基于注塑模具的物料流速调节控制结构的制作方法
本技术涉及注塑模具,具体为基于注塑模具的物料流速调节控制结构。
背景技术:
1、注塑模具是一种用于批量制造的模具工具,为零件的生产提供了一个模板,在进行注塑时通过流动的材料进入注塑模具来实现模具化生产,现有的注塑模具材料注入设备通过外部控制使得泵液管将物料泵入注塑模具中,缺少能够控制流量同时切换大小流量的装置,为此,本实用新型提供了基于注塑模具的物料流速调节控制结构。
技术实现思路
1、针对现有技术的不足,本实用新型提供了基于注塑模具的物料流速调节控制结构,解决了现有的注塑模具材料注入设备无法控制流量同时切换大小流量的装置的问题。
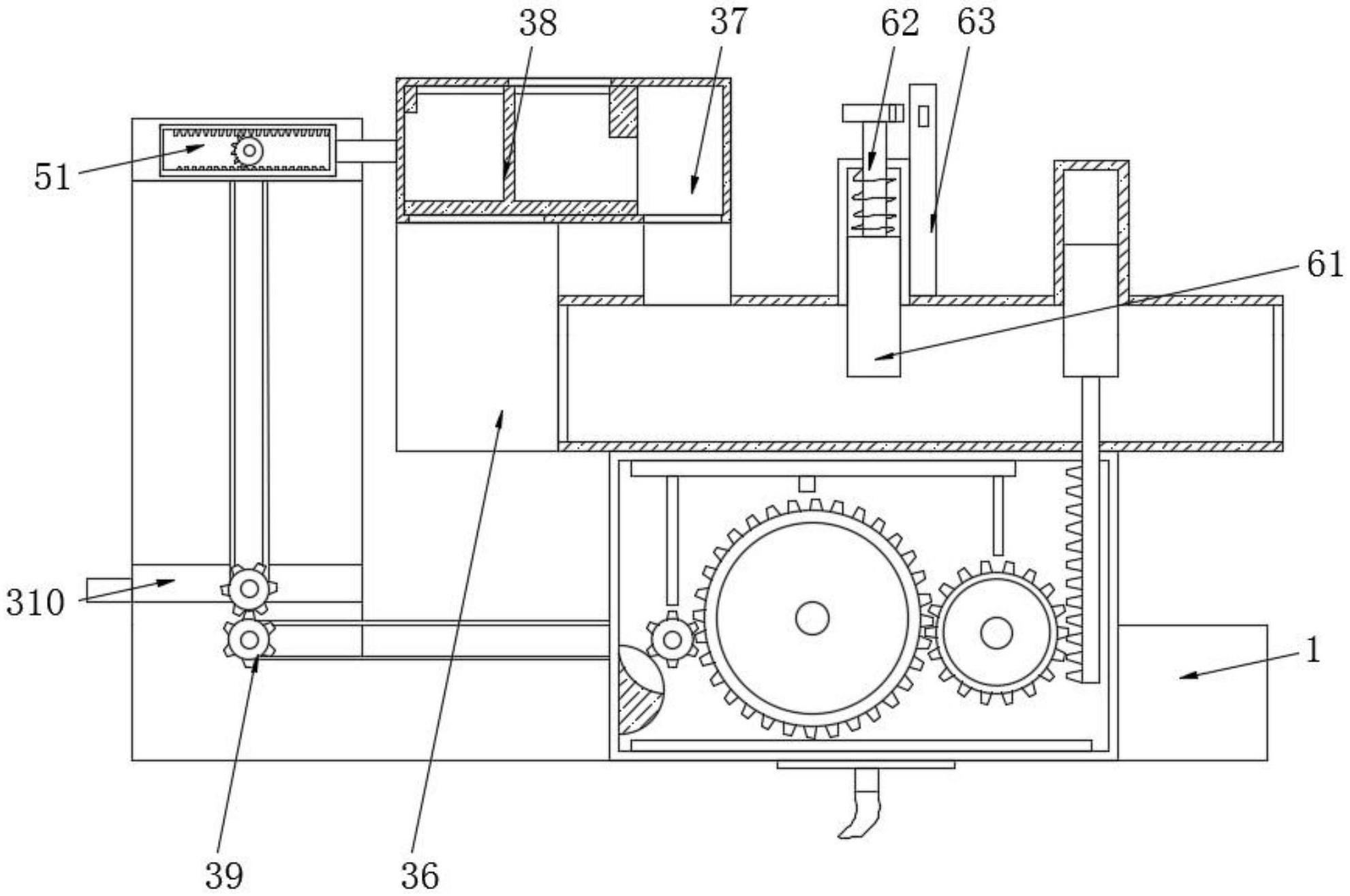
2、为实现以上目的,本实用新型通过以下技术方案予以实现:基于注塑模具的物料流速调节控制结构,包括底座,所述底座的表面设置有调速机构,所述调速机构包括驱动箱和输送管,所述底座的表面固定连接有电机,所述驱动箱(31)的表面设置有润滑组件(2),所述输送管(32)的表面设置有保险组件(6),所述驱动箱的内壁表面转动连接有驱动齿轮,所述驱动齿轮与电机输出轴的一端通过联轴器固定连接,所述输送管安装在驱动箱的顶部,所述输送管内壁的表面滑动连接有卡流块,所述卡流块通过减速组件与驱动齿轮连接,所述输送管的表面固定连接有双向管,所述双向管的内部开设有滑动腔,所述滑动腔的表面滑动连接有分流块,所述底座的表面转动连接有啮合轮,所述底座的表面滑动连接有套壳,所述底座的表面转动连接有往复齿轮,所述往复齿轮与套壳表面的齿轮通过传动带传动连接,所述往复齿轮通过往复组件与分流块连接。
3、优选的,所述减速组件包括大齿轮、齿条和中齿轮,所述驱动齿轮与大齿轮啮合,所述大齿轮与中齿轮啮合,所述中齿轮通过齿条与卡流块连接。
4、优选的,所述往复组件包括往复框,所述往复框与往复齿轮的表面啮合,所述往复框的一端与分流块的表面固定连接。
5、优选的,所述保险组件包括保险板,所述保险板通过弹簧杆与输送管的表面连接,所述输送管的表面固定连接有扣杆,所述弹簧杆与扣杆卡接。
6、优选的,所述润滑组件包括润滑管,所述润滑管安装在驱动箱的内部。
7、有益效果
8、本实用新型提供了基于注塑模具的物料流速调节控制结构。与现有技术相比具备以下有益效果:
9、(1)、该基于注塑模具的物料流速调节控制结构,通过启动电机开始转动,电机的转动使得驱动齿轮开始转动,从而使得大齿轮转动,从而使得中齿轮开始转动,从而使得齿条开始移动,需要进行流量更换时,停止电机,将套壳移动,从而使得套壳表面的齿轮与啮合轮进行啮合,随后启动电机,电机带动啮合轮转动从而使得套壳表面的齿轮转动从而使得往复齿轮转动从而使得往复框移动,从而使得分流块进行移动,从而实现大小管道的切换,解决了现有的注塑模具材料注入设备无法控制流量同时切换大小流量的装置的问题。
