注塑镶嵌件分离装置的制作方法
本技术属于汽车零部件加工设备,具体涉及一种汽车门锁零件在注塑时使产品件和模具型芯分离装置。
背景技术:
1、目前,汽车门锁零件注塑时,需要使用型芯,注塑结束后,需要将型芯拆除,目前此工序需要手动逐个将产品与型芯分离,工作效率低;型芯从模具取出温度高,有烫伤风险;长期手工操作,体力消耗大。
技术实现思路
1、本实用新型就是针对上述问题,提供一种使用方便,效率高,工人劳动强度低的注塑镶嵌件分离装置。
2、为了实现本实用新型的上述目的,本实用新型采用如下技术方案,本实用新型包括多型芯模具和分离装置本体,其特征在于:所述多型芯模具包括长条状的基块,基块一侧均布设置有多根型芯体;所述分离装置本体包括基座,基座上设置有固定立板,基座上通过工作气缸设置有与固定立板平行的活动立板,活动立板下方设置有与所述基块配合的托板,所述固定立板和活动立板上相应于多型芯模具的每根型芯体均设置有一卡槽。
3、作为本实用新型的一种优选方案,所述基座上设置有垂直于固定立板的滑轨,所述工作气缸的活塞杆与一横移板相连;所述横移板下方设置有与滑轨配合的滑块;所述活动立板和托板为一体的l形结构,托板位于靠近工作气缸的一侧;活动立板固定于横移板上。
4、进一步的,所述型芯体端部设置有金属接头,金属接头与所述基块相连。
5、作为本实用新型的另一种优选方案,所述基座上位于固定立板远离工作气缸的一侧设置有承托垫块。
6、作为本实用新型的第三种优选方案,所述工作气缸上设置有与基块对应的限位垫板。
7、本实用新型的有益效果:1、本实用新型设置了具有多根型芯体的多型芯模具,能同时生产多根门锁零件生产效率高。
8、2、本实用新型使用时,只需将成型后的基块与分离装置本体配合,在气缸作用下能实现多个成型后的零件,一次性与型芯分离,无需手动操作,降低工人劳动强度。
技术特征:
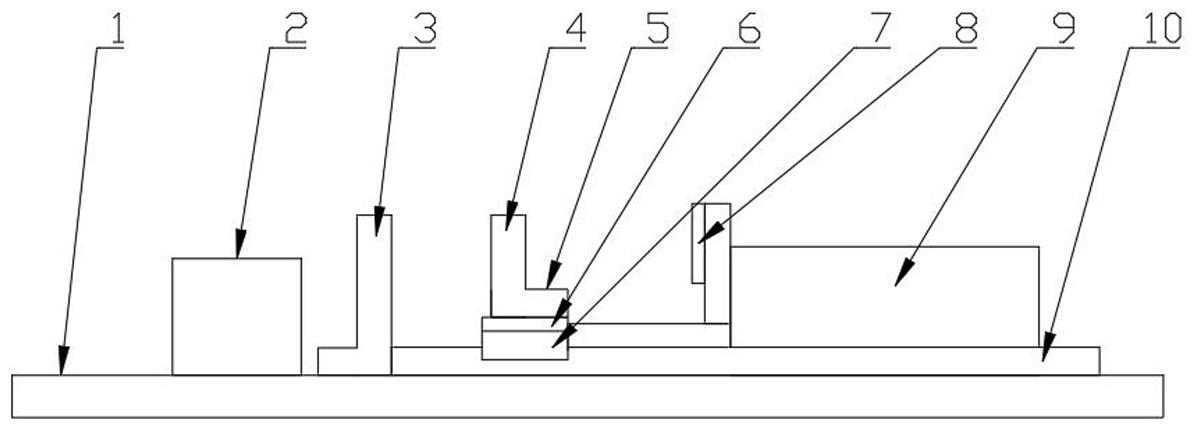
1.注塑镶嵌件分离装置,包括多型芯模具和分离装置本体,其特征在于:所述多型芯模具包括长条状的基块(14),基块(14)一侧均布设置有多根型芯体(12);所述分离装置本体包括基座(1),基座(1)上设置有固定立板(3),基座(1)上通过工作气缸(9)设置有与固定立板(3)平行的活动立板(4),活动立板(4)下方设置有与所述基块(14)配合的托板(5),所述固定立板(3)和活动立板(4)上相应于多型芯模具的每根型芯体(12)均设置有一卡槽(11)。
2.根据权利要求1所述的注塑镶嵌件分离装置,其特征在于:所述基座(1)上设置有垂直于固定立板(3)的滑轨(10),所述工作气缸(9)的活塞杆与一横移板(6)相连;所述横移板(6)下方设置有与滑轨(10)配合的滑块(7);所述活动立板(4)和托板(5)为一体的l形结构,托板(5)位于靠近工作气缸(9)的一侧;活动立板(4)固定于横移板(6)上。
3.根据权利要求2所述的注塑镶嵌件分离装置,其特征在于:所述型芯体(12)端部设置有金属接头(13),金属接头(13)与所述基块(14)相连。
4.根据权利要求1所述的注塑镶嵌件分离装置,其特征在于:所述基座(1)上位于固定立板(3)远离工作气缸(9)的一侧设置有承托垫块(2)。
5.根据权利要求1所述的注塑镶嵌件分离装置,其特征在于:所述工作气缸(9)上设置有与基块(14)对应的限位垫板(8)。
技术总结
本技术属于汽车零部件加工设备技术领域,具体涉及一种汽车门锁零件在注塑时使产品件和模具型芯分离装置。本技术提供一种使用方便,效率高,工人劳动强度低的注塑镶嵌件分离装置。本技术包括多型芯模具和分离装置本体,其特征在于:所述多型芯模具包括长条状的基块,基块一侧均布设置有多根型芯体;所述分离装置本体包括基座,基座上设置有固定立板,基座上通过工作气缸设置有与固定立板平行的活动立板,活动立板下方设置有与所述基块配合的托板,所述固定立板和活动立板上相应于多型芯模具的每根型芯体均设置有一卡槽。
技术研发人员:吴宁
受保护的技术使用者:辽宁圣加伦控制系统有限公司
技术研发日:20230324
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!