分支流道(11)分别安装在其中两个直顶(4)的内部。
3.根据权利要求1所述的一种新型的进胶结构,其特征在于:所述流道(1)的两端均固定连通有第二连接管道(12),所述第二连接管道(12)底部的两端均固定连通有第二分支流道(13),且四个第二分支流道(13)分别安装在另外四个直顶(4)的内部。
4.根据权利要求1所述的一种新型的进胶结构,其特征在于:六个所述直顶(4)对应排列成两列,且每列有三个。
5.根据权利要求1所述的一种新型的进胶结构,其特征在于:所述后膜仁(5)顶部的四个边角均固定连接有第一基座(8),所述后膜仁(5)顶部的两个边侧均固定连接有第二基座(9)。
技术总结
本技术公开了一种新型的进胶结构,包括后膜仁,后膜仁的顶部安装有六个直顶,直顶的中部连接有两个杯头螺丝,直顶的一侧设有产品,直顶的底部连接有两个圆顶针,且圆顶针的一端与杯头螺丝的一端螺纹连接,圆顶针的另一端固定连接有顶针底座,后膜仁顶端中部安装有流道,本技术结构简单,便于安装和使用,操作简单,注胶通过流道经第一连接管道和第二连接管道流入第一分支流道和第二分支流道内,再由第一分支流道和第二分支流道流入到对应的直顶内,直顶内安装有杯头螺丝和圆顶针,既方便顶出和进胶,又能减少后期人工打磨成本,保证了产品的外观,提高了注胶产品的质量,能够避免重要外观面,适用性更广泛。
技术研发人员:王肇川
受保护的技术使用者:东莞市和光工业科技有限公司
技术研发日:20230203
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!