一种复合材料成型模具的制作方法
本技术涉及复合材料成型模具领域,尤其涉及一种复合材料成型模具。
背景技术:
1、传统复合材料成型模具没有抽真空功能,对于某些特定的高要求的产品需要在成型过程中抽空气辅助排气,传统的成型模具无法满足需求。
2、在产品研发试验阶段,或者某些产品具有同样的外形但厚度不同(如平板类产品),都需要模具具有一定的可调整性,以满足模具的通用性。
3、由于抽真空需要将模具型腔部分密封,在此前提下需要调整型腔厚度会有很大难度,现有的解决方案,通常是对不同的厚度的产品分别设计独立的模具,或者使用具有抽真空功能的成型设备:对不同产品分别设计一套独立的具有抽真空功能的模具,模具利用不充分,成本较高;使用具有抽真空功能的成型设备一般是使用具有密封抽真空功能的成型压机,这类型压机能将压机的整个工作区域密封并抽真空,但此类压机成本很高且应用面不广,因此一般厂家不具备这样的设备。
4、因此,有必要提供一种复合材料成型模具解决上述技术问题。
技术实现思路
1、本实用新型提供一种复合材料成型模具,解决了同一套传统抽真空的复合材料成型模具不能很好调整型腔厚度的问题。
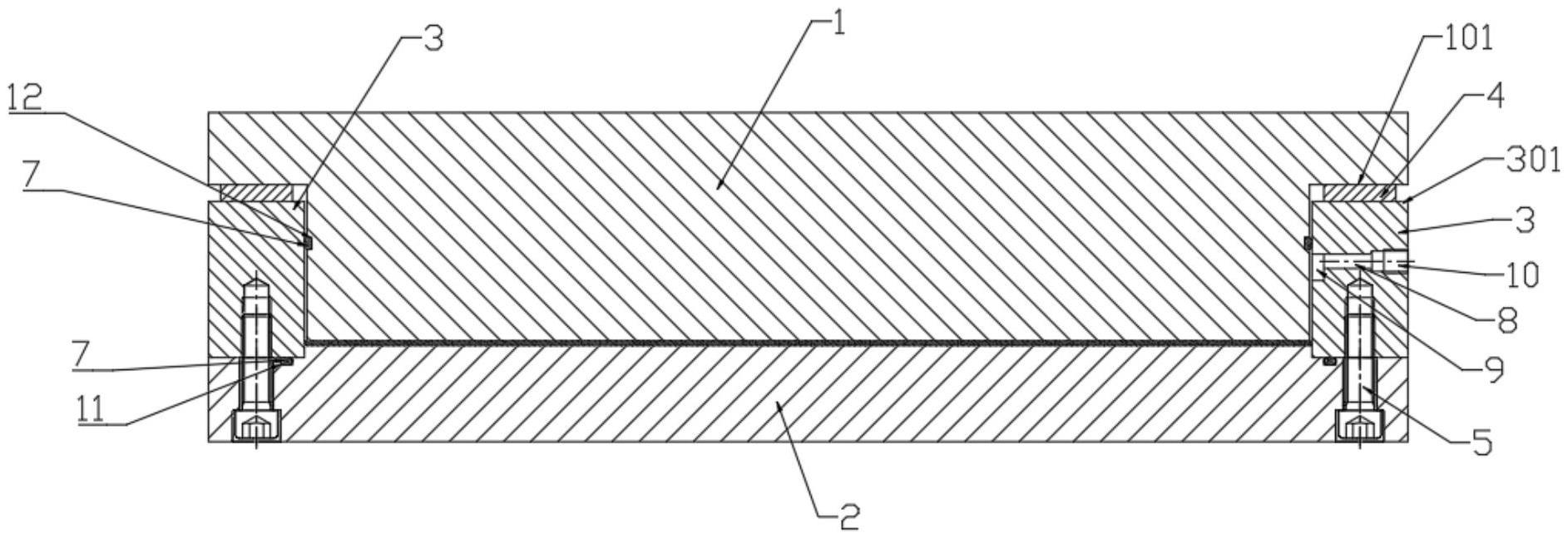
2、为解决上述技术问题,本实用新型提供的一种复合材料成型模具,所述成型模具包括上模、下模和外模,所述上模的支撑面支撑于所述外模上,所述支撑面与所述外模的被支撑面之间设置活动调整块,所述上模与下模之间形成高度可调的成模腔,所述上模与所述外模之间及所述外模与所述下模之间设置密封件,使所述成模腔密封设置,所述成模腔连通抽真空通道和模料入注通道。
3、优选的,所述活动调整块为等高设置的系列调整块。
4、优选的,还包括第一密封件安装槽,所述第一密封件安装槽设置于所述外模与所述下模的安装面的至少所述外模上或所述下模上,所述第一密封件安装槽内设置所述密封件。
5、优选的,所述第一密封件安装槽包括一组或多组。
6、优选的,还包括第二密封件安装槽,所述第二密封件安装槽设置于所述外模与所述上模的安装面的至少所述外模上或所述上模上,所述第二密封件安装槽内设置所述密封件。
7、优选的,所述第二密封件安装槽包括一组或多组。
8、优选的,所述密封件为密封条。
9、优选的,所述外模与所述下模通过螺钉固定连接。
10、与相关技术相比较,本实用新型提供的复合材料成型模具有如下有益效果:
11、本实用新型提供一种复合材料成型模具,所述成型模具包括上模、下模和外模,所述上模的支撑面支撑于所述外模上,所述支撑面与所述外模的被支撑面之间设置活动调整块,所述上模与所述外模之间及所述外模与所述下模之间设置密封件,使所述成模腔密封设置,所述成模腔连通抽真空通道和模料入注通道。本实用新型通过所述活动调整块的高度调整,调节上模相对于下模的高度,使所述上模与下模之间形成高度可调的成模腔,进而调整成模产品的厚度。本实用新型使同一套成型模具,保证密封的成模腔可以被抽真空的同时也可调整成模腔高度,进而出产多种厚度的系列产品,使成型模具利用更充分,大大的节约了成本。
技术特征:
1.一种复合材料成型模具,其特征在于,所述成型模具包括上模、下模和外模,所述上模的支撑面支撑于所述外模上,所述支撑面与所述外模的被支撑面之间设置活动调整块,所述上模与下模之间形成高度可调的成模腔,所述上模与所述外模之间及所述外模与所述下模之间设置密封件,使所述成模腔密封设置,所述成模腔连通抽真空通道和模料入注通道。
2.根据权利要求1所述的复合材料成型模具,其特征在于,所述活动调整块为等高设置的系列调整块。
3.根据权利要求1所述的复合材料成型模具,其特征在于,还包括第一密封件安装槽,所述第一密封件安装槽设置于所述外模与所述下模的安装面的至少所述外模上或所述下模上,所述第一密封件安装槽内设置所述密封件。
4.根据权利要求3所述的复合材料成型模具,其特征在于,所述第一密封件安装槽包括一组或多组。
5.根据权利要求1所述的复合材料成型模具,其特征在于,还包括第二密封件安装槽,所述第二密封件安装槽设置于所述外模与所述上模的安装面的至少所述外模上或所述上模上,所述第二密封件安装槽内设置所述密封件。
6.根据权利要求5所述的复合材料成型模具,其特征在于,所述第二密封件安装槽包括一组或多组。
7.根据权利要求1所述的复合材料成型模具,其特征在于,所述密封件为密封条。
8.根据权利要求1所述的复合材料成型模具,其特征在于,所述外模与所述下模通过螺钉固定连接。
技术总结
本技术提供一种复合材料成型模具,所述成型模具包括上模、下模和外模,所述上模的支撑面支撑于所述外模上,所述支撑面与所述外模的被支撑面之间设置活动调整块,所述上模与下模之间形成高度可调的成模腔,所述上模与所述外模之间及所述外模与所述下模之间设置密封件,使所述成模腔密封设置,所述成模腔连通抽真空通道和模料入注通道。本技术通过活动调整块的高度调整,调节上模相对于下模的高度,使所述上模与下模之间形成高度可调的成模腔,进而调整成模产品的厚度。本技术使同一套成型模具,保证密封的成模腔可以被抽真空的同时也可调整成模腔高度,进而出产多种厚度的系列产品,使成型模具利用更充分,大大的节约了成本。
技术研发人员:雍泽泉,邝杰灵,伍舒恒
受保护的技术使用者:上海织默新材料科技有限公司
技术研发日:20230221
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!