一种模芯组装结构的制作方法
本技术涉及注塑模具领域,特别是涉及一种模芯组装结构。
背景技术:
1、在注塑模具中,热熔的塑料需要注入特定的型腔,进行冷却和固化成型,才能得到对应的塑料件。为了降低模具的成本,可以在模板上安装模芯,通过更换具有不同型腔的模芯,进行不同塑料件的注塑生产。
2、在模芯和模板的组装过程中,可以在模板底面加工阶梯孔,通过阶梯孔中的螺丝进行模芯的固定。此外,为了提升模芯的位置稳定性和组装精度,还可以在模板顶面加工卡槽,直接将模芯安装在模板的卡槽中,再通过螺丝进行固定,但是模板上的卡槽限制了后续更换模芯的尺寸,适用范围有限,需要进行改进。
技术实现思路
1、本实用新型主要解决的技术问题是提供一种模芯组装结构,进行模芯在模板上的组装,提升组装精度和稳定性,扩展适用范围。
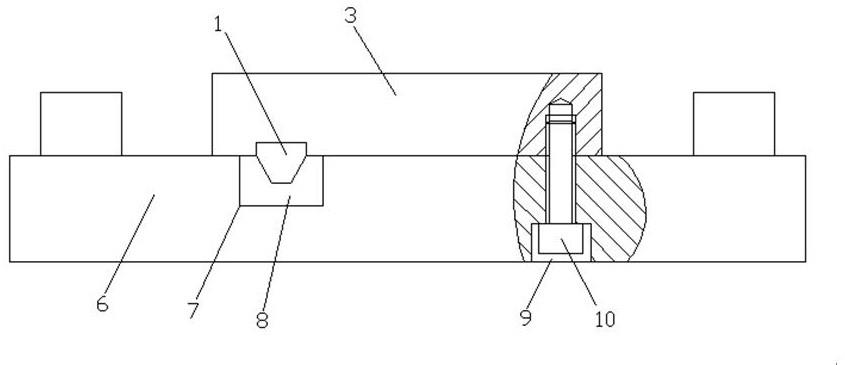
2、为解决上述技术问题,本实用新型采用的一个技术方案是:提供一种模芯组装结构,包括:第一定位条、第二定位条、模板和模芯,所述模芯设置在模板上方,所述模板底部设置有向上延伸并与模芯相连接的第一螺丝,所述第一定位条和第二定位条垂直交叉设置在模芯的底面,所述模板顶面内凹设置有位于第一定位条下方的第一嵌入槽,所述第一嵌入槽中设置有与第一定位条对应的第一镶块,所述模板顶面内凹设置有位于第二定位条下方的第二嵌入槽,所述第二嵌入槽中设置有与第二定位条对应的第二镶块。
3、在本实用新型一个较佳实施例中,所述模板底部设置有与第一螺丝对应的第一阶梯孔。
4、在本实用新型一个较佳实施例中,所述第一镶块和第二嵌入槽上分别内凹设置有沿其长度方向延伸的v形槽,所述第一定位条和第二定位条的下部分别设置有与v形槽对应的等腰梯形块。
5、在本实用新型一个较佳实施例中,所述第一定位条和第二定位条的底部设置有第二阶梯孔,所述第二阶梯孔中设置有与模芯相连接的第二螺丝。
6、在本实用新型一个较佳实施例中,所述模板底部设置有向上延伸并与第一镶块及第二镶块一一对应连接的第三螺丝。
7、在本实用新型一个较佳实施例中,所述模板底部设置有与第三螺丝对应的第三阶梯孔。
8、在本实用新型一个较佳实施例中,所述模芯底部内凹设置有与第一定位条和第二定位条一一对应的定位槽。
9、本实用新型的有益效果是:本实用新型指出的一种模芯组装结构,特别在模芯的底面安装了垂直交叉的第一定位条和第二定位条,通过与模板顶面的第一镶块和第二镶块进行配合,实现模芯在模板上方的定位,提升了组装精度和位置稳定性,无需在模板上加工与模芯底面对应的卡槽,减少了对模芯尺寸的限制,对模芯的尺寸适用范围更加广泛,第一定位条、第二定位条、第一镶块和第二镶块的更换便利,维护成本低。
技术特征:
1.一种模芯组装结构,其特征在于,包括:第一定位条、第二定位条、模板和模芯,所述模芯设置在模板上方,所述模板底部设置有向上延伸并与模芯相连接的第一螺丝,所述第一定位条和第二定位条垂直交叉设置在模芯的底面,所述模板顶面内凹设置有位于第一定位条下方的第一嵌入槽,所述第一嵌入槽中设置有与第一定位条对应的第一镶块,所述模板顶面内凹设置有位于第二定位条下方的第二嵌入槽,所述第二嵌入槽中设置有与第二定位条对应的第二镶块。
2.根据权利要求1所述的模芯组装结构,其特征在于,所述模板底部设置有与第一螺丝对应的第一阶梯孔。
3.根据权利要求1所述的模芯组装结构,其特征在于,所述第一镶块和第二嵌入槽上分别内凹设置有沿其长度方向延伸的v形槽,所述第一定位条和第二定位条的下部分别设置有与v形槽对应的等腰梯形块。
4.根据权利要求1所述的模芯组装结构,其特征在于,所述第一定位条和第二定位条的底部设置有第二阶梯孔,所述第二阶梯孔中设置有与模芯相连接的第二螺丝。
5.根据权利要求1所述的模芯组装结构,其特征在于,所述模板底部设置有向上延伸并与第一镶块及第二镶块一一对应连接的第三螺丝。
6.根据权利要求5所述的模芯组装结构,其特征在于,所述模板底部设置有与第三螺丝对应的第三阶梯孔。
7.根据权利要求1所述的模芯组装结构,其特征在于,所述模芯底部内凹设置有与第一定位条和第二定位条一一对应的定位槽。
技术总结
本技术公开了一种模芯组装结构,包括:第一定位条、第二定位条、模板和模芯,所述模芯设置在模板上方,所述模板底部设置有向上延伸并与模芯相连接的第一螺丝,所述第一定位条和第二定位条垂直交叉设置在模芯的底面,所述模板顶面内凹设置有位于第一定位条下方的第一嵌入槽,所述第一嵌入槽中设置有与第一定位条对应的第一镶块,所述模板顶面内凹设置有位于第二定位条下方的第二嵌入槽,所述第二嵌入槽中设置有与第二定位条对应的第二镶块。通过上述方式,本技术所述的模芯组装结构,垂直交叉的第一定位条和第二定位条,实现模芯在模板上方的定位,提升了组装精度和位置稳定性。
技术研发人员:葛金明,葛金山
受保护的技术使用者:苏州和瑞机械科技有限公司
技术研发日:20230228
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!