10、(2)、该基于注塑模具的物料流速调节控制结构,通过在出现紧急情况时,通过转动弹簧杆,使得弹簧杆与扣杆解开卡接,使得弹簧杆在弹力的作用下弹出,从而使得保险板阻隔管道防止液体继续涌出,通过外部的连接,使得润滑管对内部传动齿轮进行润滑,提高使用寿命并且避免了拆卸修理的问题。
技术特征:
1.基于注塑模具的物料流速调节控制结构,包括底座(1),其特征在于:所述底座(1)的表面设置有调速机构(3);
2.根据权利要求1所述的基于注塑模具的物料流速调节控制结构,其特征在于:所述减速组件(4)包括大齿轮(41)、齿条(42)和中齿轮(43),所述驱动齿轮(34)与大齿轮(41)啮合,所述大齿轮(41)与中齿轮(43)啮合,所述中齿轮(43)通过齿条(42)与卡流块(35)连接。
3.根据权利要求1所述的基于注塑模具的物料流速调节控制结构,其特征在于:所述往复组件(5)包括往复框(51),所述往复框(51)与往复齿轮(311)的表面啮合,所述往复框(51)的一端与分流块(38)的表面固定连接。
4.根据权利要求1所述的基于注塑模具的物料流速调节控制结构,其特征在于:所述保险组件(6)包括保险板(61),所述保险板(61)通过弹簧杆(62)与输送管(32)的表面连接,所述输送管(32)的表面固定连接有扣杆(63),所述弹簧杆(62)与扣杆(63)卡接。
5.根据权利要求1所述的基于注塑模具的物料流速调节控制结构,其特征在于:所述润滑组件(2)包括润滑管,所述润滑管安装在驱动箱(31)的内部。
技术总结
本技术公开了基于注塑模具的物料流速调节控制结构,本技术涉及注塑模具技术领域。该基于注塑模具的物料流速调节控制结构,通过启动电机开始转动,电机的转动使得驱动齿轮开始转动,从而使得大齿轮转动,从而使得中齿轮开始转动,从而使得齿条开始移动,需要进行流量更换时,停止电机,将套壳移动,从而使得套壳表面的齿轮与啮合轮进行啮合,随后启动电机,电机带动啮合轮转动从而使得套壳表面的齿轮转动从而使得往复齿轮转动从而使得往复框移动,从而使得分流块进行移动,从而实现大小管道的切换,解决了现有的注塑模具材料注入设备无法控制流量同时切换大小流量的装置的问题。
技术研发人员:龚红卫,张常金
受保护的技术使用者:杭州峻锋模具有限公司
技术研发日:20230308
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!